S-ar putea să vă placă și
- Failure Mode and Effects Analysis (Process Fmea)Document4 paginiFailure Mode and Effects Analysis (Process Fmea)kamlesh kuchekar100% (4)
- Spot Welding Control PlanDocument1 paginăSpot Welding Control Planshiv jangale100% (1)
- 4M Change Management Matrix-Rane NSK-signedDocument1 pagină4M Change Management Matrix-Rane NSK-signednitin rathoreÎncă nu există evaluări
- New PFMEADocument9 paginiNew PFMEAPuneet SharmaÎncă nu există evaluări
- D10414410a Fmea MachiningDocument13 paginiD10414410a Fmea MachiningSuraj RawatÎncă nu există evaluări
- PFMEA - MachiningDocument14 paginiPFMEA - Machiningmani317100% (1)
- 1 2 3 - 4M Change Part TagDocument4 pagini1 2 3 - 4M Change Part TagIt's me DJÎncă nu există evaluări
- 06) - Fmea For 11190722 - DDocument192 pagini06) - Fmea For 11190722 - DMONISHRAJÎncă nu există evaluări
- Fmea Sfe47.005 WeldingDocument8 paginiFmea Sfe47.005 Weldingkumaraswamy.kÎncă nu există evaluări
- Fmea CastingDocument8 paginiFmea CastingSuraj RawatÎncă nu există evaluări
- Control Plan TrainingDocument20 paginiControl Plan TrainingGAURAV SHARMAÎncă nu există evaluări
- Deviation Request FormatDocument4 paginiDeviation Request FormatKumaravelÎncă nu există evaluări
- FMEA SampleDocument94 paginiFMEA SampleKaran MalhiÎncă nu există evaluări
- Customer Name: Schneider Electric: SPL ClassDocument2 paginiCustomer Name: Schneider Electric: SPL ClassSachin Sam100% (1)
- Control Plan & FmeaDocument9 paginiControl Plan & FmeaManu SharmaÎncă nu există evaluări
- Prod-Fmea-01 PfmeaDocument1 paginăProd-Fmea-01 Pfmeaumesh sengarÎncă nu există evaluări
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 paginiEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashÎncă nu există evaluări
- Ok Part NG: (Vendor Non-Conformance Report)Document2 paginiOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MÎncă nu există evaluări
- WI For DFT MeterDocument4 paginiWI For DFT MeterRahul PoriyaÎncă nu există evaluări
- Checking AidsDocument1 paginăChecking AidsChintamani GiramkarÎncă nu există evaluări
- PFD Control Plan and FMEA FormatsDocument12 paginiPFD Control Plan and FMEA FormatsDINESH SHARMA100% (1)
- Guideline 4M Change MatrixDocument3 paginiGuideline 4M Change MatrixAman JasujaÎncă nu există evaluări
- Dfmea TeamDocument2 paginiDfmea TeamjnmanivannanÎncă nu există evaluări
- FRM-WS-11 DWM Check Sheet (Weld SHP)Document2 paginiFRM-WS-11 DWM Check Sheet (Weld SHP)Ashok PanchalÎncă nu există evaluări
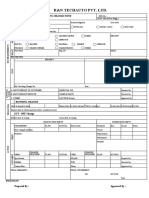
- R&N Techauto Pvt. LTD.: Engineering Change NoteDocument3 paginiR&N Techauto Pvt. LTD.: Engineering Change NoteUttrakhand Vibes- OriginalÎncă nu există evaluări
- GM Machining CP REV 03Document17 paginiGM Machining CP REV 03Suraj RawatÎncă nu există evaluări
- Quality Control Process Chart (Machining)Document7 paginiQuality Control Process Chart (Machining)mani317Încă nu există evaluări
- Machining Control PlannDocument18 paginiMachining Control PlannSuraj RawatÎncă nu există evaluări
- Profile Cutting SOPDocument1 paginăProfile Cutting SOPanbuÎncă nu există evaluări
- PFMEA&control Plan LinkageDocument7 paginiPFMEA&control Plan LinkageToni HimawanÎncă nu există evaluări
- .013-00-Checking AidsDocument3 pagini.013-00-Checking Aidsdaniel_sasikumarÎncă nu există evaluări
- 48 Point Ppap Check SheetDocument39 pagini48 Point Ppap Check SheetSanjay KumarÎncă nu există evaluări
- MsaDocument7 paginiMsaGobi PSÎncă nu există evaluări
- Quality Control PlanDocument1 paginăQuality Control PlanJoki PenangÎncă nu există evaluări
- PFMEA AIAG VDA Filled Example Assly PDFDocument1 paginăPFMEA AIAG VDA Filled Example Assly PDFRamdas PaithankarÎncă nu există evaluări
- PPAP GuidelinesDocument19 paginiPPAP GuidelinesmoezÎncă nu există evaluări
- Thread Gauge Acceptance CriteriaDocument7 paginiThread Gauge Acceptance CriteriaNilesh Sargara100% (2)
- Plating Process Control Plan Template (2738)Document10 paginiPlating Process Control Plan Template (2738)George Hardy100% (1)
- CP20200804-A Model Control Plan - FoundationsDocument6 paginiCP20200804-A Model Control Plan - Foundationsmanno200Încă nu există evaluări
- One Point LessonDocument8 paginiOne Point LessonVenkatesanÎncă nu există evaluări
- APQP (27) ElementsDocument31 paginiAPQP (27) Elementssam1hi5Încă nu există evaluări
- Route Card Implementation (In In-House and Supplier)Document10 paginiRoute Card Implementation (In In-House and Supplier)Manoharar RÎncă nu există evaluări
- Quality Alert FormatDocument1 paginăQuality Alert Formatsuresh kumar75% (4)
- Ppap For Neel MetalDocument40 paginiPpap For Neel MetalshuklahouseÎncă nu există evaluări
- Xfmea Pfmea PDFDocument8 paginiXfmea Pfmea PDFvinidesoÎncă nu există evaluări
- Final Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoDocument10 paginiFinal Inspection: Roles, Responsibilities & Authority What Where When Who How Man Hours Sr. NoVikas KashyapÎncă nu există evaluări
- In-House Rework & Rejection ReportDocument3 paginiIn-House Rework & Rejection ReportmuthuselvanÎncă nu există evaluări
- PFMEA For Injection Molding ProcessDocument2 paginiPFMEA For Injection Molding ProcessDhananjay Patil100% (2)
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDocument2 paginiFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizÎncă nu există evaluări
- Poison Cake Test: Standard Operating ProcedureDocument1 paginăPoison Cake Test: Standard Operating ProcedureGirdhar Sahu100% (3)
- 5 Why WeldingRobot ToyotaDocument1 pagină5 Why WeldingRobot ToyotaMickloSoberanÎncă nu există evaluări
- 5m+1e Change Matrix SOPDocument2 pagini5m+1e Change Matrix SOPGirdhar Sahu100% (1)
- Cubuilt Cepl VC 02 MsaDocument1 paginăCubuilt Cepl VC 02 MsaCu Built Engineers Pvt. Ltd.Încă nu există evaluări
- 5s Zone Wise LeaderDocument36 pagini5s Zone Wise LeadershalinmishraÎncă nu există evaluări
- PFMEA - StampingDocument8 paginiPFMEA - StampingNimesh Mehta67% (6)
- MSIL Audit Cheklist 16Document22 paginiMSIL Audit Cheklist 16Pravin Balasaheb GunjalÎncă nu există evaluări
- Customer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectDocument3 paginiCustomer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectEbitra Hasiholan50% (2)
- List of PPAP Documents: SR No. Document Title Documents Formats / Templates RemarksDocument30 paginiList of PPAP Documents: SR No. Document Title Documents Formats / Templates RemarksrajarajanÎncă nu există evaluări
- DK Qap QHS 12-FR 03-R6 - CarDocument1 paginăDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanÎncă nu există evaluări
- Fmea Chart 70kb PDFDocument1 paginăFmea Chart 70kb PDFmike gamerÎncă nu există evaluări
- 1.03-03 Electrotechanics A ReviewDocument15 pagini1.03-03 Electrotechanics A Reviewrohit mathankerÎncă nu există evaluări
- 1.07 TIG Welding Part-2Document79 pagini1.07 TIG Welding Part-2rohit mathanker100% (1)
- 1.06 Introduction To GSAW Process IWE May2019Document157 pagini1.06 Introduction To GSAW Process IWE May2019rohit mathankerÎncă nu există evaluări
- 1.02-1 Oxygas Welding & Related ProcessDocument37 pagini1.02-1 Oxygas Welding & Related Processrohit mathankerÎncă nu există evaluări
- Old Questions IWEDocument7 paginiOld Questions IWErohit mathankerÎncă nu există evaluări
- A Brief History: "Electricus". de Magnete Was A Treatise ofDocument45 paginiA Brief History: "Electricus". de Magnete Was A Treatise ofrohit mathankerÎncă nu există evaluări
- Joining of Plastics and CeramicsDocument73 paginiJoining of Plastics and Ceramicsrohit mathankerÎncă nu există evaluări
- FMEA, PFD and PFCDocument11 paginiFMEA, PFD and PFCrohit mathankerÎncă nu există evaluări
- Course ContentsDocument4 paginiCourse Contentsrohit mathankerÎncă nu există evaluări
- FMEA, PFD and PFCDocument11 paginiFMEA, PFD and PFCrohit mathankerÎncă nu există evaluări
- International Welding Engineer - Model PaperDocument23 paginiInternational Welding Engineer - Model Paperrohit mathanker100% (2)
- Overzicht en Iso 3834 Editie 2017 - Engels PDFDocument1 paginăOverzicht en Iso 3834 Editie 2017 - Engels PDFrohit mathankerÎncă nu există evaluări
- Characterization and Analysis of The Efficiency of A Hermetic CompressorDocument7 paginiCharacterization and Analysis of The Efficiency of A Hermetic CompressorMohammed Naim UddinÎncă nu există evaluări
- Refratometro LSC 1022Document51 paginiRefratometro LSC 1022Letícia HaukÎncă nu există evaluări
- Lab 1aDocument6 paginiLab 1aAre NepÎncă nu există evaluări
- Experiment 6 (Calibration of Temperature Measuring Devices - A4)Document16 paginiExperiment 6 (Calibration of Temperature Measuring Devices - A4)Jamiel CatapangÎncă nu există evaluări
- QOSDocument40 paginiQOSravindraÎncă nu există evaluări
- Impact Toughness Deficiencies in ASME SA-350 LF2 Flanges (2017)Document10 paginiImpact Toughness Deficiencies in ASME SA-350 LF2 Flanges (2017)Gopi Selvaraj100% (1)
- Lecture 24 - Prestressed ConcreteDocument12 paginiLecture 24 - Prestressed ConcretejeovanÎncă nu există evaluări
- The Great Art or The Rules of AlgebraDocument6 paginiThe Great Art or The Rules of AlgebraAlae sayÎncă nu există evaluări
- MAG8000 Manual PDFDocument137 paginiMAG8000 Manual PDFHanks EpphÎncă nu există evaluări
- MFMDocument11 paginiMFMtaboogaÎncă nu există evaluări
- Okjop, E9Uweeiowuweuhjqwhjwqhhwqjdhjwjkxjasljxlassj A Short-Circuit Design Forces in Power Lines and SubstationsDocument28 paginiOkjop, E9Uweeiowuweuhjqwhjwqhhwqjdhjwjkxjasljxlassj A Short-Circuit Design Forces in Power Lines and Substationsamit77999Încă nu există evaluări
- Math Formula Chapter 07trigonometryDocument4 paginiMath Formula Chapter 07trigonometryTanvirul IslamÎncă nu există evaluări
- SPM General CatalogDocument40 paginiSPM General CatalogNailuth García100% (1)
- Ce60 Theory of StructuresDocument2 paginiCe60 Theory of StructuresKhryzzia Maye FelicildaÎncă nu există evaluări
- (Darryl D. Hol,) Geometric Mechanics Rotating, TR (B-Ok - CC) PDFDocument304 pagini(Darryl D. Hol,) Geometric Mechanics Rotating, TR (B-Ok - CC) PDFOceanÎncă nu există evaluări
- Taylor's Theorem (With Lagrange Remainder) - Brilliant Math & Science WikiDocument10 paginiTaylor's Theorem (With Lagrange Remainder) - Brilliant Math & Science WikiMuhammad ShoaibÎncă nu există evaluări
- SIFCONDocument26 paginiSIFCONKavitha PÎncă nu există evaluări
- Modified Windkessel Model Applied in A Tubular Pulsation Dampener AnalysisDocument11 paginiModified Windkessel Model Applied in A Tubular Pulsation Dampener AnalysisFrancesca CoattiÎncă nu există evaluări
- Kcet Chemistry 2015Document11 paginiKcet Chemistry 2015BURHAN0% (1)
- Chapter 4. Translational Equilibrium and Friction.: Free-Body DiagramsDocument16 paginiChapter 4. Translational Equilibrium and Friction.: Free-Body DiagramsAlma GalvànÎncă nu există evaluări
- Pushin Fitting PDFDocument4 paginiPushin Fitting PDFvishal.nithamÎncă nu există evaluări
- Analysis of Non-Uniform Torsion in Curved Incrementally Launched PDFDocument14 paginiAnalysis of Non-Uniform Torsion in Curved Incrementally Launched PDFYONAS GOSAÎncă nu există evaluări
- 942 15Document1 pagină942 15Gia Trish100% (2)
- IB Lab - 07 Loaded Metre Rule (DCP)Document3 paginiIB Lab - 07 Loaded Metre Rule (DCP)ringo_tigerÎncă nu există evaluări
- Mitsubishi SF JFDocument12 paginiMitsubishi SF JFLucky AndoyoÎncă nu există evaluări
- Nonlinear Modeling With OpenSeesDocument71 paginiNonlinear Modeling With OpenSeesManu Vega100% (1)
- The Divine Measure of Time and SpaceDocument94 paginiThe Divine Measure of Time and SpaceSaroya Fanniel100% (16)
- J Euromechsol 2020 104041Document13 paginiJ Euromechsol 2020 104041Son NguyenÎncă nu există evaluări
- Design and Calculation AgitationDocument18 paginiDesign and Calculation AgitationDavid Lambert67% (3)
- Introduction To SR and GR by Hans Stephani PDFDocument418 paginiIntroduction To SR and GR by Hans Stephani PDFDvij252580% (5)