S-ar putea să vă placă și
- Flange SpectacleDocument10 paginiFlange SpectacleHotnCrispy CrispyÎncă nu există evaluări
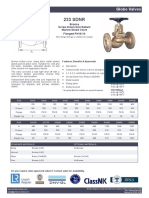
- Stop Abd Check ValveDocument1 paginăStop Abd Check ValveHotnCrispy CrispyÎncă nu există evaluări
- Hydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDDocument9 paginiHydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDHotnCrispy CrispyÎncă nu există evaluări
- PN16 Cast Iron Globe Valve - SDNR: SKU: GV5198Document2 paginiPN16 Cast Iron Globe Valve - SDNR: SKU: GV5198HotnCrispy CrispyÎncă nu există evaluări
- Ideapad Miix310-10ICR Platform Specifi CationsDocument1 paginăIdeapad Miix310-10ICR Platform Specifi CationsHotnCrispy CrispyÎncă nu există evaluări
- Threaded CouplingDocument5 paginiThreaded CouplingHotnCrispy CrispyÎncă nu există evaluări
- Overseas Workers Welfare Administration: (Mm/date/yearDocument1 paginăOverseas Workers Welfare Administration: (Mm/date/yearHotnCrispy CrispyÎncă nu există evaluări
- Piping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFDocument4 paginiPiping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFIvan Roco78% (9)
- Mathematical SymbolsDocument5 paginiMathematical SymbolsJohn TingÎncă nu există evaluări
- 9859Document20 pagini9859HotnCrispy CrispyÎncă nu există evaluări
- Tioga Pipe ChartDocument2 paginiTioga Pipe ChartMahmoud GaberÎncă nu există evaluări
- TBD Angl PDFDocument24 paginiTBD Angl PDFAtiqur RahmanÎncă nu există evaluări
- List of Mathematical SymbolsDocument20 paginiList of Mathematical SymbolsHotnCrispy CrispyÎncă nu există evaluări
- Dev Plast Put TDDocument3 paginiDev Plast Put TDHotnCrispy CrispyÎncă nu există evaluări
- PE CoatingDocument8 paginiPE CoatingHotnCrispy CrispyÎncă nu există evaluări
- DimensionsDocument22 paginiDimensionsanmol6237Încă nu există evaluări
- CS S 14WeldingandGrindingSafety - Rev1 PDFDocument9 paginiCS S 14WeldingandGrindingSafety - Rev1 PDFnqh2009Încă nu există evaluări
- TBD Angl PDFDocument24 paginiTBD Angl PDFAtiqur RahmanÎncă nu există evaluări
- OdmeDocument2 paginiOdmeHotnCrispy CrispyÎncă nu există evaluări
- Standarde Din FlangeDocument45 paginiStandarde Din Flangeadri2Încă nu există evaluări
- Wse2011 K1 PDFDocument4 paginiWse2011 K1 PDFHotnCrispy CrispyÎncă nu există evaluări
- 3LPE 1d44a0 PDFDocument33 pagini3LPE 1d44a0 PDFHotnCrispy CrispyÎncă nu există evaluări
- Wse2011 K1 PDFDocument4 paginiWse2011 K1 PDFHotnCrispy CrispyÎncă nu există evaluări
- 3000 ManualDocument24 pagini3000 ManualHotnCrispy CrispyÎncă nu există evaluări
- SOGIE Equality BillDocument8 paginiSOGIE Equality BillJohn Roice M. AldezaÎncă nu există evaluări
- Development Informatics: Working Paper SeriesDocument13 paginiDevelopment Informatics: Working Paper SeriesHotnCrispy CrispyÎncă nu există evaluări
- Sds MethanolDocument8 paginiSds MethanolalumnopitagorasÎncă nu există evaluări
- Big DataDocument16 paginiBig DataHotnCrispy CrispyÎncă nu există evaluări
- Big Data and Open Data As SustainabilityDocument30 paginiBig Data and Open Data As SustainabilityEleazar Chi PérezÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Kiskan 2017Document61 paginiKiskan 2017Siraj AL sharifÎncă nu există evaluări
- Plastics: Standard Terminology Relating ToDocument17 paginiPlastics: Standard Terminology Relating ToPyone Ei ZinÎncă nu există evaluări
- ID2920 - Silirub 908Document2 paginiID2920 - Silirub 908hhnp204Încă nu există evaluări
- Technical Data TB2448 Ver March 9, 2012Document13 paginiTechnical Data TB2448 Ver March 9, 2012anhthoÎncă nu există evaluări
- Lonza Brochures Lonzacure Product RangeDocument1 paginăLonza Brochures Lonzacure Product RangeManuel LentiÎncă nu există evaluări
- OvensDocument10 paginiOvensade_wulan91Încă nu există evaluări
- HexPly M77 EpoxyResin DataSheetDocument4 paginiHexPly M77 EpoxyResin DataSheetpablo.vila2000Încă nu există evaluări
- Radiation Curing Os CoatingsDocument9 paginiRadiation Curing Os CoatingsLangleyÎncă nu există evaluări
- Influence of Moisture On The Thermal AND Mechanical Properties of Autoclaved AND Oven-Cured Kevlar-49/Epoxy LaminatesDocument7 paginiInfluence of Moisture On The Thermal AND Mechanical Properties of Autoclaved AND Oven-Cured Kevlar-49/Epoxy LaminatespraneshÎncă nu există evaluări
- THU-002-Michel Ravers, Kaneka Belgium NVDocument19 paginiTHU-002-Michel Ravers, Kaneka Belgium NVŞafakÎncă nu există evaluări
- Curing W SulfurDocument10 paginiCuring W SulfurIshtiaq RehmanÎncă nu există evaluări
- Teroson RB 3203-EnDocument2 paginiTeroson RB 3203-EnAlbÎncă nu există evaluări
- Enviroline 125u+ds+engDocument4 paginiEnviroline 125u+ds+engMohamed NouzerÎncă nu există evaluări
- RisunDocument2 paginiRisunPranshu JainÎncă nu există evaluări
- Chapter 6. Machining and Joining of FRC - 7th May 2021Document43 paginiChapter 6. Machining and Joining of FRC - 7th May 2021Narendra GadkariÎncă nu există evaluări
- BASF - Laromer LR 9000 PDFDocument3 paginiBASF - Laromer LR 9000 PDFLin NiuÎncă nu există evaluări
- 18 Polymer Matrix: Epoxy ResinsDocument21 pagini18 Polymer Matrix: Epoxy ResinsIvan Fisgativa VillarragaÎncă nu există evaluări
- Angus Zoldine Xl-29se Crosslinker TdsDocument9 paginiAngus Zoldine Xl-29se Crosslinker TdsAnkit MaheshwariÎncă nu există evaluări
- Standard Astm-F1743 PDFDocument8 paginiStandard Astm-F1743 PDFcloantafÎncă nu există evaluări
- Denture Base PolymersDocument47 paginiDenture Base PolymersAyeshaÎncă nu există evaluări
- Resinas de AdhesionDocument8 paginiResinas de AdhesionsupermamenÎncă nu există evaluări
- The Effect of Graphene Dispersion On The Mechanical Properties of Graphene/epoxy CompositesDocument12 paginiThe Effect of Graphene Dispersion On The Mechanical Properties of Graphene/epoxy CompositesVansala GanesanÎncă nu există evaluări
- Cure Cycle Optimization of Composites byDocument6 paginiCure Cycle Optimization of Composites byOliver RisteskiÎncă nu există evaluări
- Preliminary Studies of Self Curing Concrete With The Addition of PEGDocument16 paginiPreliminary Studies of Self Curing Concrete With The Addition of PEGJDMansuriÎncă nu există evaluări
- A319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-11-911-023)Document6 paginiA319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-11-911-023)Juan MartelÎncă nu există evaluări
- DION IMPACT 9102 SeriesDocument5 paginiDION IMPACT 9102 SeriesLENEEVERSONÎncă nu există evaluări
- Figure Sculpting in MiniatureDocument42 paginiFigure Sculpting in MiniatureFWyverÎncă nu există evaluări
- LT 2662a Brochure Design Guide For Bonding Rubber and Thermoplastic Elastomers Volume 3 2011Document82 paginiLT 2662a Brochure Design Guide For Bonding Rubber and Thermoplastic Elastomers Volume 3 2011OzkanÎncă nu există evaluări
- Handbook 36º PartesDocument20 paginiHandbook 36º PartesRobertÎncă nu există evaluări
- RIPSTAR PRIMERv2Document2 paginiRIPSTAR PRIMERv2Ankita Baban GavadeÎncă nu există evaluări