S-ar putea să vă placă și
- Design of High Pressure Vessels Using Aspen HYSYS Blowdown AnalysisDocument11 paginiDesign of High Pressure Vessels Using Aspen HYSYS Blowdown AnalysisPIDÎncă nu există evaluări
- Flare Calc Sheet API RP 521Document11 paginiFlare Calc Sheet API RP 521PIDÎncă nu există evaluări
- 1.ijewm2201-0417nagamalleswararao 187840Document11 pagini1.ijewm2201-0417nagamalleswararao 187840PIDÎncă nu există evaluări
- h25 Incremental Encoder2.3413Document2 paginih25 Incremental Encoder2.3413PIDÎncă nu există evaluări
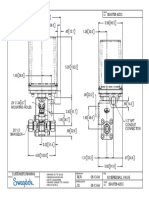
- SS 63TS8 42DCDocument1 paginăSS 63TS8 42DCPIDÎncă nu există evaluări
- Valve Sizing Calculation8Document2 paginiValve Sizing Calculation8PIDÎncă nu există evaluări
- 119216-gd Cutsheet Template Drilling-Piston 2016 hr5Document2 pagini119216-gd Cutsheet Template Drilling-Piston 2016 hr5PIDÎncă nu există evaluări
- Centrifugal Pump Envelope: Problem StatementDocument5 paginiCentrifugal Pump Envelope: Problem StatementPIDÎncă nu există evaluări
- E Power PDFDocument29 paginiE Power PDFPIDÎncă nu există evaluări
- SS 8 T Tee (T) PDFDocument1 paginăSS 8 T Tee (T) PDFPIDÎncă nu există evaluări
- Pressure Safety Valve-Preliminary Sizing: Input DataDocument6 paginiPressure Safety Valve-Preliminary Sizing: Input DataPIDÎncă nu există evaluări
- Safety Functions: 30-QR Quick Pressure-Relief ValveDocument1 paginăSafety Functions: 30-QR Quick Pressure-Relief ValvePIDÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Conceptual Mathematics A First Introduction To Category TheoryDocument376 paginiConceptual Mathematics A First Introduction To Category Theorygertjanbisschop100% (3)
- How To Write You Own User Kinetics Fortran Routine 06 UserKineticsDocument16 paginiHow To Write You Own User Kinetics Fortran Routine 06 UserKineticsEden HuangÎncă nu există evaluări
- Project Report of HvacDocument56 paginiProject Report of HvacNasim AkhtarÎncă nu există evaluări
- A C M V V O: IR Onditioning and Echanical Entilation Olume NEDocument7 paginiA C M V V O: IR Onditioning and Echanical Entilation Olume NEye htutkyawmeÎncă nu există evaluări
- Worksheet15 Gas LawsDocument4 paginiWorksheet15 Gas LawstabernaaaacarlooooÎncă nu există evaluări
- Principles of Refrigeration &gas LawsDocument12 paginiPrinciples of Refrigeration &gas LawshoahongtrangÎncă nu există evaluări
- AHUsDocument43 paginiAHUsAudric Ralph TuppilÎncă nu există evaluări
- Solar Energy ApplicationsDocument16 paginiSolar Energy ApplicationssbmmkushanÎncă nu există evaluări
- Scroll Chiller Systems Air & Water Cooled - NEW User ManualDocument85 paginiScroll Chiller Systems Air & Water Cooled - NEW User ManualBalaji Dhandapani71% (14)
- Cyclonic FurnaceDocument2 paginiCyclonic FurnaceOff Roedz Jeenchuriky'zÎncă nu există evaluări
- Phys101l-B4-E105-E108 2Q1920Document3 paginiPhys101l-B4-E105-E108 2Q1920June LantaconÎncă nu există evaluări
- STD 900Document16 paginiSTD 900Diego CondeÎncă nu există evaluări
- Numerical Modelling of Rotary DryerDocument7 paginiNumerical Modelling of Rotary DryerAmp AunyamoneÎncă nu există evaluări
- HVAC Document RecordDocument11 paginiHVAC Document Recordkokocdf100% (1)
- 1987 Charleston Mass and Energy Flows in A Fluoride ScrubberDocument18 pagini1987 Charleston Mass and Energy Flows in A Fluoride ScrubberCharles DragarÎncă nu există evaluări
- A Modelica Based Lithium Ion Battery ModelDocument7 paginiA Modelica Based Lithium Ion Battery ModelkalokosÎncă nu există evaluări
- Katalog Ultra Oval Series PD FlowmetersDocument4 paginiKatalog Ultra Oval Series PD Flowmeterssalim agusÎncă nu există evaluări
- Pressurization Equipment 370-383Document14 paginiPressurization Equipment 370-383Anonymous rMwYBU2Il1100% (1)
- Jntuk 2-1 and 2-2 MECH Syllabus R10Document27 paginiJntuk 2-1 and 2-2 MECH Syllabus R10Srisatya SandeepÎncă nu există evaluări
- Gas Dynamics: Instructor: Dr. AsadullahDocument12 paginiGas Dynamics: Instructor: Dr. AsadullahM Rakeeb BalochÎncă nu există evaluări
- TRG TRC001 en PsychrometryDocument89 paginiTRG TRC001 en PsychrometryhonismeÎncă nu există evaluări
- Determination of Arrhenius Kinetic Constants Differential Scanning CalorimetryDocument5 paginiDetermination of Arrhenius Kinetic Constants Differential Scanning CalorimetryNgocDiep PhamÎncă nu există evaluări
- Topic: Bioenergetics: Living OrganismsDocument9 paginiTopic: Bioenergetics: Living OrganismsNaiomiÎncă nu există evaluări
- Ehb Ta 072-240 1008 PDFDocument40 paginiEhb Ta 072-240 1008 PDFsaulÎncă nu există evaluări
- Shell and Tube Heat ExchangerDocument14 paginiShell and Tube Heat Exchangergunjan pratapÎncă nu există evaluări
- ResidualstresslaserweldingDocument18 paginiResidualstresslaserweldingRaghava KpÎncă nu există evaluări
- Load EstimationDocument2 paginiLoad EstimationSourabh SinghÎncă nu există evaluări
- Physics: Question-Answer BookDocument16 paginiPhysics: Question-Answer Bookjonas hoÎncă nu există evaluări
- Eppendorf MasterCycler ManualDocument65 paginiEppendorf MasterCycler ManualmtrnbhÎncă nu există evaluări
- Catalogo CopelandDocument320 paginiCatalogo CopelandFranklin Avendaño Carbajal100% (1)