S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- LNG TransferDocument8 paginiLNG TransferKong LingweiÎncă nu există evaluări
- Development of A Techno-Economic Model For An Integrated UCG+CCS ProcessDocument12 paginiDevelopment of A Techno-Economic Model For An Integrated UCG+CCS ProcessKong LingweiÎncă nu există evaluări
- Running An Interactive SessionDocument10 paginiRunning An Interactive SessionKong LingweiÎncă nu există evaluări
- AFRC 2016 Flare MMartinDocument16 paginiAFRC 2016 Flare MMartinKong LingweiÎncă nu există evaluări
- LNG Outlook 2020 Factsheet FinalDocument2 paginiLNG Outlook 2020 Factsheet FinalKong LingweiÎncă nu există evaluări
- Dynamic Simulation For FLNG OperationDocument24 paginiDynamic Simulation For FLNG OperationKong LingweiÎncă nu există evaluări
- LNG Offshore Hose Transfer Applications: Ship-To-Ship, Shore-To-Ship, Bunkering and Mobile ResponseDocument9 paginiLNG Offshore Hose Transfer Applications: Ship-To-Ship, Shore-To-Ship, Bunkering and Mobile ResponseKong LingweiÎncă nu există evaluări
- Cheniere Energy LNG TerminalDocument8 paginiCheniere Energy LNG TerminalKong LingweiÎncă nu există evaluări
- LNG Outlook Twentytwenty Final PackDocument37 paginiLNG Outlook Twentytwenty Final PackRam KrishÎncă nu există evaluări
- 2013 Book Fault-TolerantProcessControlDocument279 pagini2013 Book Fault-TolerantProcessControlManav Kumar SinghÎncă nu există evaluări
- Hoegh LNG Technical PresentationDocument58 paginiHoegh LNG Technical PresentationKong LingweiÎncă nu există evaluări
- What Is An INPREP FileDocument12 paginiWhat Is An INPREP FileKong LingweiÎncă nu există evaluări
- Dynamic Simulation in Design of LNG Liquefaction Plants Rev2 - UGM 2012Document27 paginiDynamic Simulation in Design of LNG Liquefaction Plants Rev2 - UGM 2012Kong LingweiÎncă nu există evaluări
- LNG Project Reference Snohvit Success StoryDocument8 paginiLNG Project Reference Snohvit Success StoryKong LingweiÎncă nu există evaluări
- Tank SizeDocument7 paginiTank SizeKong LingweiÎncă nu există evaluări
- Air Receiver SizingDocument7 paginiAir Receiver SizingKong Lingwei0% (2)
- Typical Input Hardware Output BCap - ExampleDocument30 paginiTypical Input Hardware Output BCap - ExampleKong LingweiÎncă nu există evaluări
- Sizing For Two PhaseDocument6 paginiSizing For Two PhaseKong LingweiÎncă nu există evaluări
- Air CompDocument4 paginiAir CompKong LingweiÎncă nu există evaluări
- Transient Analysis of A High Pressure Seal Injection System Under Startup ConditionsDocument9 paginiTransient Analysis of A High Pressure Seal Injection System Under Startup ConditionsKong LingweiÎncă nu există evaluări
- Interpreting Surge Analysis ResultsDocument7 paginiInterpreting Surge Analysis ResultsKong LingweiÎncă nu există evaluări
- Senariet, A Water Hammer Software For Analyzing Hydraulic Transients Complex CircuitsDocument10 paginiSenariet, A Water Hammer Software For Analyzing Hydraulic Transients Complex CircuitsKong LingweiÎncă nu există evaluări
- Dynamic Simulation of Centrifugal Compressor Startup With Inlet Guide VaneDocument8 paginiDynamic Simulation of Centrifugal Compressor Startup With Inlet Guide VaneKong LingweiÎncă nu există evaluări
- Research and Instance Analysis On Joint Water Hammer Protection of Long-Distance Water Supply SystemDocument7 paginiResearch and Instance Analysis On Joint Water Hammer Protection of Long-Distance Water Supply SystemKong LingweiÎncă nu există evaluări
- Fault Simulation For Aircraft Fuel System Using FlowmasterDocument8 paginiFault Simulation For Aircraft Fuel System Using FlowmasterKong LingweiÎncă nu există evaluări
- A Dynamic Simulator For Large Scale Cryogenic SystemDocument9 paginiA Dynamic Simulator For Large Scale Cryogenic SystemKong LingweiÎncă nu există evaluări
- Inverse Transient Analysis For Classification of Wall Thickness Variations in PipelinesDocument11 paginiInverse Transient Analysis For Classification of Wall Thickness Variations in PipelinesKong LingweiÎncă nu există evaluări
- Dynamic Simulation of Natural Gas Liquefaction ProcessDocument5 paginiDynamic Simulation of Natural Gas Liquefaction ProcessKong LingweiÎncă nu există evaluări
- Dynamic Modeling and Control Structure Design For A Liquefied Natural Gas ProcessDocument6 paginiDynamic Modeling and Control Structure Design For A Liquefied Natural Gas ProcessKong LingweiÎncă nu există evaluări
- Dynamic Modeling and Control of The PRICO LNG ProcessDocument13 paginiDynamic Modeling and Control of The PRICO LNG ProcessKong LingweiÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- FH400 73158464 Pca-6.140Document431 paginiFH400 73158464 Pca-6.140IgorGorduz100% (1)
- Scania 12L - EMS - Operator - Manual - enDocument60 paginiScania 12L - EMS - Operator - Manual - enАнатолий ЩербаковÎncă nu există evaluări
- XHLE Long Coupled Centrifugal Pump EnglishDocument8 paginiXHLE Long Coupled Centrifugal Pump Englishgagi1994brahimÎncă nu există evaluări
- Parts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: BrakeDocument2 paginiParts List 09 636 02 02: AC Brake Motors BMG05-BMG1 Additional List: Brakeali morisyÎncă nu există evaluări
- ZXONE Quick Installation Guide - V1.0Document56 paginiZXONE Quick Installation Guide - V1.0kmad100% (2)
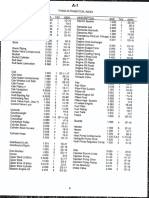
- Please Note That This Form Details Exploration and Production Api Titles Available For OrderDocument8 paginiPlease Note That This Form Details Exploration and Production Api Titles Available For Orderhaotran68Încă nu există evaluări
- Advanced Data Structures and ImplementationDocument56 paginiAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaÎncă nu există evaluări
- CUCM Intracluster Port Usage GuideDocument3 paginiCUCM Intracluster Port Usage GuideAbhinayMylavarapuÎncă nu există evaluări
- Osha 1926.452Document14 paginiOsha 1926.452Binoy GopinathanÎncă nu există evaluări
- 2014 Solder Joint ReliabilityDocument18 pagini2014 Solder Joint ReliabilitychoprahariÎncă nu există evaluări
- Failure Analysis of Syngas Bypass Line Rupture inDocument11 paginiFailure Analysis of Syngas Bypass Line Rupture inshahgardezÎncă nu există evaluări
- MIMO Channel CapacityDocument9 paginiMIMO Channel CapacityGendyÎncă nu există evaluări
- Operating Instructions, FormulaDocument35 paginiOperating Instructions, FormulaandymulyonoÎncă nu există evaluări
- Ashrae - 2009 I-P - F09 - AddDocument2 paginiAshrae - 2009 I-P - F09 - AddSergio SemmÎncă nu există evaluări
- Models - Rf.bowtie Antenna OptimizationDocument14 paginiModels - Rf.bowtie Antenna OptimizationbkmmizanÎncă nu există evaluări
- Course OutlineDocument14 paginiCourse OutlineTony SparkÎncă nu există evaluări
- Permeability: The Key to ProductionDocument30 paginiPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- Epc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleDocument1 paginăEpc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleGema SuryaÎncă nu există evaluări
- Sru Flow DiagramDocument1 paginăSru Flow Diagrampppppp5Încă nu există evaluări
- The Z-Transform: Introduction and DerivationDocument16 paginiThe Z-Transform: Introduction and DerivationAnanth SettyÎncă nu există evaluări
- Unit Conversion Heat TransferDocument5 paginiUnit Conversion Heat TransferFamela GadÎncă nu există evaluări
- InverterDocument8 paginiInverterrajinipre-1Încă nu există evaluări
- The Shand CCS Feasibility Study Public ReportDocument124 paginiThe Shand CCS Feasibility Study Public ReportSai RuthvikÎncă nu există evaluări
- 3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFDocument6 pagini3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFRene ParedesÎncă nu există evaluări
- Bilge Alarm Monitor OMD 11Document22 paginiBilge Alarm Monitor OMD 11Lucian Iftemie100% (3)
- Interaction & Bank EffectDocument6 paginiInteraction & Bank EffectAkash KandwalÎncă nu există evaluări
- FGGDocument12 paginiFGGSridharan VenkatÎncă nu există evaluări
- PML Rev-I Preferred Manufacturer List for PT Pertamina EPDocument12 paginiPML Rev-I Preferred Manufacturer List for PT Pertamina EPAndreas Schlager100% (1)
- Technical Publications: Direction 2190775 100Document21 paginiTechnical Publications: Direction 2190775 100zakaria alhosinyÎncă nu există evaluări
- AZAR Block CostcomparisonDocument8 paginiAZAR Block CostcomparisontckittuÎncă nu există evaluări