S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Poulan Poulan Pro Chain Saw Service Repair Manual 1900 1950 2050 2055 2075 2150 2175 2375 Wild Thing 2250 2450 2550 220 221 221le 260 260leDocument31 paginiPoulan Poulan Pro Chain Saw Service Repair Manual 1900 1950 2050 2055 2075 2150 2175 2375 Wild Thing 2250 2450 2550 220 221 221le 260 260leJoãoBapt100% (4)
- Gunslinger PDFDocument36 paginiGunslinger PDFscott100% (2)
- Caja de Cambios AT2512C (I-Shift) - Software PDFDocument30 paginiCaja de Cambios AT2512C (I-Shift) - Software PDFLenny Virgo100% (5)
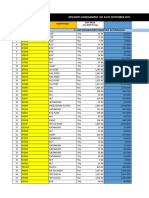
- Monark - RTN Parts Consignment List - Final - Sept92017Document18 paginiMonark - RTN Parts Consignment List - Final - Sept92017iversonÎncă nu există evaluări
- Parkdean Resorts Warmwell MapDocument1 paginăParkdean Resorts Warmwell MapLiam CarlyonÎncă nu există evaluări
- Pages From 05-01269 Regeneration API-617-datasheet-rev11 PDFDocument1 paginăPages From 05-01269 Regeneration API-617-datasheet-rev11 PDFalikajbafÎncă nu există evaluări
- SECAPORE - Six Month Training ProgramDocument4 paginiSECAPORE - Six Month Training Programpaulbenedict423Încă nu există evaluări
- Artigo Turibio Leite de Barros High Intensity Motion Pattern Analysis of Brazilian Elite Soccer Players in Different Positional RolesDocument1 paginăArtigo Turibio Leite de Barros High Intensity Motion Pattern Analysis of Brazilian Elite Soccer Players in Different Positional RoleshenriquecrgÎncă nu există evaluări
- Arthroscopic SurgeryDocument56 paginiArthroscopic Surgerycheung tin chuiÎncă nu există evaluări
- SSC GKDocument231 paginiSSC GKdelhimyth100% (1)
- Current Affairs November 2016 Quiz PDFDocument62 paginiCurrent Affairs November 2016 Quiz PDFAritraRionKunduÎncă nu există evaluări
- 531 v3.0F ReleaseDocument89 pagini531 v3.0F ReleaseLeopoldo SFÎncă nu există evaluări
- 1607a1e0e598f5 - XapuzavutaruxisugorDocument3 pagini1607a1e0e598f5 - XapuzavutaruxisugorKirstine JonesÎncă nu există evaluări
- Adele - Rolling in The Deep - 1.0Document1 paginăAdele - Rolling in The Deep - 1.0Jennifer PorterÎncă nu există evaluări
- OnderdelenlijstDocument120 paginiOnderdelenlijstMagistro87Încă nu există evaluări
- AAA Eastern: Norview High School Is A Public High School in CentralDocument8 paginiAAA Eastern: Norview High School Is A Public High School in CentraldakotapalmÎncă nu există evaluări
- Tyro Turf Box Cricket Tornament Rule BookDocument3 paginiTyro Turf Box Cricket Tornament Rule BooknandolajasmitÎncă nu există evaluări
- Is BCCI A StateDocument5 paginiIs BCCI A StateSamiksha JainÎncă nu există evaluări
- Reflective EssayDocument4 paginiReflective EssayjordanboehningÎncă nu există evaluări
- The Power of One More Day GuideDocument4 paginiThe Power of One More Day GuideHanyaniÎncă nu există evaluări
- Hernia StrangulataDocument17 paginiHernia StrangulataAnonymous pTQIbWT2i9Încă nu există evaluări
- Hormone STPMDocument1 paginăHormone STPMjennieÎncă nu există evaluări
- 1000 Baladas RomanceDocument3 pagini1000 Baladas RomanceSE CarlosÎncă nu există evaluări
- Prop Valve Mod InstructionsDocument1 paginăProp Valve Mod InstructionsHenry CanalesÎncă nu există evaluări
- Updated May 31 2019 Top 10 Track and Field RecordsDocument38 paginiUpdated May 31 2019 Top 10 Track and Field Recordsapi-344410484Încă nu există evaluări
- DIY-Football-Game-Using-REKABIT-With-Microbit SCDocument10 paginiDIY-Football-Game-Using-REKABIT-With-Microbit SCjdopgmaÎncă nu există evaluări
- Quiz 1-The Gorgon's HeadDocument1 paginăQuiz 1-The Gorgon's HeadJEN100% (1)
- Roguish Archetype - Shadow Dancer (DND)Document3 paginiRoguish Archetype - Shadow Dancer (DND)Lennox StevensonÎncă nu există evaluări
- Safe Operating Procedure Pallet Jack: Personal Protective EquipmentDocument4 paginiSafe Operating Procedure Pallet Jack: Personal Protective EquipmentXionÎncă nu există evaluări