S-ar putea să vă placă și
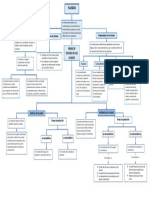
- Fluidos Mapa ConceptualDocument1 paginăFluidos Mapa ConceptualXtramania81% (27)
- Requisitos para Farmacias FEUM PDFDocument11 paginiRequisitos para Farmacias FEUM PDFZaret Irais Gracia Hernandez100% (2)
- Fred CVDocument23 paginiFred CVJefferson Josue Escobedo FloresÎncă nu există evaluări
- Simulaciones de Logo SoftDocument5 paginiSimulaciones de Logo SoftKevin RuizÎncă nu există evaluări
- Diagrama de Bloques Logo SoftDocument8 paginiDiagrama de Bloques Logo SoftKevin RuizÎncă nu există evaluări
- Comportamiento de Un Sistema Eléctrico de Potencia: GeneralidadesTareaDocument3 paginiComportamiento de Un Sistema Eléctrico de Potencia: GeneralidadesTareaKevin RuizÎncă nu există evaluări
- Maquinas Hidraulicas PDFDocument25 paginiMaquinas Hidraulicas PDFKevin RuizÎncă nu există evaluări
- Maquinas Hidraulicas PDFDocument25 paginiMaquinas Hidraulicas PDFKevin RuizÎncă nu există evaluări
- Motor - Marcha A Pulsos PDFDocument5 paginiMotor - Marcha A Pulsos PDFKevin Ruiz0% (1)
- Mecanica de Fluidos PDFDocument25 paginiMecanica de Fluidos PDFKevin RuizÎncă nu există evaluări
- Tradiciones y Costumbres de La Sierra EcuatorianaDocument12 paginiTradiciones y Costumbres de La Sierra EcuatorianaKevin Ruiz0% (1)
- MSDS Cloruro de CalcioDocument6 paginiMSDS Cloruro de Calcioruzzo2003Încă nu există evaluări
- Resumen de Las Normas de Calidad Del Aire en República DominicanaDocument4 paginiResumen de Las Normas de Calidad Del Aire en República DominicanaDily AriasÎncă nu există evaluări
- PLCL-020 - Análisis Colorantes Art HPLCDocument6 paginiPLCL-020 - Análisis Colorantes Art HPLCSara TabaresÎncă nu există evaluări
- CUBIERTASDocument79 paginiCUBIERTASPercy Farfan Enciso100% (3)
- Msds - Gadus s2 v100 2Document15 paginiMsds - Gadus s2 v100 2Roger ObregonÎncă nu există evaluări
- Guía de Trabajo Biología de Grado 6Document13 paginiGuía de Trabajo Biología de Grado 6katerinÎncă nu există evaluări
- Materia PrimaDocument4 paginiMateria PrimaGeoany VegaÎncă nu există evaluări
- Pectinas y GomasDocument15 paginiPectinas y GomasKARLA CRISTINA JARAMILLO VILLAÎncă nu există evaluări
- Stabilitas Dan Kompatibilitas Campuran Tramadol, Ketorolak, Metoclopramide Dan Ranitidine Dalam Larutan Untuk Perfusi IntravenaDocument4 paginiStabilitas Dan Kompatibilitas Campuran Tramadol, Ketorolak, Metoclopramide Dan Ranitidine Dalam Larutan Untuk Perfusi Intravenaamelia wattimuryÎncă nu există evaluări
- PRACTICA 7 (Propiedades de Los Acidos Carboxilicos)Document5 paginiPRACTICA 7 (Propiedades de Los Acidos Carboxilicos)Spawn BandicootÎncă nu există evaluări
- Uso Del Hº AºDocument4 paginiUso Del Hº AºNParedes RojasÎncă nu există evaluări
- Vitaminas Liposolubles e HidrosolublesDocument5 paginiVitaminas Liposolubles e HidrosolublesGabriel MayÎncă nu există evaluări
- HOJA DE SEGURIDAD Alcohol IsopropilicoDocument5 paginiHOJA DE SEGURIDAD Alcohol IsopropilicoFrido Leonardo Díaz GonzalesÎncă nu există evaluări
- 2 VOdka FernandezDocument16 pagini2 VOdka FernandezARELIS ELIZABETH GAIBOR RAMONÎncă nu există evaluări
- Secado en BandejasDocument5 paginiSecado en BandejasDomenica PozoÎncă nu există evaluări
- Diseño, Selección y Falla de MaterialesDocument75 paginiDiseño, Selección y Falla de MaterialesJkaz AyalaÎncă nu există evaluări
- Modulo Final 2017 - QuimicaDocument64 paginiModulo Final 2017 - QuimicaelverÎncă nu există evaluări
- Clase 12 - Tecnicas de Biologia Molecular en ProteinasDocument54 paginiClase 12 - Tecnicas de Biologia Molecular en ProteinasMARCELO IGNACIO CORREA ZUNIGAÎncă nu există evaluări
- Viscosity CupsDocument6 paginiViscosity CupsJuan José Estrada RÎncă nu există evaluări
- Manual CloromarDocument48 paginiManual Cloromarleonardo oporto100% (1)
- Apl - 2018 - Repacion de Cangrejeras y Fallas - Pasantes PDFDocument10 paginiApl - 2018 - Repacion de Cangrejeras y Fallas - Pasantes PDFfrackÎncă nu există evaluări
- 12Document18 pagini12LucíaÎncă nu există evaluări
- Electroobtención y ElectrorefinaciónDocument2 paginiElectroobtención y ElectrorefinaciónPatricia valdepanesÎncă nu există evaluări
- Naftenato de Plomo FichaDocument3 paginiNaftenato de Plomo FichaVeronicaGonzalezÎncă nu există evaluări
- Analisis y ConclusiónDocument2 paginiAnalisis y ConclusiónEdinson Anillo ArrietaÎncă nu există evaluări
- Plásticos EXPLICACION DE COMPORTAMIENTO TERMICODocument8 paginiPlásticos EXPLICACION DE COMPORTAMIENTO TERMICOjriacosqÎncă nu există evaluări
- Anteproyecto de Metoxido de SodioDocument13 paginiAnteproyecto de Metoxido de Sodioluis enrique islas garciaÎncă nu există evaluări