S-ar putea să vă placă și
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsDe la EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerÎncă nu există evaluări
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Natural Gas Economic 2016 GTLDocument94 paginiNatural Gas Economic 2016 GTLrendy_perdana3100% (2)
- Hydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015Document21 paginiHydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015gharibi.ali98486Încă nu există evaluări
- Production Synthesis Gas: Important Base Chemical For Variety of ApplicationsDocument34 paginiProduction Synthesis Gas: Important Base Chemical For Variety of ApplicationsDavid Bustos UstaÎncă nu există evaluări
- Thermochemical ConversionDocument31 paginiThermochemical ConversionerkiruthirajÎncă nu există evaluări
- Introduction To GTL Process: Yassir Abdulkareem Department of Chemical Engineering University of Technology 2021Document33 paginiIntroduction To GTL Process: Yassir Abdulkareem Department of Chemical Engineering University of Technology 2021ياسرشلالالحسني100% (1)
- GTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasDocument23 paginiGTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasjosealvaroÎncă nu există evaluări
- Dissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases ActionDocument45 paginiDissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases Actionsantoshnarinoi241100% (1)
- Application of SyngasDocument10 paginiApplication of SyngasJaydeep Patel100% (1)
- SKKC4723 Refinery and Petrochemical Technology 2018/2019-SEM 1Document10 paginiSKKC4723 Refinery and Petrochemical Technology 2018/2019-SEM 1Dinesh RajuÎncă nu există evaluări
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pagini1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- PROCESS DESCRIPTION AND LCA ICA PresentationDocument15 paginiPROCESS DESCRIPTION AND LCA ICA PresentationTehmasipÎncă nu există evaluări
- 34perr PDFDocument18 pagini34perr PDFAlek KrótkiÎncă nu există evaluări
- Production of Acetic Acid by Methanol CarbonylationDocument68 paginiProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- CHEN3000 Process Plant Engineering: Semester 2 2016Document13 paginiCHEN3000 Process Plant Engineering: Semester 2 2016moon star angelÎncă nu există evaluări
- CCS in Hydrogen ProductionDocument36 paginiCCS in Hydrogen ProductionAkshay PatelÎncă nu există evaluări
- Fischer-Tropsch (FT) ProcessDocument18 paginiFischer-Tropsch (FT) ProcessNur Ainie Baharudin100% (4)
- Downtream Processes of Syn GasDocument11 paginiDowntream Processes of Syn GasragilpriyantoÎncă nu există evaluări
- Exergy Paper - IJSTDocument9 paginiExergy Paper - IJSTIpeghan OtarakuÎncă nu există evaluări
- CURRENT PROBLEMS. Refining Residues: Visbreaking: Visbreaking: Theory and PracticeDocument8 paginiCURRENT PROBLEMS. Refining Residues: Visbreaking: Visbreaking: Theory and PracticeMaria Belen Cunalata HilañoÎncă nu există evaluări
- Boiler 1Document11 paginiBoiler 1Krishna KumarÎncă nu există evaluări
- Furnace Design and Operation: FuelsDocument23 paginiFurnace Design and Operation: FuelskINGÎncă nu există evaluări
- Thermodynamic Equilibrium Study of Methane Reforming With Carbon Dioxide, Water and OxygenDocument5 paginiThermodynamic Equilibrium Study of Methane Reforming With Carbon Dioxide, Water and OxygenSơn PhanThanhÎncă nu există evaluări
- Aspen HYSYS Example of Unintegrated Dual-Stage DEPG Process For CO2 and H2SDocument12 paginiAspen HYSYS Example of Unintegrated Dual-Stage DEPG Process For CO2 and H2Sbozhao.zjuÎncă nu există evaluări
- Dme Report Word Own LATESTDocument73 paginiDme Report Word Own LATESTvyas reddyÎncă nu există evaluări
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocument9 paginiSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatÎncă nu există evaluări
- Crude Oil Refining ProcessDocument8 paginiCrude Oil Refining Processpapasky0% (1)
- Gaseous FuelDocument46 paginiGaseous Fuelanurag8419Încă nu există evaluări
- Hydrogen Production Steam Methane ReformingDocument4 paginiHydrogen Production Steam Methane ReformingrhyantoÎncă nu există evaluări
- Master PPT Diala AlwanDocument38 paginiMaster PPT Diala AlwanDialaÎncă nu există evaluări
- CATALYSISDocument7 paginiCATALYSISJudy Ann Leyco BartolataÎncă nu există evaluări
- Variousammoniatechnologyrepaired 150323012840 Conversion Gate01Document95 paginiVariousammoniatechnologyrepaired 150323012840 Conversion Gate01yuriÎncă nu există evaluări
- Thermodynamic EquilibriumDocument6 paginiThermodynamic Equilibriumprav.saradaÎncă nu există evaluări
- Design and Production of Hydrogen Gas by Steam Methane Reforming Process - A Theoretical ApproachDocument6 paginiDesign and Production of Hydrogen Gas by Steam Methane Reforming Process - A Theoretical Approach63011373Încă nu există evaluări
- Hydro-Processing Operations in Refinery: Online Summer, Iiche ForDocument86 paginiHydro-Processing Operations in Refinery: Online Summer, Iiche ForHarish GojiyaÎncă nu există evaluări
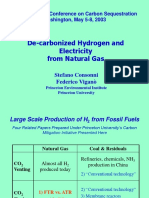
- Consonni - de Carbonized HydrogenDocument27 paginiConsonni - de Carbonized HydrogenBangrivÎncă nu există evaluări
- DHDS Block OperationsDocument77 paginiDHDS Block Operationsmujeebmehar100% (2)
- Paper - IJASEIT SAHIDAHDocument6 paginiPaper - IJASEIT SAHIDAHfitri dwi123Încă nu există evaluări
- FInal PROJECT ReactoareDocument25 paginiFInal PROJECT ReactoareNico BvÎncă nu există evaluări
- Define Steam Reforming Process?: Chemical Reaction Carbon Monoxide Water Vapor Carbon Dioxide HydrogenDocument7 paginiDefine Steam Reforming Process?: Chemical Reaction Carbon Monoxide Water Vapor Carbon Dioxide Hydrogenjeevanantham 5846Încă nu există evaluări
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pagini(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaÎncă nu există evaluări
- Hydrogen Production: P A R T 6Document34 paginiHydrogen Production: P A R T 6Bharavi K SÎncă nu există evaluări
- Steam Reforming Via Gas Shift, Pre Reformer and Reformer TechnologyDocument20 paginiSteam Reforming Via Gas Shift, Pre Reformer and Reformer TechnologyShawn ChanÎncă nu există evaluări
- Hydrogen GenerationDocument48 paginiHydrogen GenerationAshish100% (2)
- Natural Gas ProcessingDocument10 paginiNatural Gas Processingmd_petrolÎncă nu există evaluări
- Executive Summary - InDAdeptGDocument5 paginiExecutive Summary - InDAdeptGAvik BhaiÎncă nu există evaluări
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Document36 paginiAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- ATE - Fuels and Combustion - DR R DEEPAKKUMARDocument38 paginiATE - Fuels and Combustion - DR R DEEPAKKUMARMAYUR BHOSALEÎncă nu există evaluări
- Cr91 Refineryemissions 2003 01872 01 eDocument4 paginiCr91 Refineryemissions 2003 01872 01 eIndra RosadiÎncă nu există evaluări
- Chemical Engg SeminarDocument23 paginiChemical Engg SeminarAbdus Saboor KhalidÎncă nu există evaluări
- Hoja Tecnica Monoxido de CarbonoDocument6 paginiHoja Tecnica Monoxido de CarbonoLuna ArboledaÎncă nu există evaluări
- Chapter 2Document7 paginiChapter 2pragati agrawalÎncă nu există evaluări
- Theory of Carbon Formation in Steam RefoDocument35 paginiTheory of Carbon Formation in Steam Refoknightatarms1Încă nu există evaluări
- Df-25054-Rep-03-001 (Proceso H2)Document110 paginiDf-25054-Rep-03-001 (Proceso H2)María Macharé GutierrezÎncă nu există evaluări
- Hydrogen Production TechnologiesDe la EverandHydrogen Production TechnologiesMehmet SankirÎncă nu există evaluări
- Working Guide to Petroleum and Natural Gas Production EngineeringDe la EverandWorking Guide to Petroleum and Natural Gas Production EngineeringEvaluare: 5 din 5 stele5/5 (2)
- CH 3 2017 PDFDocument36 paginiCH 3 2017 PDFcap n3moÎncă nu există evaluări
- Monday 18 NovDocument9 paginiMonday 18 Novcap n3moÎncă nu există evaluări
- ZKJ Gas Analyser Ecno325cDocument4 paginiZKJ Gas Analyser Ecno325cDeden IlmannudinÎncă nu există evaluări
- Solution ManualDocument111 paginiSolution ManualRichardoÎncă nu există evaluări
- Ace3 Criteria Air PollutantsDocument22 paginiAce3 Criteria Air Pollutantsmuzamel khanÎncă nu există evaluări
- Green House EffectDocument1 paginăGreen House Effectcap n3moÎncă nu există evaluări
- Density of Organic CompoundDocument10 paginiDensity of Organic Compoundcap n3moÎncă nu există evaluări
- Global Climate Change: Muhammad Sohail TassadaqDocument9 paginiGlobal Climate Change: Muhammad Sohail Tassadaqcap n3moÎncă nu există evaluări
- Moisture AnalyzerDocument12 paginiMoisture Analyzercap n3moÎncă nu există evaluări
- Technical Paper Glass ProductionDocument42 paginiTechnical Paper Glass Productioncun_85Încă nu există evaluări
- Types of File: Barrette FilesDocument2 paginiTypes of File: Barrette Filescap n3moÎncă nu există evaluări
- Vinyl Chloride Production-OriginalDocument81 paginiVinyl Chloride Production-Originaligor010483% (6)
- Determinations of Recognised-Value Standards of Measurement: National Measurement Act 1960, It WasDocument6 paginiDeterminations of Recognised-Value Standards of Measurement: National Measurement Act 1960, It Wascap n3moÎncă nu există evaluări
- Isomers and IsomerismDocument37 paginiIsomers and IsomerismAnwherSehdatÎncă nu există evaluări
- Tubestill HeatersDocument12 paginiTubestill Heaterscap n3moÎncă nu există evaluări
- TBP & Astm Comp.Document2 paginiTBP & Astm Comp.cap n3moÎncă nu există evaluări
- Scope: Flash PointDocument2 paginiScope: Flash Pointcap n3moÎncă nu există evaluări
- Enantiomers Evaluation CetirizineDocument4 paginiEnantiomers Evaluation Cetirizinebebel555Încă nu există evaluări
- Use of Hydrogen Gas As Suppymentry Fuel in 4 - Stroke Si EngineDocument6 paginiUse of Hydrogen Gas As Suppymentry Fuel in 4 - Stroke Si Enginepetchiappan pÎncă nu există evaluări
- Netting Analysis of Composite Pressure VesselsDocument3 paginiNetting Analysis of Composite Pressure VesselsPratyu Ch100% (1)
- Reduction of Environmental ImpactDocument16 paginiReduction of Environmental ImpactJohn Vincent MalvarÎncă nu există evaluări
- UO-II Chapter 4 (Adsorption)Document27 paginiUO-II Chapter 4 (Adsorption)Ghaydah Hamed Rashid Al-AbriÎncă nu există evaluări
- Ceramic Tile Fixing StatementDocument5 paginiCeramic Tile Fixing StatementAmit KhazanchiÎncă nu există evaluări
- Biological ManagementDocument27 paginiBiological ManagementpatrickkayeÎncă nu există evaluări
- MK1977 CongressDocument173 paginiMK1977 CongressGodshalllaughÎncă nu există evaluări
- Fibc Type A B C D Classification SafetyDocument2 paginiFibc Type A B C D Classification Safetydhineshbabu rÎncă nu există evaluări
- Inherited Overflow Metabolic Overflow RenalDocument11 paginiInherited Overflow Metabolic Overflow RenalChrissa Mae Tumaliuan CatindoyÎncă nu există evaluări
- Rotary PumpsDocument31 paginiRotary PumpsalbertÎncă nu există evaluări
- "Promotional Activity of RCF Fertilizers Through Print Media (RCF Sheti PatrikaDocument26 pagini"Promotional Activity of RCF Fertilizers Through Print Media (RCF Sheti PatrikagirishtorawaneÎncă nu există evaluări
- Totalenergies PaperDocument2 paginiTotalenergies PaperJulian Dario Galarza InsfranÎncă nu există evaluări
- 5 Converting Concentrations To Different UnitsDocument2 pagini5 Converting Concentrations To Different UnitsJacob DaughertyÎncă nu există evaluări
- Chocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalDocument7 paginiChocolate: Chocolate Is A Raw or Processed Food Produced From The Seed of The TropicalNyimas Irina SilvaniÎncă nu există evaluări
- Carbon and Its Compounds - Shobhit NirwanDocument17 paginiCarbon and Its Compounds - Shobhit NirwanBhaskar 8287Încă nu există evaluări
- Cambridge International Examinations Cambridge International Advanced Subsidiary and Advanced LevelDocument20 paginiCambridge International Examinations Cambridge International Advanced Subsidiary and Advanced LevelharshanauocÎncă nu există evaluări
- Sarcosine MsdsDocument41 paginiSarcosine MsdsAnonymous ZVvGjtUGÎncă nu există evaluări
- Project Report On Pigment Print BinderDocument4 paginiProject Report On Pigment Print BinderEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Superalloys - A Primer and HistoryDocument4 paginiSuperalloys - A Primer and Historyhemakumars100% (1)
- Agricultural Control Chemicals (1950)Document277 paginiAgricultural Control Chemicals (1950)Sveti JeronimÎncă nu există evaluări
- List of Psychotropic Substances Under International ControlDocument25 paginiList of Psychotropic Substances Under International ControlандрейÎncă nu există evaluări
- Electrozincados en 10152 (2009)Document18 paginiElectrozincados en 10152 (2009)joaopedrosousaÎncă nu există evaluări
- Metaxil DANDocument1 paginăMetaxil DANgurinder pal singhÎncă nu există evaluări
- (2017) Toxicological Effects of Glycyrrhiza Glabra (Licorice) A ReviewDocument16 pagini(2017) Toxicological Effects of Glycyrrhiza Glabra (Licorice) A ReviewicaÎncă nu există evaluări
- Artificial Blood: Dr. Pragasam Viswanathan, Professor, SBSTDocument21 paginiArtificial Blood: Dr. Pragasam Viswanathan, Professor, SBSTMaru Mengesha Worku 18BBT0285Încă nu există evaluări
- Effect of Corrosion in StructuresDocument32 paginiEffect of Corrosion in StructuresasvihariÎncă nu există evaluări
- Born Oppenheimer ApproximationDocument15 paginiBorn Oppenheimer ApproximationElizabeth HarrisonÎncă nu există evaluări
- SANDVIK - Steel Designation and Markings - STA-02-030EDocument4 paginiSANDVIK - Steel Designation and Markings - STA-02-030EPetr HavelÎncă nu există evaluări