S-ar putea să vă placă și
- WiringDocument1 paginăWiringaravindh raÎncă nu există evaluări
- Click PLCDocument10 paginiClick PLCMichael PalmerÎncă nu există evaluări
- Ethernet Analog PLC: C0-12DRE-1-D $203.00Document12 paginiEthernet Analog PLC: C0-12DRE-1-D $203.00Javier Andres ArangoÎncă nu există evaluări
- C 012 DD 2 EdDocument24 paginiC 012 DD 2 EdJose LunaÎncă nu există evaluări
- Matrix LCD SerialDocument1 paginăMatrix LCD SerialmayuriprajapatiÎncă nu există evaluări
- Conversor Usb Indicadores: U1 FT232RL-ReelDocument1 paginăConversor Usb Indicadores: U1 FT232RL-ReelWilmer Yesid Granados Jaimes100% (1)
- TTL PDFDocument12 paginiTTL PDFrcuvgd-1Încă nu există evaluări
- Amp VHF Uhf 500 WhatsDocument8 paginiAmp VHF Uhf 500 WhatsRobert VerdetÎncă nu există evaluări
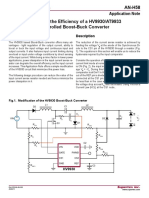
- AN-H58 Improving The Efficiency of A HV9930/AT9933 Controlled Boost-Buck ConverterDocument3 paginiAN-H58 Improving The Efficiency of A HV9930/AT9933 Controlled Boost-Buck ConverterJohnÎncă nu există evaluări
- Sahara Storm Rev 13Document3 paginiSahara Storm Rev 13AristideÎncă nu există evaluări
- Obdii Can Bus InterfaceDocument22 paginiObdii Can Bus Interfacelaurentiu_gd100% (1)
- 74LS375Document3 pagini74LS375jaja558Încă nu există evaluări
- Manual Del Seminario LCD HD PDFDocument32 paginiManual Del Seminario LCD HD PDFca_otiÎncă nu există evaluări
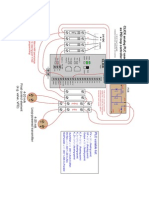
- Unitrol 1000Document4 paginiUnitrol 1000irfanWPKÎncă nu există evaluări
- Hmi Vu Series Instruction Leaflet: Hmivu06Cunb (Rear View)Document2 paginiHmi Vu Series Instruction Leaflet: Hmivu06Cunb (Rear View)Nelson RibeiroÎncă nu există evaluări
- TPS5125Document21 paginiTPS5125Shaun Dwyer Van HeerdenÎncă nu există evaluări
- D D D D D D D D: DescriptionDocument15 paginiD D D D D D D D: Descriptionbernard smithÎncă nu există evaluări
- Masterdrives Single Line DiagramsDocument32 paginiMasterdrives Single Line DiagramsrodrigomessiasÎncă nu există evaluări
- UMC22 Appendix-A 050805Document50 paginiUMC22 Appendix-A 050805yosfetÎncă nu există evaluări
- Memoria de Calculo Alumbrado ExteriorDocument11 paginiMemoria de Calculo Alumbrado ExteriorHernan PachecoÎncă nu există evaluări
- Features: PLCC-28Document15 paginiFeatures: PLCC-28肖磊Încă nu există evaluări
- Schematic MTK8223L PDFDocument9 paginiSchematic MTK8223L PDFdreamyson198360% (5)
- Serial Port 0 LPC176X y LPC134x A Nivel EIA 232Document1 paginăSerial Port 0 LPC176X y LPC134x A Nivel EIA 232FernandoAdriánÎncă nu există evaluări
- DRG PLC1Document16 paginiDRG PLC1ZubedÎncă nu există evaluări
- Alto x23 Active CrossoverDocument25 paginiAlto x23 Active CrossoverHemendra MenariaÎncă nu există evaluări
- 5A Low Dropout Positive Adjustable Regulator: Features DescriptionDocument7 pagini5A Low Dropout Positive Adjustable Regulator: Features DescriptionZiller Ricardo Camilo AlegreÎncă nu există evaluări
- RS232 Connector: AT89C51/52 Programmer Revised by Chin-Shiuh Shieh 2000/03/27Document1 paginăRS232 Connector: AT89C51/52 Programmer Revised by Chin-Shiuh Shieh 2000/03/27Areeb AhmedÎncă nu există evaluări
- PMSMDocument6 paginiPMSMChacho ChocosÎncă nu există evaluări
- TS5070 TS5071: Programmable Codec/Filter Combo 2 GenerationDocument32 paginiTS5070 TS5071: Programmable Codec/Filter Combo 2 GenerationAntony Valan.SÎncă nu există evaluări
- MB601 - 11kV 800A Outdoor (1IC+2OG) Type HT PanelDocument37 paginiMB601 - 11kV 800A Outdoor (1IC+2OG) Type HT PanelDarshit VyasÎncă nu există evaluări
- Octal Low-Side Driver For Resistive and Inductive Loads With Serial/parallel Input Control, Output Protection and DiagnosticDocument12 paginiOctal Low-Side Driver For Resistive and Inductive Loads With Serial/parallel Input Control, Output Protection and Diagnosticazz zinouÎncă nu există evaluări
- MX420 Program UpdateDocument4 paginiMX420 Program Updatemarkkevinmaligat03Încă nu există evaluări
- Features: When Fitted On A 2600 PCB This Chip Will Work But Needs Some Modification of Hardware For Full FonctionsDocument114 paginiFeatures: When Fitted On A 2600 PCB This Chip Will Work But Needs Some Modification of Hardware For Full Fonctions肖磊Încă nu există evaluări
- UART Interfacing With ARM PrimerDocument13 paginiUART Interfacing With ARM PrimerSmruti PoreÎncă nu există evaluări
- Rs-422 Splitter Circuit DiagramDocument1 paginăRs-422 Splitter Circuit DiagramNisar AhmedÎncă nu există evaluări
- RS-422 Splitter PDFDocument1 paginăRS-422 Splitter PDFNisar AhmedÎncă nu există evaluări
- R1283x SERIES: 2ch DC/DC For CCD & OLEDDocument26 paginiR1283x SERIES: 2ch DC/DC For CCD & OLEDarnaud.herbertÎncă nu există evaluări
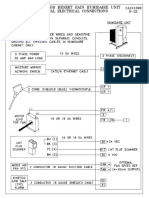
- Back Door OpenerDocument5 paginiBack Door OpenerKiddÎncă nu există evaluări
- AIC2354 1A Synchronous PWM/PSM Step-Down DC/DC Converter: Features DescriptionDocument13 paginiAIC2354 1A Synchronous PWM/PSM Step-Down DC/DC Converter: Features DescriptionRenato HernandezÎncă nu există evaluări
- Ga Z77X D3H R101 PDFDocument41 paginiGa Z77X D3H R101 PDFTAÎncă nu există evaluări
- R1283K001CDocument26 paginiR1283K001CdinhdtdÎncă nu există evaluări
- Obsolete Product(s) - Obsolete Product(s)Document10 paginiObsolete Product(s) - Obsolete Product(s)raveendraÎncă nu există evaluări
- LTJournal V25N1 06 Di LT3999 DawsonHuangDocument5 paginiLTJournal V25N1 06 Di LT3999 DawsonHuangEdoardoÎncă nu există evaluări
- Usb To TTLDocument1 paginăUsb To TTLKARTIK FALDUÎncă nu există evaluări
- MVP - G1.sniper z97 Rev1.0Document38 paginiMVP - G1.sniper z97 Rev1.0Nava NarasimhaÎncă nu există evaluări
- P3U30 KodDocument1 paginăP3U30 KodVladimir TićakÎncă nu există evaluări
- lp339 The CDocument13 paginilp339 The CDibya DeyÎncă nu există evaluări
- LP339NDocument10 paginiLP339Nluis polancoÎncă nu există evaluări
- A320 CB PanelsDocument67 paginiA320 CB PanelsMiklós Meixner100% (4)
- STA508A: 45V 4.5A Quad Power Half BridgeDocument11 paginiSTA508A: 45V 4.5A Quad Power Half BridgeJosue GarciaÎncă nu există evaluări
- ATS177 Hall Effect DatasheetDocument10 paginiATS177 Hall Effect DatasheetAnonymous oyUAtpKÎncă nu există evaluări
- MicroPoint II Manual Ver A - Complete PDFDocument58 paginiMicroPoint II Manual Ver A - Complete PDFRaul Andrade100% (1)
- TV/VCR Tuner Ic With DC/DC Converter: FeaturesDocument21 paginiTV/VCR Tuner Ic With DC/DC Converter: FeaturesEdsel SilvaÎncă nu există evaluări
- RX & TX Field Valreg Preocedure V1: Arm TypeDocument5 paginiRX & TX Field Valreg Preocedure V1: Arm TypeJulio LiranzoÎncă nu există evaluări
- Schematic Diagram t240Document6 paginiSchematic Diagram t240dany weinfeldÎncă nu există evaluări
- Lab 5. Audio Amplifier: OutputDocument3 paginiLab 5. Audio Amplifier: Outputkrsk50Încă nu există evaluări
- Ga-Z170x-Gaming 5 - R10Document66 paginiGa-Z170x-Gaming 5 - R10LILY100% (1)
- US UK TerminologyDocument2 paginiUS UK TerminologyreezmanÎncă nu există evaluări
- Criteria Code Criteria Compliance Status Remarks (Include Reference To Documentation or Yes No N/ADocument23 paginiCriteria Code Criteria Compliance Status Remarks (Include Reference To Documentation or Yes No N/AreezmanÎncă nu există evaluări
- Steam GlossaryDocument43 paginiSteam GlossaryreezmanÎncă nu există evaluări
- Multi Deck TrainsDocument2 paginiMulti Deck TrainsreezmanÎncă nu există evaluări
- SITE SURVEILLANCE CHECKLIST SY206 - Rev.01 - SY206Document4 paginiSITE SURVEILLANCE CHECKLIST SY206 - Rev.01 - SY206reezmanÎncă nu există evaluări
- Concept DesignDocument5 paginiConcept DesignreezmanÎncă nu există evaluări
- Concept DesignDocument5 paginiConcept DesignreezmanÎncă nu există evaluări
- Certified Drone Operation Proficient - Trainee HandbookDocument96 paginiCertified Drone Operation Proficient - Trainee Handbookreezman100% (1)
- Fully-Funded Training - December 2021Document1 paginăFully-Funded Training - December 2021reezmanÎncă nu există evaluări
- Crane SlidesManiaDocument29 paginiCrane SlidesManiareezmanÎncă nu există evaluări
- Berwick SlidesManiaDocument21 paginiBerwick SlidesManiaanguiÎncă nu există evaluări
- MLR Whole Process FlowDocument1 paginăMLR Whole Process FlowreezmanÎncă nu există evaluări
- Project Charter TemplateDocument1 paginăProject Charter TemplateAlok ChitnisÎncă nu există evaluări
- Work Breakdown StructureDocument12 paginiWork Breakdown StructurePruebaÎncă nu există evaluări
- Nilai, Dataran Nilai Ketereh, Masjid Ketereh: Redbus Ticket Id: Myr2D95349486Document2 paginiNilai, Dataran Nilai Ketereh, Masjid Ketereh: Redbus Ticket Id: Myr2D95349486Syahir Aqwa AbdollahÎncă nu există evaluări
- Root Cause AnalysisDocument56 paginiRoot Cause AnalysisDhana Raju100% (1)
- Lifting Plan: This Form Is Designed To Be Used As A Check List For Lift CalculationsDocument2 paginiLifting Plan: This Form Is Designed To Be Used As A Check List For Lift Calculationsafif_wiludinÎncă nu există evaluări
- Thanks For Downloading This Sample Business: Your Business Is Unique. Your Business Plan Should Be TooDocument33 paginiThanks For Downloading This Sample Business: Your Business Is Unique. Your Business Plan Should Be TooEva LopenaÎncă nu există evaluări
- Project Charter TemplateDocument5 paginiProject Charter Templateronald guerra olivaresÎncă nu există evaluări
- WPS Work FlowchartDocument1 paginăWPS Work FlowchartreezmanÎncă nu există evaluări
- Inspection Report Bogie No. - Re-Inspection 1.0 GeneralDocument1 paginăInspection Report Bogie No. - Re-Inspection 1.0 GeneralreezmanÎncă nu există evaluări
- Qaulity Control Engineer'S-Piping GuideDocument29 paginiQaulity Control Engineer'S-Piping GuideVijayabaraniÎncă nu există evaluări
- QAQC ENGINEER (Based in Maran, Pahang)Document1 paginăQAQC ENGINEER (Based in Maran, Pahang)Moorthy NaveenÎncă nu există evaluări
- V-Stars Shortcut: By: Arizman MalekDocument2 paginiV-Stars Shortcut: By: Arizman MalekreezmanÎncă nu există evaluări
- LabelDocument5 paginiLabelreezmanÎncă nu există evaluări
- SLAP.orgDocument2 paginiSLAP.orgreezmanÎncă nu există evaluări
- KejeDocument1 paginăKejereezmanÎncă nu există evaluări
- Executive & Non-Executive: Job DescriptionDocument3 paginiExecutive & Non-Executive: Job DescriptionreezmanÎncă nu există evaluări
- PMA Production Planning and Control: Essay Question - 100 PointsDocument1 paginăPMA Production Planning and Control: Essay Question - 100 PointsreezmanÎncă nu există evaluări
- PMA - Production Planning and ControlDocument6 paginiPMA - Production Planning and ControlreezmanÎncă nu există evaluări
- Line Follower and Obstacle Avoidance Bot Using ArduinoDocument4 paginiLine Follower and Obstacle Avoidance Bot Using ArduinorahimÎncă nu există evaluări
- Fuse Voltage Drop Chart - Cartridge Fuse PDFDocument2 paginiFuse Voltage Drop Chart - Cartridge Fuse PDFSantiago Morales100% (1)
- All Kinds of Faults in An Alternator and Their ProtectionDocument9 paginiAll Kinds of Faults in An Alternator and Their ProtectionFaisalÎncă nu există evaluări
- FSL100 Series Flame Detector Quick Start Guide: Wiring To A 4-20 Ma Current Sourcing PLCDocument2 paginiFSL100 Series Flame Detector Quick Start Guide: Wiring To A 4-20 Ma Current Sourcing PLCeng_elbarbaryÎncă nu există evaluări
- Product End-of-Life Disassembly InstructionsDocument8 paginiProduct End-of-Life Disassembly InstructionsinkblueÎncă nu există evaluări
- Kertas PeneranganDocument37 paginiKertas PeneranganPaul KennyÎncă nu există evaluări
- An Adaptive Hy Steresis-Band Current Control Technique of A Voltage-Fed PWM Inverter For Machine Drive SystemDocument7 paginiAn Adaptive Hy Steresis-Band Current Control Technique of A Voltage-Fed PWM Inverter For Machine Drive SystemJandfor Tansfg Errott100% (1)
- Conductor and Insulator 1Document11 paginiConductor and Insulator 1John Paul RamosÎncă nu există evaluări
- IEEE Style Manual For StudentsDocument70 paginiIEEE Style Manual For Studentsvamsi_1990Încă nu există evaluări
- GX Simulator - Operating Manual - Sh080468engkDocument268 paginiGX Simulator - Operating Manual - Sh080468engkCesar CervantesÎncă nu există evaluări
- MCX Connector SeriesDocument15 paginiMCX Connector SeriesCmpterRFÎncă nu există evaluări
- Service ManualDocument42 paginiService ManualJose Domingo Maltez VallecilloÎncă nu există evaluări
- Atess Ev Charger Brochure202101Document18 paginiAtess Ev Charger Brochure202101owais mirÎncă nu există evaluări
- Littelfuse Suppression ProductsDocument403 paginiLittelfuse Suppression ProductsJorge MontanoÎncă nu există evaluări
- Positive, Zero, Negative Sequence of AlternatorDocument3 paginiPositive, Zero, Negative Sequence of AlternatorJeya KannanÎncă nu există evaluări
- 4440 4540 4545Document2 pagini4440 4540 4545coolwatersÎncă nu există evaluări
- Improving Power System Stability Through Integrated Power System Stabilizers - 100520Document25 paginiImproving Power System Stability Through Integrated Power System Stabilizers - 100520soumyanitcÎncă nu există evaluări
- Mod Philips Fortimo Led Strip 24in 2200LM 840 929000778013 Set 570ma PDFDocument10 paginiMod Philips Fortimo Led Strip 24in 2200LM 840 929000778013 Set 570ma PDFLuis Lujan ArevaloÎncă nu există evaluări
- D Inverter A Advanced GBDocument326 paginiD Inverter A Advanced GBRAMON FERNANDEZÎncă nu există evaluări
- Rbs/Bts Signal Cabling: DF PanelDocument1 paginăRbs/Bts Signal Cabling: DF PanelMayuSalanggaÎncă nu există evaluări
- Alternating Emf and CurrentDocument4 paginiAlternating Emf and Currentpraveen godaraÎncă nu există evaluări
- GE Fanuc AutomationDocument847 paginiGE Fanuc AutomationNgọc Phê HồÎncă nu există evaluări
- 2019 Tek Product Catalog Vol.1 PDFDocument94 pagini2019 Tek Product Catalog Vol.1 PDFkhawar mukhtarÎncă nu există evaluări
- 3 Blue Copper ProteinsDocument15 pagini3 Blue Copper ProteinsSergio BetancurÎncă nu există evaluări
- Programming Analogue SynthsDocument132 paginiProgramming Analogue SynthsGui Felipe100% (1)
- Austin Isolation TransformerDocument9 paginiAustin Isolation TransformermithunprayagÎncă nu există evaluări
- KubeCon 2019 - BYO 5G Network PDFDocument22 paginiKubeCon 2019 - BYO 5G Network PDFWHID InjectorÎncă nu există evaluări
- Cblephsu 03Document6 paginiCblephsu 03Saheb PriyadarshiÎncă nu există evaluări
- Eit (Internship) Iium Report - Mechatronics (2022)Document17 paginiEit (Internship) Iium Report - Mechatronics (2022)FareezÎncă nu există evaluări
- Tutorial OverviewDocument44 paginiTutorial OverviewBharavi K SÎncă nu există evaluări