S-ar putea să vă placă și
- Design RCC 2 Storey BuildingDocument37 paginiDesign RCC 2 Storey BuildingjansenrosesÎncă nu există evaluări
- Using SAP2000 Software Package in Earthquake Engineering (Part II Pushover)Document12 paginiUsing SAP2000 Software Package in Earthquake Engineering (Part II Pushover)langchenÎncă nu există evaluări
- Purlin and Roof Design PDFDocument4 paginiPurlin and Roof Design PDFHassan AlaskaÎncă nu există evaluări
- Design of Reinforced Concrete ElementsDocument62 paginiDesign of Reinforced Concrete ElementsGodwin AcquahÎncă nu există evaluări
- 5 Common Field Tests On Aggregate To Check Its QualityDocument6 pagini5 Common Field Tests On Aggregate To Check Its QualityvikasÎncă nu există evaluări
- Grad Manual Design TipsDocument10 paginiGrad Manual Design TipsDebendra Dev KhanalÎncă nu există evaluări
- Cement ConcreteDocument39 paginiCement ConcreteVihar VariaÎncă nu există evaluări
- Bridge Design FundamentalsDocument67 paginiBridge Design FundamentalsSukrit GhoraiÎncă nu există evaluări
- Design Example of A Six Storey Building: Dr. H. J. ShahDocument51 paginiDesign Example of A Six Storey Building: Dr. H. J. ShahArman MoralesÎncă nu există evaluări
- Dynamic Analysis of Steel Structure With Bracings and Dampers Under Wind and Earthquake LoadsDocument5 paginiDynamic Analysis of Steel Structure With Bracings and Dampers Under Wind and Earthquake LoadsEditor IJTSRDÎncă nu există evaluări
- CBC - Design Assisstant - June 2019Document36 paginiCBC - Design Assisstant - June 2019G. S. YadavÎncă nu există evaluări
- Propped Cantilever Wall Design As A SlabDocument4 paginiPropped Cantilever Wall Design As A SlabmudithaÎncă nu există evaluări
- Revision of IS 456 & IS 1343 - SummaryDocument3 paginiRevision of IS 456 & IS 1343 - Summaryshiv paa0% (1)
- RCC Guide for Balewadi ProjectDocument10 paginiRCC Guide for Balewadi Projectvikas WaghmareÎncă nu există evaluări
- Precast Concrete SlabDocument17 paginiPrecast Concrete Slabprajakta vaidyaÎncă nu există evaluări
- RC Structures Ductile Detailing Earthquake ResistantDocument52 paginiRC Structures Ductile Detailing Earthquake ResistantManoj SharmaÎncă nu există evaluări
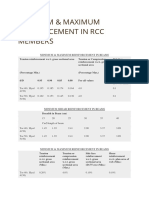
- Minimum & Maximum SteelDocument3 paginiMinimum & Maximum SteelSathishÎncă nu există evaluări
- KDS 11 70 20 Rockfall and Debris Prevention Facility Design StandardsDocument15 paginiKDS 11 70 20 Rockfall and Debris Prevention Facility Design StandardsSH Big ShimÎncă nu există evaluări
- Chapter 5-1 RCDocument21 paginiChapter 5-1 RCalaa altaeeÎncă nu există evaluări
- Design and Analysis of Truss Structure Using STAAD ProDocument6 paginiDesign and Analysis of Truss Structure Using STAAD ProMahmoud IbrahimÎncă nu există evaluări
- Deep Beam PPT SeminarDocument30 paginiDeep Beam PPT SeminarKrishan Dutt YadavÎncă nu există evaluări
- Analysis of Multi Storey Building With Pre-Cast Load Bearing Walls With and Without OpeningsDocument17 paginiAnalysis of Multi Storey Building With Pre-Cast Load Bearing Walls With and Without OpeningsIAEME PublicationÎncă nu există evaluări
- Earthquake Analysis and DesignDocument11 paginiEarthquake Analysis and DesignSharon Shine100% (1)
- 2 Interpretation SBT Full ColourDocument36 pagini2 Interpretation SBT Full ColourNaveen SharmaÎncă nu există evaluări
- Seismic Joints in Steel Frame Building ConstructionDocument37 paginiSeismic Joints in Steel Frame Building ConstructionmabuhamdÎncă nu există evaluări
- 1.ACI 318 Code Comparison With IS456-2000Document14 pagini1.ACI 318 Code Comparison With IS456-2000dhamal4mastiÎncă nu există evaluări
- CE 470-Lect-15-R1 (Design of Combined Footings) (Read-Only) PDFDocument38 paginiCE 470-Lect-15-R1 (Design of Combined Footings) (Read-Only) PDFJamal RkhÎncă nu există evaluări
- Foundation Analysis: Ultimate Bearing Capacity: Shallow FoundationDocument21 paginiFoundation Analysis: Ultimate Bearing Capacity: Shallow FoundationShiela Marie Cruz100% (1)
- RCC and PSCDocument50 paginiRCC and PSCradhakrishnangÎncă nu există evaluări
- 2.6 Losses: Eas458 Prestressed Concrete Design 2017/2018Document11 pagini2.6 Losses: Eas458 Prestressed Concrete Design 2017/2018Chee Fong MakeÎncă nu există evaluări
- 27 RC Slab DesignDocument7 pagini27 RC Slab Design郑 凯伦 Tey Kai LoonÎncă nu există evaluări
- RCC BASE SHEAR CALCULATION FOR DIFFERENT ZONESDocument7 paginiRCC BASE SHEAR CALCULATION FOR DIFFERENT ZONESsurendra bhattaÎncă nu există evaluări
- Concrete LabDocument97 paginiConcrete LabSiva NatÎncă nu există evaluări
- Sheeting Wall Analysis by The Method of Dependent PressuresDocument7 paginiSheeting Wall Analysis by The Method of Dependent PressuresRosey DalÎncă nu există evaluări
- Pile Foundations - 2Document33 paginiPile Foundations - 2Teo Peng KeatÎncă nu există evaluări
- Is 13920 Summary KnsDocument2 paginiIs 13920 Summary KnsKanaiyalal N. ShethÎncă nu există evaluări
- RCC Slab Reinforcement GuideDocument22 paginiRCC Slab Reinforcement GuidelakshitaÎncă nu există evaluări
- MSE Wall Design and Construction OverviewDocument73 paginiMSE Wall Design and Construction OverviewRodrigo de León100% (1)
- Study of Strength of RC Shear Wall at Different Location On Multi-Storied Residential BuildingDocument6 paginiStudy of Strength of RC Shear Wall at Different Location On Multi-Storied Residential BuildingSyed Ehtesham AliÎncă nu există evaluări
- Compressive Strength of Concrete - Cube Test, Procedure, ResultsDocument9 paginiCompressive Strength of Concrete - Cube Test, Procedure, ResultsDavid KisaluÎncă nu există evaluări
- Precast Concrete ConstructionDocument71 paginiPrecast Concrete ConstructionMahad AbdiÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument3 paginiNew Microsoft Office Word DocumentRemya R. KumarÎncă nu există evaluări
- Chapter-4 - Analysis of Wind Load Lecture-OneDocument121 paginiChapter-4 - Analysis of Wind Load Lecture-OneTadesse Megersa100% (1)
- Design and Construction of Reinforced Concrete Chimneys (ACI 307-98) PDFDocument17 paginiDesign and Construction of Reinforced Concrete Chimneys (ACI 307-98) PDFCristobal Jimenez MuchoÎncă nu există evaluări
- محاضرات تحليل انشائي الخزاناتDocument50 paginiمحاضرات تحليل انشائي الخزاناتdadhouÎncă nu există evaluări
- Structural Design of RCC Building ComponentsDocument9 paginiStructural Design of RCC Building ComponentsAHSANÎncă nu există evaluări
- Slab Designing (S2) Ref. Calculations Output Specification: y X y XDocument7 paginiSlab Designing (S2) Ref. Calculations Output Specification: y X y XadeebÎncă nu există evaluări
- Topic 3 Design of Beams-Part 2Document41 paginiTopic 3 Design of Beams-Part 2Amirul Ashraf100% (1)
- TR50 Data SheetDocument2 paginiTR50 Data SheetAnupam GhoshÎncă nu există evaluări
- RC Desktop Toolkit v2Document27 paginiRC Desktop Toolkit v2pbharadwaj545Încă nu există evaluări
- Earthquake Resistant Design by Seismic Base Isolation - Dr. R.S. JangidDocument64 paginiEarthquake Resistant Design by Seismic Base Isolation - Dr. R.S. JangidAdrian Emmanuel ValeÎncă nu există evaluări
- Two Pile GroupDocument12 paginiTwo Pile GroupJammy KingÎncă nu există evaluări
- CE 470-Lect-18 (Estimating The Sizes of Cantilever Retaining Walls) (Read-Only) PDFDocument17 paginiCE 470-Lect-18 (Estimating The Sizes of Cantilever Retaining Walls) (Read-Only) PDFJamal RkhÎncă nu există evaluări
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionDe la EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionÎncă nu există evaluări
- Thermal Stresses and Temperature Control of Mass ConcreteDe la EverandThermal Stresses and Temperature Control of Mass ConcreteÎncă nu există evaluări
- Investigation of the Chirajara Bridge CollapseDe la EverandInvestigation of the Chirajara Bridge CollapseÎncă nu există evaluări
- Quality Assurance in Reinforcement Steel PDFDocument52 paginiQuality Assurance in Reinforcement Steel PDFRajha RajeswaranÎncă nu există evaluări
- Specification of RCC MaterialsDocument39 paginiSpecification of RCC MaterialsMadhav PurohitÎncă nu există evaluări
- Aerodynamic and Mechanical Design of An 8 - 1 Pressure Ratio Centrifugal CompressorDocument147 paginiAerodynamic and Mechanical Design of An 8 - 1 Pressure Ratio Centrifugal CompressorvincemugnaioÎncă nu există evaluări
- HeatPipe WrapAroundDocument2 paginiHeatPipe WrapAroundJohnson ChuaÎncă nu există evaluări
- Introduction To Electrical and Computer Engineering Lab ManualDocument124 paginiIntroduction To Electrical and Computer Engineering Lab Manualkstu1112Încă nu există evaluări
- Seedcake - New ScheduleDocument17 paginiSeedcake - New ScheduleJimmy CooperÎncă nu există evaluări
- 750 Programming 102010Document83 pagini750 Programming 102010Ehsan Rohani100% (1)
- Amman Master PlanDocument205 paginiAmman Master Planomaroyoun100% (9)
- DC-Lec-03 & 04 (Physical Structure of Network)Document44 paginiDC-Lec-03 & 04 (Physical Structure of Network)tabby919100% (4)
- Shubham Sonar CVDocument2 paginiShubham Sonar CVKuldip PardeshiÎncă nu există evaluări
- Human Resource BBPB2103 - English Module PDFDocument290 paginiHuman Resource BBPB2103 - English Module PDFVignash100% (1)
- Multi-degree vibration analysisDocument7 paginiMulti-degree vibration analysisJose Da SilvaÎncă nu există evaluări
- Overview of NGV Cylinder Safety StandardsDocument11 paginiOverview of NGV Cylinder Safety StandardsImam BuchairiÎncă nu există evaluări
- It 504 A Artificial Intelligence Dec 2020Document4 paginiIt 504 A Artificial Intelligence Dec 2020ABHIMAT PANDEYÎncă nu există evaluări
- JCM 452 Stainless Tapping SleeveDocument3 paginiJCM 452 Stainless Tapping SleeveNgô Mạnh TiếnÎncă nu există evaluări
- 76 5500 1 I1Document152 pagini76 5500 1 I1shawn allen100% (4)
- Make Noise Soundhack Erbe-Verb: Reverb FX ModuleDocument1 paginăMake Noise Soundhack Erbe-Verb: Reverb FX ModuleAghzuiÎncă nu există evaluări
- ColumnShearCapacity 1Document4 paginiColumnShearCapacity 1Azhar PLÎncă nu există evaluări
- Power System Harmonics Causes and Effects PDFDocument8 paginiPower System Harmonics Causes and Effects PDFRamon DrakeÎncă nu există evaluări
- 90202-1043DEA - RS003N Installation&Connection ManualDocument20 pagini90202-1043DEA - RS003N Installation&Connection ManualIuliana SmarandaÎncă nu există evaluări
- GeForce RTX 3090 GA102 GF PG136-A03 Rev BDocument67 paginiGeForce RTX 3090 GA102 GF PG136-A03 Rev BSe SavÎncă nu există evaluări
- Astm B344-01Document3 paginiAstm B344-01Srinivasan KrishnamoorthyÎncă nu există evaluări
- Último DeberDocument9 paginiÚltimo DeberAndiko Villacis Navas100% (1)
- Microstructure of a lead-tin eutectic alloyDocument55 paginiMicrostructure of a lead-tin eutectic alloyThaya GanapathyÎncă nu există evaluări
- Well Cementation: SynopsisDocument18 paginiWell Cementation: SynopsisHolger PinzonÎncă nu există evaluări
- Student Majors ListDocument16 paginiStudent Majors Listbibbi20% (1)
- Airbase 13671Document6 paginiAirbase 13671ssarangÎncă nu există evaluări
- ROR coding standards guide for clean codeDocument2 paginiROR coding standards guide for clean codeHarish KashyapÎncă nu există evaluări
- 7 FeedforwardDocument12 pagini7 FeedforwardHamdi MakniÎncă nu există evaluări
- Wimax For DummiesDocument35 paginiWimax For DummiesMichael John MjattaÎncă nu există evaluări
- Concrete Caissons For 2BMA - Large Scale Test of Design and Material 2019Document154 paginiConcrete Caissons For 2BMA - Large Scale Test of Design and Material 2019hjdÎncă nu există evaluări