S-ar putea să vă placă și
- A 297 - A 297M - 97 R98 Qti5ny05n1i5oaDocument3 paginiA 297 - A 297M - 97 R98 Qti5ny05n1i5oaJuan Sebastián Londoño MartínezÎncă nu există evaluări
- Astm A297-1998 PDFDocument3 paginiAstm A297-1998 PDFMohammed TariqÎncă nu există evaluări
- Astm A297Document3 paginiAstm A297rams789Încă nu există evaluări
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 paginiSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationmtÎncă nu există evaluări
- A297 A297mDocument4 paginiA297 A297mVeerrajuChowdaryÎncă nu există evaluări
- Steel Castings, Carbon, For General ApplicationDocument4 paginiSteel Castings, Carbon, For General Applicationsharon blushteinÎncă nu există evaluări
- Astm A351 2006Document5 paginiAstm A351 2006Almas AthifÎncă nu există evaluări
- A217A217Document3 paginiA217A217Devanandam SiddanthapuÎncă nu există evaluări
- A 494 - A 494M - 01 QTQ5NC0Document7 paginiA 494 - A 494M - 01 QTQ5NC0delta lab sangliÎncă nu există evaluări
- A 389 – A 389M – 03 ;QTM4OS9BMZG5TQ__Document3 paginiA 389 – A 389M – 03 ;QTM4OS9BMZG5TQ__truongminhhoangÎncă nu există evaluări
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 paginiCastings, Nickel and Nickel Alloy: Standard Specification FordgkmurtiÎncă nu există evaluări
- A351A351MDocument5 paginiA351A351MWanderlan Rodrigues da SilvaÎncă nu există evaluări
- 15V41 PDFDocument3 pagini15V41 PDFharpreet singhÎncă nu există evaluări
- Norma Inox-A743.1537974-1 PDFDocument8 paginiNorma Inox-A743.1537974-1 PDFJACKROSI2009Încă nu există evaluări
- Astm A217-A217m-07Document4 paginiAstm A217-A217m-07NadhiraÎncă nu există evaluări
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument3 paginiSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanÎncă nu există evaluări
- Castings, Austenitic, For Pressure-Containing PartsDocument5 paginiCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIREÎncă nu există evaluări
- Astm A217-A217mDocument4 paginiAstm A217-A217mJoffre Valladares100% (3)
- ASTM A 488-01 Standard Practice For Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument18 paginiASTM A 488-01 Standard Practice For Steel Castings, Welding, Qualifications of Procedures and PersonnelAlex VillegasÎncă nu există evaluări
- Astm A 297a 297M - 07Document4 paginiAstm A 297a 297M - 07Ramsi AnkziÎncă nu există evaluări
- Astm A 297 PDFDocument5 paginiAstm A 297 PDFMuhammad Harits100% (1)
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument4 paginiSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceNOE MARINÎncă nu există evaluări
- A690A690MDocument2 paginiA690A690MDanilo YamaguchiÎncă nu există evaluări
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument6 paginiCastings, Nickel and Nickel Alloy: Standard Specification ForRafael CossolinoÎncă nu există evaluări
- Astm A217-2001 PDFDocument3 paginiAstm A217-2001 PDFMohammed TariqÎncă nu există evaluări
- ASTM A747 - A747M-16a PDFDocument5 paginiASTM A747 - A747M-16a PDFHanda Bin AdiÎncă nu există evaluări
- Astm A351 A351mDocument5 paginiAstm A351 A351mOscar Franco MÎncă nu există evaluări
- A193 A193M 2011aDocument13 paginiA193 A193M 2011aJohn HollandÎncă nu există evaluări
- A148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesDocument4 paginiA148A148M-15 Standard Specification For Steel Castings, High Strength, For Structural PurposesmithileshÎncă nu există evaluări
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyDocument4 paginiA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779Încă nu există evaluări
- Pressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelDocument3 paginiPressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelsamehÎncă nu există evaluări
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 paginiA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrÎncă nu există evaluări
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 paginiSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General Applicationعصام السامرائيÎncă nu există evaluări
- 297 GR HFDocument4 pagini297 GR HFAgustinus KÎncă nu există evaluări
- Specification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument6 paginiSpecification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature Servicecesar jaramilloÎncă nu există evaluări
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 paginiCastings, Nickel and Nickel Alloy: Standard Specification ForRoland CepedaÎncă nu există evaluări
- Astm A494 - A494m - 13Document7 paginiAstm A494 - A494m - 13raul100% (1)
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument15 paginiSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoÎncă nu există evaluări
- A27-A27m Standard Specification For Steel Castings, Carbon, For General ApplicationDocument4 paginiA27-A27m Standard Specification For Steel Castings, Carbon, For General Applicationarmando0212-1Încă nu există evaluări
- 201606051149033556Document7 pagini201606051149033556AliÎncă nu există evaluări
- High-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceDocument3 paginiHigh-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion Resistancerobert gridleyÎncă nu există evaluări
- A 358 - A 358M - 04 - Qtm1oc9bmzu4tqDocument7 paginiA 358 - A 358M - 04 - Qtm1oc9bmzu4tqYorman TorresÎncă nu există evaluări
- A 488 - A 488M - 99 Qtq4oc05oq - PDFDocument15 paginiA 488 - A 488M - 99 Qtq4oc05oq - PDFMarceloÎncă nu există evaluări
- Astm A351Document6 paginiAstm A351Rahul SinghÎncă nu există evaluări
- A732A732MDocument6 paginiA732A732MAnderson TadeuÎncă nu există evaluări
- A358/a358m 12Document8 paginiA358/a358m 12Maria Ivana100% (1)
- A 240 - A 240M - 01 Qti0mc0wmqDocument11 paginiA 240 - A 240M - 01 Qti0mc0wmqHans AbantoÎncă nu există evaluări
- Steel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDocument4 paginiSteel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDouglasÎncă nu există evaluări
- Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 paginiCarbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothMinh LeÎncă nu există evaluări
- Steel Investment Castings General Requirements, For Pressure-Containing PartsDocument14 paginiSteel Investment Castings General Requirements, For Pressure-Containing PartsPEPEÎncă nu există evaluări
- Astm A148Document4 paginiAstm A148Leo AislanÎncă nu există evaluări
- Steel Bars, Alloy, Standard GradesDocument5 paginiSteel Bars, Alloy, Standard GradesSamuel PeterÎncă nu există evaluări
- Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument13 paginiCarbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothJONADHÎncă nu există evaluări
- A193A193MDocument13 paginiA193A193MItalo Carvalho MilliÎncă nu există evaluări
- A488Document18 paginiA488Pedro SilvaÎncă nu există evaluări
- A181 - A181M - Standard Specification - 2005Document3 paginiA181 - A181M - Standard Specification - 2005Gerson Foster JuniorÎncă nu există evaluări
- Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument11 paginiCarbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothMartuaHaojahanSaragihSidabutarÎncă nu există evaluări
- ISO 9001 Lead Auditor Certificate AchievementDocument1 paginăISO 9001 Lead Auditor Certificate Achievementمحمد العيسوىÎncă nu există evaluări
- Sa 20Document46 paginiSa 20Raju Sk100% (1)
- PCN RadiographyDocument202 paginiPCN Radiographyمحمد العيسوىÎncă nu există evaluări
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Document242 paginiNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Astm A67Document3 paginiAstm A67Nithin KannanÎncă nu există evaluări
- Bolt TableDocument1 paginăBolt TableErebert C. CaracasÎncă nu există evaluări
- AISC - Structral Steel ConnectionsDocument45 paginiAISC - Structral Steel ConnectionsHan Koko100% (10)
- RRC Brochure PDFDocument57 paginiRRC Brochure PDFbutahraÎncă nu există evaluări
- AISC - PEB CertificationDocument20 paginiAISC - PEB Certificationjanidevang100% (1)
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocument10 paginiEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosÎncă nu există evaluări
- Wollam - Bryan API Q2 PDFDocument18 paginiWollam - Bryan API Q2 PDFsyedainahmadÎncă nu există evaluări
- Astm A034Document4 paginiAstm A034Aleksei AvilaÎncă nu există evaluări
- Risk Management Standards The Review ofDocument9 paginiRisk Management Standards The Review ofمحمد العيسوىÎncă nu există evaluări
- Iso 15609-2Document12 paginiIso 15609-2محمد العيسوىÎncă nu există evaluări
- Wollam - Bryan API Q2 PDFDocument18 paginiWollam - Bryan API Q2 PDFsyedainahmadÎncă nu există evaluări
- Wrought Austenitic Stainless Steel Piping Fittings SpecificationDocument10 paginiWrought Austenitic Stainless Steel Piping Fittings SpecificationAnilÎncă nu există evaluări
- Aws A3.0 PDFDocument128 paginiAws A3.0 PDFمحمد العيسوىÎncă nu există evaluări
- E 32Document5 paginiE 32محمد العيسوىÎncă nu există evaluări
- Astm e 28Document6 paginiAstm e 28محمد العيسوىÎncă nu există evaluări
- EN10060 HotRolledParts DimensionaandTolerancesDocument12 paginiEN10060 HotRolledParts DimensionaandTolerancesEidrish ShaikhÎncă nu există evaluări
- Astm A131Document5 paginiAstm A13109122912680100% (5)
- Astm e 53Document3 paginiAstm e 53محمد العيسوى100% (1)
- Notched Bar Impact Testing of Metallic Materials: Standard Test Methods ForDocument25 paginiNotched Bar Impact Testing of Metallic Materials: Standard Test Methods ForWaqas RajaÎncă nu există evaluări
- Astm A49Document3 paginiAstm A49Johnny WalkerÎncă nu există evaluări
- Astm A49Document3 paginiAstm A49Johnny WalkerÎncă nu există evaluări
- Astm A49Document3 paginiAstm A49Johnny WalkerÎncă nu există evaluări
- Astm A31 (1995)Document4 paginiAstm A31 (1995)gsb2100% (1)
- CiatingBook SAES H 002 2018 1Document27 paginiCiatingBook SAES H 002 2018 1محمد العيسوىÎncă nu există evaluări
- Saep 302Document8 paginiSaep 302محمد العيسوىÎncă nu există evaluări
- Solution Tuto 3Document4 paginiSolution Tuto 3Abood AtiyatÎncă nu există evaluări
- Bridge Cost SummaryDocument19 paginiBridge Cost SummaryShashank SrivastavaÎncă nu există evaluări
- Structural Design Data and SpecificationsDocument6 paginiStructural Design Data and SpecificationsRoland CepedaÎncă nu există evaluări
- B LineDocument29 paginiB Linehesham3bbasÎncă nu există evaluări
- Seismic ArrestorDocument8 paginiSeismic ArrestorankitÎncă nu există evaluări
- CS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)Document36 paginiCS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)don2hmrÎncă nu există evaluări
- Mortar Mixes and Earthwork ItemsDocument841 paginiMortar Mixes and Earthwork ItemsShashank SÎncă nu există evaluări
- Combat Rising Damp and Moisture IngressDocument2 paginiCombat Rising Damp and Moisture IngressESwar KarthikÎncă nu există evaluări
- Trinity MeyerLD Steel Pole Catalog PDFDocument32 paginiTrinity MeyerLD Steel Pole Catalog PDFArianna IsabelleÎncă nu există evaluări
- Handrail & Baluster DRAFT-1Document2 paginiHandrail & Baluster DRAFT-1jijinjohnÎncă nu există evaluări
- Design of Offshore StructuresDocument29 paginiDesign of Offshore StructuresJOSE PRASOBH..JÎncă nu există evaluări
- State of the art on OPGW technology: The never wrong decisionDocument23 paginiState of the art on OPGW technology: The never wrong decisionLuis Mejia GarciaÎncă nu există evaluări
- MQ SP M 4002 PDFDocument28 paginiMQ SP M 4002 PDFjaseelÎncă nu există evaluări
- Highway Failure & Their Maintenance: Government Polytechnic, KoraputDocument12 paginiHighway Failure & Their Maintenance: Government Polytechnic, KoraputAniket zÎncă nu există evaluări
- Specification and Schedule of Quantities BrickworkDocument11 paginiSpecification and Schedule of Quantities BrickworkSyed AbthahirÎncă nu există evaluări
- Complaint AnalysisDocument8 paginiComplaint AnalysisJKP OperationÎncă nu există evaluări
- UTP A 8051 Ti: ClassificationsDocument1 paginăUTP A 8051 Ti: ClassificationsGustavo OrozcoÎncă nu există evaluări
- Ecowall Cost ComparisonDocument1 paginăEcowall Cost ComparisonPaulineÎncă nu există evaluări
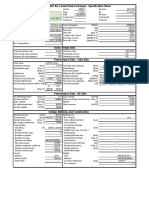
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDocument12 paginiBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryÎncă nu există evaluări
- OPGWDocument74 paginiOPGWAnonymous 3y4Z5cUÎncă nu există evaluări
- Champion Lubricants Storage HandlingDocument6 paginiChampion Lubricants Storage HandlingIonut SomneaÎncă nu există evaluări
- API STD 2000 Tank Venting Rate Calculation Using Latest MethodDocument15 paginiAPI STD 2000 Tank Venting Rate Calculation Using Latest MethodHyungTae JangÎncă nu există evaluări
- ASTM D635 Flammability Test of FibreGrid GRP MaterialDocument9 paginiASTM D635 Flammability Test of FibreGrid GRP MaterialDr. Ahmed Abdel-HakimÎncă nu există evaluări
- Catalytic Reforming ProcessDocument28 paginiCatalytic Reforming ProcessSiddesh PatilÎncă nu există evaluări
- Effect of Synthesis Temperature On Catalytic Activity and Coke Resistance of Ni-Bio-Char During CO2 Reforming of TarDocument12 paginiEffect of Synthesis Temperature On Catalytic Activity and Coke Resistance of Ni-Bio-Char During CO2 Reforming of Tarabhishek_ictÎncă nu există evaluări
- Plastic Surgeon Rob Mouser ProfileDocument3 paginiPlastic Surgeon Rob Mouser ProfileKatie BrownÎncă nu există evaluări
- Requirement For Crown Industrial ParkDocument1 paginăRequirement For Crown Industrial ParkAbdul RafaeÎncă nu există evaluări
- Dokumen - Tips - Din 8555 Welding StandardDocument5 paginiDokumen - Tips - Din 8555 Welding StandardHenry León HenaoÎncă nu există evaluări
- Magnetocaloric effect and magnetic refrigerationDocument6 paginiMagnetocaloric effect and magnetic refrigerationMirza MesanovicÎncă nu există evaluări
- E1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFDocument10 paginiE1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFFernando Gastañaga Flores100% (2)