S-ar putea să vă placă și
- Product & Manufacturing Process Audit Checklist: Part NumberDocument6 paginiProduct & Manufacturing Process Audit Checklist: Part NumberDuy Le100% (4)
- PRODUCT AUDIT CHECKLIST (WO Schedule)Document7 paginiPRODUCT AUDIT CHECKLIST (WO Schedule)Ranjeet Dongre100% (1)
- Internal Audit ChecklistDocument37 paginiInternal Audit ChecklistSumeet Rathee100% (5)
- Internal Audit Check Sheet MKTGDocument4 paginiInternal Audit Check Sheet MKTGRamdas PaithankarÎncă nu există evaluări
- Internal Audit Checklist - Packing & DispatchDocument2 paginiInternal Audit Checklist - Packing & DispatchSachin Ramdurg100% (6)
- Procedure For NPD HandoverDocument1 paginăProcedure For NPD HandoverTushar Wagh100% (1)
- IATF 16949 2016 Mandatory ProcedureDocument1 paginăIATF 16949 2016 Mandatory Procedureshivendrakumar100% (3)
- Customer Specific Requirement Check ListDocument2 paginiCustomer Specific Requirement Check ListMuthu100% (2)
- Process & Product Audit Check SheetDocument6 paginiProcess & Product Audit Check SheetPrakashRai100% (7)
- NC Closure 5 Why AnalysiDocument26 paginiNC Closure 5 Why AnalysiKaran MalhiÎncă nu există evaluări
- IATF Implementation Plan and Co-Ordinator RolesDocument3 paginiIATF Implementation Plan and Co-Ordinator RolesKumaravel50% (2)
- Red Bin Analysis FormatDocument1 paginăRed Bin Analysis FormatPRABHAT RANJAN100% (1)
- IATF 16949 - 2016: Presented by - Kuldeep TanwarDocument193 paginiIATF 16949 - 2016: Presented by - Kuldeep Tanwarsololips100% (2)
- IATF Process Audit Check Sheet FormatDocument14 paginiIATF Process Audit Check Sheet Formatukavathekar71% (7)
- Production Process Audit ChecklistDocument2 paginiProduction Process Audit Checklistprofmlocampo100% (5)
- APQP Documentation ChecklistsDocument67 paginiAPQP Documentation ChecklistsNeumar NeumannÎncă nu există evaluări
- 3.6 Initial SupplyDocument2 pagini3.6 Initial SupplySunil Kumar92% (12)
- Manufacturing Process Audit ChecklistDocument4 paginiManufacturing Process Audit Checklistgksp100% (4)
- Product Audit FormatDocument2 paginiProduct Audit FormatSUBODHH50% (2)
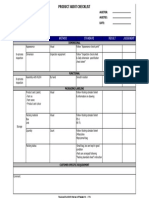
- Process Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerDocument1 paginăProcess Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerDuy LeÎncă nu există evaluări
- 01.IATF 16949 AwarnessDocument48 pagini01.IATF 16949 AwarnessMahi Reddy88% (8)
- Initial Supply ControlDocument3 paginiInitial Supply ControlKuldeep Chauhan100% (1)
- Product Audit FormDocument2 paginiProduct Audit Formcong da0% (1)
- Appendix 25 VDA 6 3 Process AuditDocument12 paginiAppendix 25 VDA 6 3 Process AuditSeda De Drasnia100% (1)
- Iatf 16949 Clause To Eqms ModuleDocument8 paginiIatf 16949 Clause To Eqms Modulepodrao100% (3)
- Iatf 3year Internal Audit PlanDocument6 paginiIatf 3year Internal Audit Planrajesh sharmaÎncă nu există evaluări
- PFMEA Audit ChecklistDocument2 paginiPFMEA Audit Checklistadnans100% (3)
- Product audit checklist reportDocument3 paginiProduct audit checklist reportLakshmanan Venkatesan100% (8)
- IATF Objective Data Analysis - Quality - ExampleDocument1 paginăIATF Objective Data Analysis - Quality - ExampleSachin RamdurgÎncă nu există evaluări
- Quality Assurance Audit ChecklistDocument3 paginiQuality Assurance Audit ChecklistSachin Ramdurg100% (2)
- Blank Turtle DiagramDocument1 paginăBlank Turtle Diagrammrtelephone1100% (2)
- Product Audit ReportDocument2 paginiProduct Audit ReportManoharar R100% (2)
- IATF - Final 2Document58 paginiIATF - Final 2nelson.rodriguezm6142Încă nu există evaluări
- T2 VSA With RequirementDocument8 paginiT2 VSA With RequirementSandeep K Malhotra100% (3)
- Internal Audit Checklist - PurchaseDocument2 paginiInternal Audit Checklist - PurchaseSachin Ramdurg100% (7)
- Iso Iatf Quality System Manual PDFDocument53 paginiIso Iatf Quality System Manual PDFKrishnamoorthyÎncă nu există evaluări
- NPD Check SheetDocument6 paginiNPD Check Sheets.charlieÎncă nu există evaluări
- Product Audit Checklist SEODocument1 paginăProduct Audit Checklist SEORoy PhanÎncă nu există evaluări
- IATF Quality Manual-GEC U-2 PDFDocument53 paginiIATF Quality Manual-GEC U-2 PDFNarendra100% (1)
- PURCHASING PROCESSDocument15 paginiPURCHASING PROCESSDuy Le100% (5)
- Sop-Special Characteristics IdentificationDocument3 paginiSop-Special Characteristics IdentificationSaravana kumar NagarajanÎncă nu există evaluări
- FMEA - 5th Edition FORMATDocument2 paginiFMEA - 5th Edition FORMATManu100% (2)
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 paginiPPAP Process Checklist / Sign Off Sheet InstructionsSantosh TiwariÎncă nu există evaluări
- 4th Edition PPAPDocument83 pagini4th Edition PPAPTerri Paleno Lebow100% (1)
- Manufacturing Process Audit ScorecardDocument1 paginăManufacturing Process Audit ScorecardSachin Kumbhar100% (1)
- Warranty Management and Claims Processing SystemDocument2 paginiWarranty Management and Claims Processing SystemAnkurÎncă nu există evaluări
- Internal Audit Checklist - QualityDocument3 paginiInternal Audit Checklist - QualitySachin Ramdurg100% (1)
- IATF 16949 - Internal Audit ChecksheetDocument11 paginiIATF 16949 - Internal Audit ChecksheetHem Upadhyay91% (11)
- IATF 16949 Internal Audit ChecklistDocument3 paginiIATF 16949 Internal Audit ChecklistSachin Ramdurg100% (3)
- Manufacturing Audit ChecklistDocument8 paginiManufacturing Audit Checklistgksp100% (1)
- Internal Audit Checklist QACDocument9 paginiInternal Audit Checklist QACdhir.ankur100% (1)
- ISO 9001 Quality Procedure Context of the OrganizationDocument1 paginăISO 9001 Quality Procedure Context of the OrganizationKarim HakimÎncă nu există evaluări
- VDA 6.3 Based Supplier AssessmentDocument11 paginiVDA 6.3 Based Supplier AssessmentGrecu Dragos100% (1)
- CQI 11 Master Finish CompanyDocument68 paginiCQI 11 Master Finish CompanyAbdullah Ansari100% (1)
- Internal Audit Checklist PurchaseDocument4 paginiInternal Audit Checklist Purchasedhir.ankur100% (2)
- Ceylon Petroleum Corporation: Retail Outlet Inspection ReportDocument6 paginiCeylon Petroleum Corporation: Retail Outlet Inspection Reportvidura99Încă nu există evaluări
- BP-5.2.3B Job Observance For Regular OperatorsDocument1 paginăBP-5.2.3B Job Observance For Regular OperatorsshinuÎncă nu există evaluări
- Supplier Audit Check SheetDocument19 paginiSupplier Audit Check SheetR.BALASUBRAMANI100% (1)
- Daimler-Chrysler Layered Process AuditsDocument27 paginiDaimler-Chrysler Layered Process AuditsR JÎncă nu există evaluări
- R&N Techauto FeasibilityDocument1 paginăR&N Techauto FeasibilityUttrakhand Vibes- OriginalÎncă nu există evaluări
- Real Time Operating Systems: Programme Elective - IIDocument66 paginiReal Time Operating Systems: Programme Elective - IIDr D S Naga Malleswara RaoÎncă nu există evaluări
- Possible Test Case of HVDCDocument7 paginiPossible Test Case of HVDCKarthik KannanÎncă nu există evaluări
- F - Systems TasksDocument30 paginiF - Systems Taskstuandanhbk10Încă nu există evaluări
- Eddy Current TestingDocument48 paginiEddy Current TestingBhuvanesh Ponnan86% (7)
- Arts6-Q4, Week5, Module 5Document35 paginiArts6-Q4, Week5, Module 5Loreen Pearl MarlaÎncă nu există evaluări
- Unit 2adtnotesDocument74 paginiUnit 2adtnotesJobi VijayÎncă nu există evaluări
- Tata Nifty India Digital Exchange Traded Fund - LeafletDocument4 paginiTata Nifty India Digital Exchange Traded Fund - LeafletSatyam TiwariÎncă nu există evaluări
- Global Aviation Parts SupplierDocument8 paginiGlobal Aviation Parts Supplierrumengan kairÎncă nu există evaluări
- ProxyDocument7 paginiProxybeatnikthedoerÎncă nu există evaluări
- Joint Venture ReportDocument15 paginiJoint Venture ReportRavi MalhotraÎncă nu există evaluări
- Update 300-730Document61 paginiUpdate 300-730Manna WahidÎncă nu există evaluări
- Scott Oracle19c Upgrade Tips and TricksDocument58 paginiScott Oracle19c Upgrade Tips and TricksmghomriÎncă nu există evaluări
- Fisher 500BDocument8 paginiFisher 500BGam Ma ZacÎncă nu există evaluări
- Andrew Burrows Diagram Equipment Code ListDocument149 paginiAndrew Burrows Diagram Equipment Code ListВиктор Сабов100% (1)
- CS 6206 Final Exam PDFDocument11 paginiCS 6206 Final Exam PDFOMyÎncă nu există evaluări
- Digital Product Blueprint-1Document56 paginiDigital Product Blueprint-1umarmukhtarabbaÎncă nu există evaluări
- DFN Mitteilungen 84 PDFDocument54 paginiDFN Mitteilungen 84 PDFzasdfÎncă nu există evaluări
- DRAGER X TrainingDocument7 paginiDRAGER X TrainingAndreas Bacacau LliosteÎncă nu există evaluări
- HCTL 2017Document12 paginiHCTL 2017ivancho1070Încă nu există evaluări
- RX-SSTV Manual EnglishDocument17 paginiRX-SSTV Manual EnglishLuigi VrennaÎncă nu există evaluări
- TVRO Installation and Operation ManualDocument116 paginiTVRO Installation and Operation ManualКонстантин КорякинÎncă nu există evaluări
- WESTERN EDUCATIONAL INSTITUTE END OF TERM 3 EXAMDocument4 paginiWESTERN EDUCATIONAL INSTITUTE END OF TERM 3 EXAMOsmany MadrigalÎncă nu există evaluări
- Online BankingDocument38 paginiOnline BankingROSHNI AZAMÎncă nu există evaluări
- Baumuller DSC Высокомоментные СерводвигателиDocument112 paginiBaumuller DSC Высокомоментные СерводвигателиNoks stÎncă nu există evaluări
- Civil Engineering BooksDocument9 paginiCivil Engineering BooksElvi Papaj0% (1)
- ALM On Power Platform - A POVDocument12 paginiALM On Power Platform - A POVMudassar HassanÎncă nu există evaluări
- OWP Primavera Professional PDFDocument4 paginiOWP Primavera Professional PDFShafiÎncă nu există evaluări
- Physical Design and Sign OffDocument43 paginiPhysical Design and Sign OffAgnathavasiÎncă nu există evaluări
- Social Media Tune UpDocument31 paginiSocial Media Tune UpTran Minh TriÎncă nu există evaluări
- Matrix ActionsDocument8 paginiMatrix ActionsmaszerkÎncă nu există evaluări