S-ar putea să vă placă și
- Engineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemDocument45 paginiEngineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemUmar ShehzadÎncă nu există evaluări
- King Salman Airbase Project Dirab: Inspection and Test PlanDocument6 paginiKing Salman Airbase Project Dirab: Inspection and Test PlanAnonymous NR3qZ30Încă nu există evaluări
- MST-CO-002 (MS For BLASTING AND PAINTING)Document6 paginiMST-CO-002 (MS For BLASTING AND PAINTING)Delta akathehuskyÎncă nu există evaluări
- Method Statement: Consolidated Contractors Company & Teyseer Contracting Company J.VDocument10 paginiMethod Statement: Consolidated Contractors Company & Teyseer Contracting Company J.Vrvsreddy1972Încă nu există evaluări
- MIP17-HSE-JSA-022 For Installation of Overhead Powerlines - 2022 Rev.1 (Khursaniyah Area)Document14 paginiMIP17-HSE-JSA-022 For Installation of Overhead Powerlines - 2022 Rev.1 (Khursaniyah Area)AmeerHamzaWarraichÎncă nu există evaluări
- NEOM Innovative Project ReportDocument32 paginiNEOM Innovative Project ReportVishal SinghÎncă nu există evaluări
- ITP for Lightning Protection SystemDocument6 paginiITP for Lightning Protection SystemAnonymous NR3qZ30Încă nu există evaluări
- Excavation and Fill SpecificationsDocument35 paginiExcavation and Fill SpecificationsMohamedOmar83Încă nu există evaluări
- Kkia - Development of Terminals (1,2,3 &4) : Indirect Cost SummaryDocument1 paginăKkia - Development of Terminals (1,2,3 &4) : Indirect Cost SummaryBurak BaşÎncă nu există evaluări
- Experience Letter - Az Abdullah JameelDocument1 paginăExperience Letter - Az Abdullah JameelSher DilÎncă nu există evaluări
- 000-A-JD-801400-231 - Rev B SOW - Part-3Document6 pagini000-A-JD-801400-231 - Rev B SOW - Part-3Senthil KumarÎncă nu există evaluări
- APPENDIX A3 - Concrete Batching PlantDocument6 paginiAPPENDIX A3 - Concrete Batching PlantAymanEssamÎncă nu există evaluări
- Sen 1399 CSD Pur MR 052 01Document16 paginiSen 1399 CSD Pur MR 052 01Kamran JamilÎncă nu există evaluări
- BSP Project Quality Awareness Trainings (New)Document22 paginiBSP Project Quality Awareness Trainings (New)amirrulasyrafÎncă nu există evaluări
- v3 Response MC Ph01 p04 15a02 Sab Mir Ele 000001Document7 paginiv3 Response MC Ph01 p04 15a02 Sab Mir Ele 000001ehteshamÎncă nu există evaluări
- METHOD STATEMENT FOR Pneumatic TestDocument11 paginiMETHOD STATEMENT FOR Pneumatic TestzahidÎncă nu există evaluări
- Pipe Line ConstructionDocument63 paginiPipe Line ConstructionARJUN100% (1)
- 000-A-JD-801400-231 - Rev B SOW - Part-2 PDFDocument6 pagini000-A-JD-801400-231 - Rev B SOW - Part-2 PDFSenthil KumarÎncă nu există evaluări
- Engineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemDocument7 paginiEngineer'S Stamp: Contractor'S Stamp:: Al Qunfudhah New City Feeder Water Transmission SystemLouis ClarkÎncă nu există evaluări
- Commercialisation of Unconventional Resources Jafurah Utilities Interconnecting Facility PackageIII Saudi Arabia - Profile - 160222Document7 paginiCommercialisation of Unconventional Resources Jafurah Utilities Interconnecting Facility PackageIII Saudi Arabia - Profile - 160222salman KhanÎncă nu există evaluări
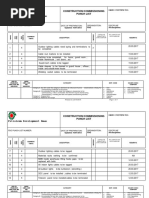
- Petroleum Development Oman Construction/Commissioning Punch ListDocument5 paginiPetroleum Development Oman Construction/Commissioning Punch ListMuthu KumaranÎncă nu există evaluări
- TRN 0515 B PDFDocument15 paginiTRN 0515 B PDFrayÎncă nu există evaluări
- Transformers Installation ITPDocument5 paginiTransformers Installation ITPsartajÎncă nu există evaluări
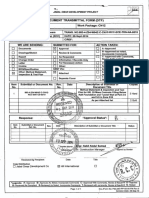
- Document Transmittal Form (DTF) : Jabal Omar Development ProjectDocument13 paginiDocument Transmittal Form (DTF) : Jabal Omar Development ProjectrayÎncă nu există evaluări
- SA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationDocument13 paginiSA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationABAID ULLAHÎncă nu există evaluări
- 002-PDS-CON-010 Method Statement For Site Preparation WorksDocument15 pagini002-PDS-CON-010 Method Statement For Site Preparation WorksMalik ZamanÎncă nu există evaluări
- Saudi Aramco Utilities & Water Treatment Facilities Package BidDocument7 paginiSaudi Aramco Utilities & Water Treatment Facilities Package Bidsalman KhanÎncă nu există evaluări
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 paginiQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalÎncă nu există evaluări
- Sinopec Branch Augments HDD Anchor CapacityDocument22 paginiSinopec Branch Augments HDD Anchor CapacityAmeerHamzaWarraichÎncă nu există evaluări
- Method Statement Pipe Re-Routing Saudi BinladinDocument11 paginiMethod Statement Pipe Re-Routing Saudi BinladinShyju MelepurathÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument15 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Mechanical Engineer ResumeDocument5 paginiMechanical Engineer ResumeChandraSekaranBmÎncă nu există evaluări
- BOQ REV-01 Un-PricedDocument6 paginiBOQ REV-01 Un-PricedZain AbidiÎncă nu există evaluări
- A00 Za e 0009635 - BBG - BDocument30 paginiA00 Za e 0009635 - BBG - Bjustin vivek0% (1)
- Inspectable MaterialsDocument2 paginiInspectable MaterialsMohamed RedaÎncă nu există evaluări
- Vol I Overall Index Tender DocsDocument7 paginiVol I Overall Index Tender DocsSlobodan VajdicÎncă nu există evaluări
- Lightning Protection System Design and Installation SpecificationDocument16 paginiLightning Protection System Design and Installation SpecificationAzhar AliÎncă nu există evaluări
- Ras Laffan Onshore Expansion Project Firewater Line Excavation Method StatementDocument4 paginiRas Laffan Onshore Expansion Project Firewater Line Excavation Method Statementrvsreddy1972Încă nu există evaluări
- BSST-TECH-CPJ17348-001 MDS-Material Approval Request For Application of CoatingDocument83 paginiBSST-TECH-CPJ17348-001 MDS-Material Approval Request For Application of CoatingAhmed MahjoubÎncă nu există evaluări
- NTC Capability StatementDocument40 paginiNTC Capability StatementSana IdreesÎncă nu există evaluări
- JGCP Pms PP 769 SP 0001Document398 paginiJGCP Pms PP 769 SP 0001Ahmed BoraeyÎncă nu există evaluări
- EN Folder Group ILF PDFDocument20 paginiEN Folder Group ILF PDFMishealÎncă nu există evaluări
- (Package-2-Mech Works) : Clean Fuels ProjectDocument14 pagini(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneÎncă nu există evaluări
- Hill Method StatementDocument2 paginiHill Method StatementrayÎncă nu există evaluări
- Electrical EquipmentDocument102 paginiElectrical EquipmentEmil VargheseÎncă nu există evaluări
- Engineering, Procurement & Construction: Consolidated Contractors CompanyDocument20 paginiEngineering, Procurement & Construction: Consolidated Contractors Companymohammad kassarÎncă nu există evaluări
- Concrete Finishing ProcedureDocument11 paginiConcrete Finishing ProcedureGaneshÎncă nu există evaluări
- Project Methodology TUWAIQDocument460 paginiProject Methodology TUWAIQMd TaufiqueÎncă nu există evaluări
- Registration ManualDocument30 paginiRegistration ManualSALES AL ABERÎncă nu există evaluări
- H274743003P00 PDFDocument27 paginiH274743003P00 PDFMohamed Amr0% (1)
- QA10-G-003 - Vol II Sec 3 - Special Conditions of Contract - English - With Track ChangesDocument31 paginiQA10-G-003 - Vol II Sec 3 - Special Conditions of Contract - English - With Track ChangesLouis ClarkÎncă nu există evaluări
- MARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaDocument10 paginiMARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaFaraaz MohammedÎncă nu există evaluări
- Span Approved Vendor Category ADocument27 paginiSpan Approved Vendor Category AyongksÎncă nu există evaluări
- Piping and Instrumentation Diagram For HPU: Adcop - Abu Dhabi Crude Oil Pipeline Project Habshan - FujairahDocument4 paginiPiping and Instrumentation Diagram For HPU: Adcop - Abu Dhabi Crude Oil Pipeline Project Habshan - FujairahAdityaÎncă nu există evaluări
- MTO Pipeline Mazalij Civil SubconDocument20 paginiMTO Pipeline Mazalij Civil SubconJonald DagsaÎncă nu există evaluări
- Schedule B - Attachment IV Project Facilities RequirementsDocument52 paginiSchedule B - Attachment IV Project Facilities Requirementsxue jun xiangÎncă nu există evaluări
- Company ProfileDocument21 paginiCompany ProfileSalman MajeedÎncă nu există evaluări
- Method of Statement - MarafiqDocument9 paginiMethod of Statement - MarafiqelbaraniÎncă nu există evaluări
- Method of Statements (Rolling Rolling Procedure)Document12 paginiMethod of Statements (Rolling Rolling Procedure)Ravi TyagiÎncă nu există evaluări
- Branch Installation and Hot Tapping Method StatementDocument7 paginiBranch Installation and Hot Tapping Method Statementrvsreddy1972Încă nu există evaluări
- MQ SP B 4922 PDFDocument42 paginiMQ SP B 4922 PDFjaseel kÎncă nu există evaluări
- Specification - Automatic Water Mist Fire Protection SystemsDocument21 paginiSpecification - Automatic Water Mist Fire Protection SystemsJaseelKanhirathinkalÎncă nu există evaluări
- MQ SP B 4917Document12 paginiMQ SP B 4917jaseel kÎncă nu există evaluări
- MQ SP B 4916Document14 paginiMQ SP B 4916jaseel kÎncă nu există evaluări
- MQ SP B 4907 PDFDocument17 paginiMQ SP B 4907 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4914Document16 paginiMQ SP B 4914jaseel kÎncă nu există evaluări
- Specification - Stationary Fire PumpsDocument29 paginiSpecification - Stationary Fire PumpsJaseelKanhirathinkalÎncă nu există evaluări
- Foam Fire Suppression Systems SpecificationDocument18 paginiFoam Fire Suppression Systems SpecificationJaseelKanhirathinkalÎncă nu există evaluări
- MQ SP B 4906 PDFDocument21 paginiMQ SP B 4906 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4908 PDFDocument25 paginiMQ SP B 4908 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4913Document17 paginiMQ SP B 4913jaseel kÎncă nu există evaluări
- MQ SP B 4912Document12 paginiMQ SP B 4912jaseel kÎncă nu există evaluări
- MARAFIQ Automatic Wet Sprinkler Systems SpecificationDocument22 paginiMARAFIQ Automatic Wet Sprinkler Systems SpecificationJaseelKanhirathinkalÎncă nu există evaluări
- Specification - Water Spray Fixed SystemsDocument23 paginiSpecification - Water Spray Fixed SystemsJaseelKanhirathinkalÎncă nu există evaluări
- MQ SP B 4904Document16 paginiMQ SP B 4904jaseel kÎncă nu există evaluări
- MQ SP B 4905 PDFDocument22 paginiMQ SP B 4905 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4913Document17 paginiMQ SP B 4913jaseel kÎncă nu există evaluări
- MQ SP B 4915Document16 paginiMQ SP B 4915jaseel kÎncă nu există evaluări
- Specification - Automatic Water Mist Fire Protection SystemsDocument21 paginiSpecification - Automatic Water Mist Fire Protection SystemsJaseelKanhirathinkalÎncă nu există evaluări
- Fire Hydrant Flow Requirements for Jubail and Yanbu UtilitiesDocument11 paginiFire Hydrant Flow Requirements for Jubail and Yanbu UtilitiesHedi Ben MohamedÎncă nu există evaluări
- MQ SP B 4918 PDFDocument11 paginiMQ SP B 4918 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4912Document12 paginiMQ SP B 4912jaseel kÎncă nu există evaluări
- MQ SP B 4922 PDFDocument42 paginiMQ SP B 4922 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4900Document17 paginiMQ SP B 4900Hedi Ben MohamedÎncă nu există evaluări
- MQ SP B 4916Document14 paginiMQ SP B 4916jaseel kÎncă nu există evaluări
- Specification - Stationary Fire PumpsDocument29 paginiSpecification - Stationary Fire PumpsJaseelKanhirathinkalÎncă nu există evaluări
- MQ SP B 4908 PDFDocument25 paginiMQ SP B 4908 PDFjaseel kÎncă nu există evaluări
- MQ SP B 4915Document16 paginiMQ SP B 4915jaseel kÎncă nu există evaluări
- MQ SP B 4904Document16 paginiMQ SP B 4904jaseel kÎncă nu există evaluări
- MQ SP B 4914Document16 paginiMQ SP B 4914jaseel kÎncă nu există evaluări
- Asm Master Oral Notes - As Per New SyllabusDocument262 paginiAsm Master Oral Notes - As Per New Syllabusshanti prakhar100% (1)
- 8086 Microprocessor: J Srinivasa Rao Govt Polytechnic Kothagudem KhammamDocument129 pagini8086 Microprocessor: J Srinivasa Rao Govt Polytechnic Kothagudem KhammamAnonymous J32rzNf6OÎncă nu există evaluări
- Ericsson 3G Chapter 5 (Service Integrity) - WCDMA RAN OptDocument61 paginiEricsson 3G Chapter 5 (Service Integrity) - WCDMA RAN OptMehmet Can KahramanÎncă nu există evaluări
- After EffectsDocument56 paginiAfter EffectsRodrigo ArgentoÎncă nu există evaluări
- p2 - Guerrero Ch13Document40 paginip2 - Guerrero Ch13JerichoPedragosa88% (17)
- Study Quran Online - The Online Quran Teaching Academy UK - QutorDocument9 paginiStudy Quran Online - The Online Quran Teaching Academy UK - QutorQutor co ukÎncă nu există evaluări
- Control Systems Engineering by S C Goyal U A Bakshi PDFDocument3 paginiControl Systems Engineering by S C Goyal U A Bakshi PDFShubham SinghÎncă nu există evaluări
- Fi 7160Document2 paginiFi 7160maxis2022Încă nu există evaluări
- Lending Tree PDFDocument14 paginiLending Tree PDFAlex OanonoÎncă nu există evaluări
- Research of William Wells at HarvardDocument10 paginiResearch of William Wells at HarvardARGHA MANNAÎncă nu există evaluări
- Climate Change in Bryce CanyonDocument8 paginiClimate Change in Bryce CanyonClaire CriseÎncă nu există evaluări
- Research PaperDocument15 paginiResearch PapershrirangÎncă nu există evaluări
- Design of Steel Structures Handout 2012-2013Document3 paginiDesign of Steel Structures Handout 2012-2013Tushar Gupta100% (1)
- Stress Out?: A Study of Trends in Workplace Stress Across The GlobeDocument14 paginiStress Out?: A Study of Trends in Workplace Stress Across The GlobeVishesh Vij100% (1)
- Capex Vs RescoDocument1 paginăCapex Vs Rescosingla.nishant1245Încă nu există evaluări
- Abend CodesDocument8 paginiAbend Codesapi-27095622100% (1)
- CM Template For Flora and FaunaDocument3 paginiCM Template For Flora and FaunaJonathan Renier Verzosa0% (1)
- Basics of Duct DesignDocument2 paginiBasics of Duct DesignRiza BahrullohÎncă nu există evaluări
- Thinking and Acting Outside The BoxDocument36 paginiThinking and Acting Outside The BoxMariecris GatlabayanÎncă nu există evaluări
- Self-Learning Module in General Chemistry 1 LessonDocument9 paginiSelf-Learning Module in General Chemistry 1 LessonGhaniella B. JulianÎncă nu există evaluări
- Sheet (1) : An Iron Ring Has A Cross-Sectional Area of 3 CMDocument2 paginiSheet (1) : An Iron Ring Has A Cross-Sectional Area of 3 CMKhalifa MohamedÎncă nu există evaluări
- The Quantum Gravity LagrangianDocument3 paginiThe Quantum Gravity LagrangianNige Cook100% (2)
- Special Proceedings Case DigestDocument14 paginiSpecial Proceedings Case DigestDyan Corpuz-Suresca100% (1)
- AP World History: Islamic Empires and Scientific AdvancementDocument55 paginiAP World History: Islamic Empires and Scientific AdvancementJa'TasiaÎncă nu există evaluări
- Pic Attack1Document13 paginiPic Attack1celiaescaÎncă nu există evaluări
- SRC400C Rough-Terrain Crane 40 Ton Lifting CapacityDocument1 paginăSRC400C Rough-Terrain Crane 40 Ton Lifting CapacityStephen LowÎncă nu există evaluări
- Goes 300 S Service ManualDocument188 paginiGoes 300 S Service ManualШурик КамушкинÎncă nu există evaluări
- Corporate GovernanceDocument35 paginiCorporate GovernanceshrikirajÎncă nu există evaluări
- Wei Et Al 2016Document7 paginiWei Et Al 2016Aline HunoÎncă nu există evaluări
- 6a. ICMR STSDocument15 pagini6a. ICMR STSVishnu Praba AÎncă nu există evaluări