S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Sheet 1 - Introduction To Heat Transfer MechanismsDocument2 paginiSheet 1 - Introduction To Heat Transfer MechanismsAhmed YousryÎncă nu există evaluări
- VMP Manual PDFDocument106 paginiVMP Manual PDFkikiÎncă nu există evaluări
- Bpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Document1 paginăBpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Amol TupeÎncă nu există evaluări
- Chapter 1 To 4Document121 paginiChapter 1 To 4Haiqal Aziz100% (1)
- Aerodynamics - IIDocument10 paginiAerodynamics - IIVejay RamÎncă nu există evaluări
- DR - Szirmay RókusDocument3 paginiDR - Szirmay RókusDR.Szirmay Rókus Phd.Încă nu există evaluări
- RB Cagmat Review Center - Cs-Photosynthesis PDFDocument33 paginiRB Cagmat Review Center - Cs-Photosynthesis PDFBergo AgustinÎncă nu există evaluări
- MSDS DowthermDocument4 paginiMSDS DowthermfebriantabbyÎncă nu există evaluări
- Samuela Lahai - WSJ-DemandDocument3 paginiSamuela Lahai - WSJ-DemandSamuela LahaiÎncă nu există evaluări
- Fresh Cut FruitsDocument25 paginiFresh Cut FruitsMuhammad FaisalÎncă nu există evaluări
- Enhancing Methane Production From Rice Straw by Extrusion PretreatmentDocument8 paginiEnhancing Methane Production From Rice Straw by Extrusion PretreatmentHenry VilchezÎncă nu există evaluări
- Tetrahedral and octahedral void sizes in close packingDocument7 paginiTetrahedral and octahedral void sizes in close packingPrachi Agarwal100% (1)
- DilutionDocument12 paginiDilutioncristina tina100% (1)
- Whole soybean probiotic carrierDocument6 paginiWhole soybean probiotic carrieryamunaa91Încă nu există evaluări
- Jairo Alonso Paredes-C., Luís Miguel Romero-R., Julián David de Bedout-O. & Carlos Mauricio Bernal-RDocument7 paginiJairo Alonso Paredes-C., Luís Miguel Romero-R., Julián David de Bedout-O. & Carlos Mauricio Bernal-RJhon barreraÎncă nu există evaluări
- MCQsDocument77 paginiMCQsIqra MustafaÎncă nu există evaluări
- Garlic - Toxic and A Brain Synchronization DestroyerDocument6 paginiGarlic - Toxic and A Brain Synchronization Destroyerxreader0Încă nu există evaluări
- Paper IATMIDocument18 paginiPaper IATMIpermanahendÎncă nu există evaluări
- LINGHEIN 355KW COMPRESSOR Introduction PDFDocument18 paginiLINGHEIN 355KW COMPRESSOR Introduction PDFAriantoÎncă nu există evaluări
- Examiner Tips For O Level Chemistry 5070 FINALDocument10 paginiExaminer Tips For O Level Chemistry 5070 FINALMuhammad Bin Anis75% (4)
- Sanken News: House of Fashion Shopping MallDocument10 paginiSanken News: House of Fashion Shopping Mallmalan_ubÎncă nu există evaluări
- 20 Well MixedDocument4 pagini20 Well MixedUsman UmarÎncă nu există evaluări
- AxDocument11 paginiAxAMB SpainÎncă nu există evaluări
- CRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)Document3 paginiCRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)azharbÎncă nu există evaluări
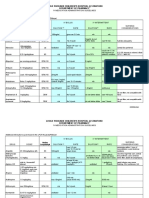
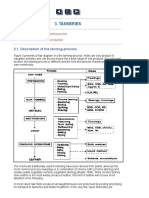
- TANNERIESDocument7 paginiTANNERIESzalabiÎncă nu există evaluări
- ClotrimazoleDocument5 paginiClotrimazoleJuan PerezÎncă nu există evaluări
- BIO2OO - Introduction Tissues, Classification of Living Things & Ecology 1.1.0 Animal TissueDocument19 paginiBIO2OO - Introduction Tissues, Classification of Living Things & Ecology 1.1.0 Animal TissueMark SullivanÎncă nu există evaluări
- D1208Document3 paginiD1208Ненад КнежевићÎncă nu există evaluări
- Formation of root & shoot from callus cultureDocument40 paginiFormation of root & shoot from callus cultureKiran KurhadeÎncă nu există evaluări
- Basic Inorganic Nomenclature RulesDocument4 paginiBasic Inorganic Nomenclature RulesAnirudh WaliaÎncă nu există evaluări