S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 11 Physical Fitness Assessment 1Document40 pagini11 Physical Fitness Assessment 1Danilo Sare IIIÎncă nu există evaluări
- Mechanical Components SectionDocument428 paginiMechanical Components Sectionxristo xristovÎncă nu există evaluări
- Schueco+FW+50+SG+ +FW+60+SGDocument1 paginăSchueco+FW+50+SG+ +FW+60+SGDaniel Nedelcu100% (1)
- Effect of Toe Treatments On The Fatigue Resistance of Structural Steel WeldsDocument12 paginiEffect of Toe Treatments On The Fatigue Resistance of Structural Steel WeldsVicente Palazzo De MarinoÎncă nu există evaluări
- Dell Inspiron 16 5000 (5625) Laptop - Dell IndiaDocument5 paginiDell Inspiron 16 5000 (5625) Laptop - Dell IndiamubbunÎncă nu există evaluări
- Catálogo DP InglêsDocument20 paginiCatálogo DP Inglêsjf2003Încă nu există evaluări
- Thermal Imaging Tech ResourceDocument20 paginiThermal Imaging Tech Resourceskimav86100% (1)
- Electrical Inspections: Infrared ThermographyDocument28 paginiElectrical Inspections: Infrared ThermographyManish RajÎncă nu există evaluări
- 2017 Hyundai Sonata L4-2.4L Engine Controls (Powertrain Management) - ALLDATA RepairDocument6 pagini2017 Hyundai Sonata L4-2.4L Engine Controls (Powertrain Management) - ALLDATA RepairChino PlagaÎncă nu există evaluări
- ABB Photovoltaic DisconnectorsDocument6 paginiABB Photovoltaic DisconnectorsBog PenÎncă nu există evaluări
- CF1900SS-DF Example Spec - Rev1Document1 paginăCF1900SS-DF Example Spec - Rev1parsiti unnesÎncă nu există evaluări
- Unipoxy LiningDocument3 paginiUnipoxy LiningDien Thoai Nguyen HuuÎncă nu există evaluări
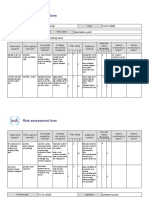
- Risk Assessment Project Iosh - MsDocument2 paginiRisk Assessment Project Iosh - MsSanjeev Kumar75% (32)
- Morality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordDocument3 paginiMorality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordTHEO DOMINIC REQUERME SILVOSAÎncă nu există evaluări
- Material of OFFERING HELPDocument7 paginiMaterial of OFFERING HELPShorn x NyteÎncă nu există evaluări
- Modeling and Simulation For Olefin Production in Amir Kabir PetrochemicalDocument7 paginiModeling and Simulation For Olefin Production in Amir Kabir PetrochemicalGhasem BashiriÎncă nu există evaluări
- Essenza Refurbished Siemens MRI MachineDocument2 paginiEssenza Refurbished Siemens MRI Machinetech.arnicahealthÎncă nu există evaluări
- Soul Wars - Wrath of EverchosenDocument107 paginiSoul Wars - Wrath of EverchosenRyan BelandÎncă nu există evaluări
- Beautiful Results: Simple Procedure 1. Etch 2. Bond 3. RestoreDocument4 paginiBeautiful Results: Simple Procedure 1. Etch 2. Bond 3. RestoreEuclides Soza CalvoÎncă nu există evaluări
- Agriculture Mcqs PDFDocument4 paginiAgriculture Mcqs PDFAbdul QudoosÎncă nu există evaluări
- Line CodingDocument27 paginiLine CodingshridonÎncă nu există evaluări
- Astm A479Document7 paginiAstm A479Martin RomeroÎncă nu există evaluări
- Aerody Design of BladeDocument90 paginiAerody Design of BladeB Bala Venkata GaneshÎncă nu există evaluări
- 12V-100Ah FTA DatasheetDocument1 pagină12V-100Ah FTA Datasheetchandrashekar_ganesanÎncă nu există evaluări
- Application of Land Suitability AnalysisDocument16 paginiApplication of Land Suitability AnalysisHải Anh Nguyễn100% (1)
- Markov Interest Rate Models - Hagan and WoodwardDocument28 paginiMarkov Interest Rate Models - Hagan and WoodwardlucaliberaceÎncă nu există evaluări
- MCQ Unit 3Document15 paginiMCQ Unit 3gaur1234Încă nu există evaluări
- Omnivision Man lp06xx Rev0 0611Document18 paginiOmnivision Man lp06xx Rev0 0611ivan ramirezÎncă nu există evaluări
- FEED Deliverable List (Sample) : Project InformationDocument3 paginiFEED Deliverable List (Sample) : Project Informationamilasri100% (1)
- Air Show - Blue Angels in Flying K - The News of NAS KingsvilleDocument16 paginiAir Show - Blue Angels in Flying K - The News of NAS KingsvilleAlan GuggenheimÎncă nu există evaluări