S-ar putea să vă placă și
- Practica 13Document8 paginiPractica 13CrIzORÎncă nu există evaluări
- Unidad 3. Semana 10Document78 paginiUnidad 3. Semana 10JUDITH YOLANDA SANCHEZ OREÎncă nu există evaluări
- Lou - I - Agitacion 2008-IiDocument22 paginiLou - I - Agitacion 2008-IiMax1267Încă nu există evaluări
- 6 1Document3 pagini6 1Alejandra CuzcoÎncă nu există evaluări
- Metodo Ponchon - SavaritDocument9 paginiMetodo Ponchon - SavaritDiegoGuerreroÎncă nu există evaluări
- Ejercicios BEDocument6 paginiEjercicios BEAleyda Fernández LescanoÎncă nu există evaluări
- EXAMEN U1 Procesos PDFDocument9 paginiEXAMEN U1 Procesos PDFAndrea RomeroÎncă nu există evaluări
- Ejercicio 7.4: Operaciones Unitarias IDocument3 paginiEjercicio 7.4: Operaciones Unitarias IRAUL ALCIBIADES PEREZ MENAÎncă nu există evaluări
- Práctica 13. Determinación de Eficiencia de Un Filtro PrensaDocument5 paginiPráctica 13. Determinación de Eficiencia de Un Filtro PrensaItzel Daniela Solis TinocoÎncă nu există evaluări
- Capitulo 14 Doc FinalDocument5 paginiCapitulo 14 Doc FinalFernando Mendoza MaciasÎncă nu există evaluări
- NullDocument114 paginiNullRafaela MontañoÎncă nu există evaluări
- Problemas 1 Ey CDocument3 paginiProblemas 1 Ey CRicardo CruzÎncă nu există evaluări
- Problema 3.27Document6 paginiProblema 3.27Diego.CCÎncă nu există evaluări
- Tema 2.5 Otros Evaporadores-1Document12 paginiTema 2.5 Otros Evaporadores-1Rozzana Peña SánchezÎncă nu există evaluări
- Actividad 3 Simuladores de Uso en Procesos QuímicosDocument13 paginiActividad 3 Simuladores de Uso en Procesos QuímicosSánchez AleÎncă nu există evaluări
- Diagrama de BloquesDocument1 paginăDiagrama de BloquesSarah DcoÎncă nu există evaluări
- REDUCCIÓN de TAMAÑO y Analisis GranulometricoDocument7 paginiREDUCCIÓN de TAMAÑO y Analisis GranulometricoAnonymous vVsidh3n100% (1)
- Practica II Determinacion de Lineas de EquilibrioDocument17 paginiPractica II Determinacion de Lineas de EquilibrioAdrian Lopez MÎncă nu există evaluări
- Práctica-03 2019Document22 paginiPráctica-03 2019NiKy LaRaÎncă nu există evaluări
- Preinforme - #10 - Columna de Destilación Con Platos PerforadosDocument8 paginiPreinforme - #10 - Columna de Destilación Con Platos PerforadosDann YlönenÎncă nu există evaluări
- Problemario Referencias 2021Document4 paginiProblemario Referencias 2021SandraÎncă nu există evaluări
- Problemas de Diseño de Platos PerforadosDocument2 paginiProblemas de Diseño de Platos PerforadosRt JimÎncă nu există evaluări
- Virtual PlanDocument24 paginiVirtual PlanYAQUELYN ISIQUE LUISÎncă nu există evaluări
- Gonzalez Hernandez t1Document6 paginiGonzalez Hernandez t1Veneno Alan JoqsanÎncă nu există evaluări
- Fenomenos de Transporte en La IndustriaDocument4 paginiFenomenos de Transporte en La IndustriaMonica VelasquezÎncă nu există evaluări
- 7.problema 4.2Document3 pagini7.problema 4.2Grecia Obando0% (1)
- Problemario 1Document6 paginiProblemario 1lightninfire0% (1)
- Apuntes OP3-Esxtracción y HumidificaciónDocument32 paginiApuntes OP3-Esxtracción y HumidificaciónbeatrizÎncă nu există evaluări
- Problemas Modulo 3Document1 paginăProblemas Modulo 3Julieta CoronaÎncă nu există evaluări
- Problema 1Document12 paginiProblema 1Kartel KalientitoxÎncă nu există evaluări
- Ejercicio 01Document6 paginiEjercicio 01Martín Nguema Nsogo NchamaÎncă nu există evaluări
- Problemario 1 Mecánica de Fluidos Marzo 2021Document9 paginiProblemario 1 Mecánica de Fluidos Marzo 2021Gilberto MartínezÎncă nu există evaluări
- Carrera Mora Aurora-Felder 7.43Document1 paginăCarrera Mora Aurora-Felder 7.43Melany CruzÎncă nu există evaluări
- Solucion Parcial IDocument11 paginiSolucion Parcial ILeonardo ReyesÎncă nu există evaluări
- Proc Ind CristlizacionDocument9 paginiProc Ind CristlizacionFiorella0% (2)
- Práctica de Absorción Con MEADocument5 paginiPráctica de Absorción Con MEApasantedemicrobiologÎncă nu există evaluări
- Taller Tranf Masas Destilacion2Document4 paginiTaller Tranf Masas Destilacion2Anonymous XyhXzaXGAXÎncă nu există evaluări
- Guia n4 - Transferencia de MasaDocument2 paginiGuia n4 - Transferencia de MasaThony ZuñigaÎncă nu există evaluări
- Practica #6 Sistema TernarioDocument15 paginiPractica #6 Sistema TernarioIrving AmayaÎncă nu există evaluări
- CAP. 18. Ejemplo 18.2 y Ejercicio 18.8.Document12 paginiCAP. 18. Ejemplo 18.2 y Ejercicio 18.8.Ambar Fajardo0% (1)
- Caso 2 - Aspen Plus - Intercambiadores de CalorDocument10 paginiCaso 2 - Aspen Plus - Intercambiadores de CalorArnold MartinezÎncă nu există evaluări
- Guia Adsorcion 2004Document9 paginiGuia Adsorcion 2004Cristhoper MeraÎncă nu există evaluări
- Marco Teorico MatematicaDocument9 paginiMarco Teorico MatematicaNik Abel Zanabria AguilarÎncă nu există evaluări
- Ejemplo 13-1 Construcción de Las Curvas C (T) y E (T)Document8 paginiEjemplo 13-1 Construcción de Las Curvas C (T) y E (T)Nashiely RdzÎncă nu există evaluări
- Informe CSTRDocument14 paginiInforme CSTRLauraÎncă nu există evaluări
- Inmovilizacion de Enzimas Por El Método de Atrapamiento en AgarDocument3 paginiInmovilizacion de Enzimas Por El Método de Atrapamiento en AgarRober Paredes100% (1)
- Método Tyn y Calus (Mecanismos de Transferencia)Document8 paginiMétodo Tyn y Calus (Mecanismos de Transferencia)Eloisa Infinite50% (2)
- Ejemplo 12 8Document16 paginiEjemplo 12 8Alisohn Andrea Cutiño LimaÎncă nu există evaluări
- Relación de ProblemasDocument22 paginiRelación de ProblemasJesús Francisco Vidaňa DuronÎncă nu există evaluări
- Intercambiador de Calor - Seis PasosDocument6 paginiIntercambiador de Calor - Seis PasosHerbert SimsÎncă nu există evaluări
- Carta Psicrometrica Problema Propuesto Ocon Tojo4-14Document7 paginiCarta Psicrometrica Problema Propuesto Ocon Tojo4-14ANTHONY FREIREÎncă nu există evaluări
- Ejercicio-3 13Document3 paginiEjercicio-3 13Ayr TonÎncă nu există evaluări
- Practica Molino de DiscosDocument10 paginiPractica Molino de DiscosMiguel Deodato Martínez LópezÎncă nu există evaluări
- Practica #11 - Difusividad de Etanol-Agua en 2 Tanques - Equipo C.Document12 paginiPractica #11 - Difusividad de Etanol-Agua en 2 Tanques - Equipo C.PRISCILA ALEJANDRA CANO VILLEGASÎncă nu există evaluări
- 2.4 Combate de IncendiosDocument7 pagini2.4 Combate de IncendiosKarla LHÎncă nu există evaluări
- Ejercicios Del Punto de Pliegue PDFDocument2 paginiEjercicios Del Punto de Pliegue PDFGilbert Rodriguez PalmaÎncă nu există evaluări
- Columna de Empaque EstructuradoDocument7 paginiColumna de Empaque Estructuradomary lisÎncă nu există evaluări
- Tarea Calor II Con Ecuaciones Propiedades Corregidas Por MiDocument18 paginiTarea Calor II Con Ecuaciones Propiedades Corregidas Por MiLuisE.TrianaTorresÎncă nu există evaluări
- 3 HeuristicaDocument36 pagini3 Heuristicamartha veronika blas herrera100% (1)
- 4 HeuristicaDocument36 pagini4 Heuristicazaibatsu fernandezÎncă nu există evaluări
- Proyecto de I.ODocument21 paginiProyecto de I.OIMedicus SalazarÎncă nu există evaluări
- Proyecto de I.ODocument21 paginiProyecto de I.OIMedicus SalazarÎncă nu există evaluări
- Preguntas de Investigacion OperativaDocument7 paginiPreguntas de Investigacion OperativaIMedicus SalazarÎncă nu există evaluări
- Proyecto de I.ODocument21 paginiProyecto de I.OIMedicus SalazarÎncă nu există evaluări
- Tema #9 - Requerimientos de Servicios IndustrialesDocument8 paginiTema #9 - Requerimientos de Servicios IndustrialesIMedicus SalazarÎncă nu există evaluări
- IQ 10 01 - Clase2020-01-02Document4 paginiIQ 10 01 - Clase2020-01-02IMedicus SalazarÎncă nu există evaluări
- TrichodermaDocument10 paginiTrichodermaIMedicus SalazarÎncă nu există evaluări
- TrichodermaDocument10 paginiTrichodermaIMedicus SalazarÎncă nu există evaluări
- TFG FormicCompany v02Document107 paginiTFG FormicCompany v02Richard Copa AliÎncă nu există evaluări
- Etica ProfesionalDocument4 paginiEtica ProfesionalIMedicus SalazarÎncă nu există evaluări
- TFG FormicCompany v02Document107 paginiTFG FormicCompany v02Richard Copa AliÎncă nu există evaluări
- DesengancharsePlastico PDFDocument20 paginiDesengancharsePlastico PDFJenny ZevallosÎncă nu există evaluări
- IQ.10.01 - Clase 2019-11-21Document2 paginiIQ.10.01 - Clase 2019-11-21IMedicus SalazarÎncă nu există evaluări
- IQ.10.01 - Clase 2019-12-12Document5 paginiIQ.10.01 - Clase 2019-12-12IMedicus SalazarÎncă nu există evaluări
- Rellenos SanitariosDocument7 paginiRellenos SanitariosIMedicus SalazarÎncă nu există evaluări
- Problema MetodosDocument5 paginiProblema MetodossaidÎncă nu există evaluări
- Taller 3 ControlDocument15 paginiTaller 3 ControlJuan R. BautistaÎncă nu există evaluări
- 2-2019 Problemas de Introduccion Al Analisis de Datos de Velocidad PDFDocument14 pagini2-2019 Problemas de Introduccion Al Analisis de Datos de Velocidad PDFAldo Jhared Ulloa Claure100% (1)
- Reactores Quimicos Trifasicos (Percolador y Lechada)Document7 paginiReactores Quimicos Trifasicos (Percolador y Lechada)Victor Jose Malca HurtadoÎncă nu există evaluări
- DR-Parte 2.1 - Modeling (2023-2)Document7 paginiDR-Parte 2.1 - Modeling (2023-2)Valeria VillalobosÎncă nu există evaluări
- Guia Practica 2 PDFDocument11 paginiGuia Practica 2 PDFLAURA DANIELA SANTACRUZ VALENCIAÎncă nu există evaluări
- Ejemplo 4-1Document7 paginiEjemplo 4-1Rafita Mabarak Borja100% (1)
- ETILBENCENODocument25 paginiETILBENCENOLuis GonzalezÎncă nu există evaluări
- 2008-Planta Productora1,4 Butadiol-Leal - PerezPolancoTouronDocument74 pagini2008-Planta Productora1,4 Butadiol-Leal - PerezPolancoTouronscarlay gutierrezÎncă nu există evaluări
- M7 QrsaDocument95 paginiM7 QrsaYanet Arroyo100% (1)
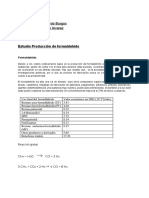
- Estudio Producción de Formaldehído.Document8 paginiEstudio Producción de Formaldehído.Cristian BurgosÎncă nu există evaluări
- Ejercicio 1 BalanceDocument4 paginiEjercicio 1 BalanceFlores Hernández PamelaÎncă nu există evaluări
- Diseño de Un Modelo Matemático para Reactor Batch: ObjetivosDocument7 paginiDiseño de Un Modelo Matemático para Reactor Batch: ObjetivosFernando Tuni HuancaÎncă nu există evaluări
- Taller Reactores 2022-2-3Document11 paginiTaller Reactores 2022-2-3Marianela guzmanÎncă nu există evaluări
- Una Revisión Sobre La Pirólisis de Residuos Plásticos.Document65 paginiUna Revisión Sobre La Pirólisis de Residuos Plásticos.wilhianÎncă nu există evaluări
- Reacciones MultiplesDocument18 paginiReacciones MultiplesMaríaBelénLunaNovoa100% (1)
- Deber 2 de Diseño de Plantas Industriales A ResolverDocument3 paginiDeber 2 de Diseño de Plantas Industriales A Resolverkerly rodriguezÎncă nu există evaluări
- Cinetica CSTR AdiabaticoDocument2 paginiCinetica CSTR AdiabaticoOrianaDoriaÎncă nu există evaluări
- Skyreachers PIA FinalDocument64 paginiSkyreachers PIA FinalEduardo Jacobo SillerÎncă nu există evaluări
- Practicas de AspenDocument84 paginiPracticas de AspenLuis Fernando Rodríguez PérezÎncă nu există evaluări
- Cinetica Trabajo FinalDocument22 paginiCinetica Trabajo FinalArnaldo ValdiviaÎncă nu există evaluări
- Reporte P2 LIQDocument8 paginiReporte P2 LIQCarlos MeunierÎncă nu există evaluări
- ReactoresDocument4 paginiReactoresRebeca LeonÎncă nu există evaluări
- Fase 4 BalancemateriayenergiaDocument5 paginiFase 4 Balancemateriayenergiacocinas rocha100% (1)
- Reactor PBR, Gilbert Gómez PDFDocument2 paginiReactor PBR, Gilbert Gómez PDFAlex Damian Castillo VelasquezÎncă nu există evaluări
- Problemas Resueltos de Balance de Materia Con Reaccion QuimicaDocument26 paginiProblemas Resueltos de Balance de Materia Con Reaccion QuimicaJEAN100% (2)
- Capítulo 7Document19 paginiCapítulo 7jubitzaÎncă nu există evaluări
- Fomato Del Informe de Práctica OPUDocument28 paginiFomato Del Informe de Práctica OPUThorinescudoderoblehijodeThrainynietodeThrör IIÎncă nu există evaluări
- Solución Tarea Sistemas de EDODocument6 paginiSolución Tarea Sistemas de EDOMiku OÎncă nu există evaluări