S-ar putea să vă placă și
- Manual NovatoDocument60 paginiManual NovatoJuan Guillermo Ibarguen100% (1)
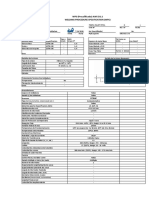
- WPS Urteaga TuberiaDocument2 paginiWPS Urteaga TuberiaH Adrian BarriosÎncă nu există evaluări
- Homologacion Se Soldadores y Procedimientos Segun ASMEDocument3 paginiHomologacion Se Soldadores y Procedimientos Segun ASMEmlmodÎncă nu există evaluări
- WPS Gmaw 001Document1 paginăWPS Gmaw 001Armando MendietaÎncă nu există evaluări
- .002.1. - Wps-Reparación FiltDocument1 pagină.002.1. - Wps-Reparación FiltLuis SotoÎncă nu există evaluări
- WPS - 15 - Arauco - GMAW - P8 GR 1 A P8 GR 1Document2 paginiWPS - 15 - Arauco - GMAW - P8 GR 1 A P8 GR 1Daniel Andres Alveal Bustamante100% (1)
- WPS Asme MCM HC 001Document2 paginiWPS Asme MCM HC 001MCM PROYECTOS E ING CONSTRUCCIONESÎncă nu există evaluări
- S&S-PRO-ACC-REP-SOL-003 - Reparacion de SoldaduraDocument7 paginiS&S-PRO-ACC-REP-SOL-003 - Reparacion de SoldaduraJosé Valles100% (1)
- WPQ Arguelles GongoraDocument1 paginăWPQ Arguelles GongoraMaldonado CarlosÎncă nu există evaluări
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Document3 paginiCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISÎncă nu există evaluări
- ASME 5 Art 2Document4 paginiASME 5 Art 2Walter RuedaÎncă nu există evaluări
- Manual de TuberiaDocument48 paginiManual de TuberiaNestor PuninaÎncă nu există evaluări
- Copia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSDocument2 paginiCopia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSsergio henriquezÎncă nu există evaluări
- WPQ-01-02-03 Fcaw-2-GemaDocument2 paginiWPQ-01-02-03 Fcaw-2-GemaErwin CalvoÎncă nu există evaluări
- Pot Ensayo Tofp para Sold. A Tope en Hdpe - Rubau.Document19 paginiPot Ensayo Tofp para Sold. A Tope en Hdpe - Rubau.Jorge Luis Vilela OrdinolaÎncă nu există evaluări
- Wps Soldadura CarlosDocument2 paginiWps Soldadura CarlosCarlos ZapataÎncă nu există evaluări
- Sustento de Tubería Con Especificación PSL 1Document12 paginiSustento de Tubería Con Especificación PSL 1Falcon JoeÎncă nu există evaluări
- Examen 1Document4 paginiExamen 1JulioCesarLunaIbañezÎncă nu există evaluări
- Calificación Soldador Hugo Cruz 4G 2022-157Document2 paginiCalificación Soldador Hugo Cruz 4G 2022-157Gabriel FajardoÎncă nu există evaluări
- Ejerc.1 RCPDocument4 paginiEjerc.1 RCPAndres MelianÎncă nu există evaluări
- Materiales para Planta de LicuefacciónDocument12 paginiMateriales para Planta de LicuefacciónFlor CanelonÎncă nu există evaluări
- Clínica de Códigos Asme Sección Ix - Edición 2021Document1 paginăClínica de Códigos Asme Sección Ix - Edición 2021Herlin Velasquez AguilarÎncă nu există evaluări
- Xrays Procedure Asme Sec Viii, Ix, B 31.3, 31.4 PDFDocument34 paginiXrays Procedure Asme Sec Viii, Ix, B 31.3, 31.4 PDFIván Darío Lizarazo MantillaÎncă nu există evaluări
- Registro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadDocument3 paginiRegistro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadAnonymous dDQyO0vÎncă nu există evaluări
- 7 Titanio 1Document1 pagină7 Titanio 1reneÎncă nu există evaluări
- Wps Urteaga Tuberia-DynoDocument2 paginiWps Urteaga Tuberia-DynoH Adrian BarriosÎncă nu există evaluări
- QW-482 Welding Procedure Specification (WPS)Document2 paginiQW-482 Welding Procedure Specification (WPS)JORDY ROBINSON CAICHIHUA VERGARAÎncă nu există evaluări
- Medicion de CorrosionDocument8 paginiMedicion de CorrosionJefferson100% (1)
- Plan de Emergencias y Contingencias 2021Document106 paginiPlan de Emergencias y Contingencias 2021karen ruizÎncă nu există evaluări
- WPS Tanque 5202aDocument7 paginiWPS Tanque 5202aJose PatiñoÎncă nu există evaluări
- Cables de AceroDocument71 paginiCables de AceroGabriel Sivila AlvarezÎncă nu există evaluări
- Reporte Diario de Producción de Soldaduras (Daily Report of Welding Production)Document1 paginăReporte Diario de Producción de Soldaduras (Daily Report of Welding Production)Jose Juan Gaspar100% (1)
- Problemas de RefrigeracionDocument37 paginiProblemas de RefrigeracionJeffersonÎncă nu există evaluări
- Proceso Del CobreDocument15 paginiProceso Del CobremarceloÎncă nu există evaluări
- Codigo Asme Seccion IxDocument28 paginiCodigo Asme Seccion IxAlexander Muñoz Sánchez100% (1)
- RA1-104 Cubos MetalicosDocument9 paginiRA1-104 Cubos Metalicosjcyepes12100% (1)
- Acueductos y Cloacas Parte 1Document27 paginiAcueductos y Cloacas Parte 1shatey15Încă nu există evaluări
- WPS AsmeDocument116 paginiWPS AsmeErmys BermudezÎncă nu există evaluări
- GST-F-033 - Revisión Dossier Febrero 08102020 PDFDocument7 paginiGST-F-033 - Revisión Dossier Febrero 08102020 PDFCarmen Elisa Torres SantanaÎncă nu există evaluări
- PQR Aws #03Document2 paginiPQR Aws #03AngelTinocoÎncă nu există evaluări
- WPS AsmeDocument3 paginiWPS AsmeDaniel ZapataÎncă nu există evaluări
- 7 Registro de Homologacion Del Soldador Jorge LuisDocument2 pagini7 Registro de Homologacion Del Soldador Jorge LuisSantiago AponteÎncă nu există evaluări
- Especificación Del Procedimiento de Soldadura (WPS) : ManualDocument54 paginiEspecificación Del Procedimiento de Soldadura (WPS) : ManualLesly Karol Yamada FloresÎncă nu există evaluări
- Rooc BalbinDocument2 paginiRooc BalbinCarlos Lluen AquinoÎncă nu există evaluări
- PQR Procedimiento de Soldadura FILETES (1) 2Document4 paginiPQR Procedimiento de Soldadura FILETES (1) 2ANDRES SARASTI100% (1)
- CYPMA WPTR 399 21 Ing. Erick VazquezDocument3 paginiCYPMA WPTR 399 21 Ing. Erick VazquezErick VazquezÎncă nu există evaluări
- Registro de Calificacion Del Soldador RaulDocument12 paginiRegistro de Calificacion Del Soldador RaulSantiago AponteÎncă nu există evaluări
- Soplo Magnético, Manual de Soldadura EXSA OERLIKON 30Document1 paginăSoplo Magnético, Manual de Soldadura EXSA OERLIKON 30Hugo Alfredo Ordóñez ChocanoÎncă nu există evaluări
- Preguntas ASMEDocument6 paginiPreguntas ASMEwili_ab8040Încă nu există evaluări
- Categorias de FluidosDocument8 paginiCategorias de FluidosFreddy AyalaÎncă nu există evaluări
- QG 106 Asme Sec IxDocument3 paginiQG 106 Asme Sec Ixsantiago barrionuevoÎncă nu există evaluări
- WPS Especificación Procedimiento de SoldaduraDocument4 paginiWPS Especificación Procedimiento de SoldaduraJose CaroÎncă nu există evaluări
- El ABC de La Calificación de Procedimientos de SoldaduraDocument27 paginiEl ABC de La Calificación de Procedimientos de Soldaduramasv792512100% (1)
- Conexiones RamalesDocument5 paginiConexiones RamalesgeoswaldÎncă nu există evaluări
- WPS 12mmDocument2 paginiWPS 12mmTonyRiverosBecerraÎncă nu există evaluări
- WPQ Tuberia API Diametros MenoresDocument11 paginiWPQ Tuberia API Diametros MenoresArmando JoyaÎncă nu există evaluări
- Wps de SoldaduraDocument2 paginiWps de SoldaduraVictor Almanza50% (2)
- WPQ API Oscar DelgadoDocument1 paginăWPQ API Oscar DelgadoBrayan RojasÎncă nu există evaluări
- Norma e 165 95 Liquidos PenetrDocument12 paginiNorma e 165 95 Liquidos PenetrLuis Manuel EspinosaÎncă nu există evaluări
- Procedimiento de Fabricación API 650Document11 paginiProcedimiento de Fabricación API 650Ariel Omar Morales VieyraÎncă nu există evaluări
- Especificaciones Del Procedimiento de SoldaduraDocument3 paginiEspecificaciones Del Procedimiento de SoldaduraerboalÎncă nu există evaluări
- NACE SP 0294 2006 (Parte 3) ESDocument15 paginiNACE SP 0294 2006 (Parte 3) ESCarlos Lluen AquinoÎncă nu există evaluări
- Estudio de Nube de Puntos GEO063 PDFDocument7 paginiEstudio de Nube de Puntos GEO063 PDFNinfa SuarezÎncă nu există evaluări
- Procedimiento Trabajos en SitioDocument8 paginiProcedimiento Trabajos en SitiomaupatasÎncă nu există evaluări
- WPQ Rha API 1104t 01Document1 paginăWPQ Rha API 1104t 01Kevvin Danniel DazzaÎncă nu există evaluări
- Asme Ix-2010-Español PDFDocument200 paginiAsme Ix-2010-Español PDFart159357Încă nu există evaluări
- Informe UT-004-23 Pernos Unidad 03 RENACE II (22!04!23)Document3 paginiInforme UT-004-23 Pernos Unidad 03 RENACE II (22!04!23)Erick PopÎncă nu există evaluări
- Aws d1.10 Guia de Ensayos No DestructivosDocument46 paginiAws d1.10 Guia de Ensayos No DestructivosFranco Cossio RamirezÎncă nu există evaluări
- WPS 1 Tecnología de SoldaduraDocument2 paginiWPS 1 Tecnología de SoldaduraLuis MinaÎncă nu există evaluări
- Tipo de Soldadura Traslape 2023 PDFDocument1 paginăTipo de Soldadura Traslape 2023 PDFAVILES NARVAEZ TITO FERMINÎncă nu există evaluări
- DEBER3Document2 paginiDEBER3JeffersonÎncă nu există evaluări
- Tablas de RefrigeraciónDocument20 paginiTablas de RefrigeraciónJeffersonÎncă nu există evaluări
- Formatoficha TurbinaDocument10 paginiFormatoficha TurbinaJeffersonÎncă nu există evaluări
- Plan de Mantenimiento para Un Pozo PetroleroDocument15 paginiPlan de Mantenimiento para Un Pozo PetroleroJeffersonÎncă nu există evaluări
- Problemas de RefrigeracionDocument37 paginiProblemas de RefrigeracionJeffersonÎncă nu există evaluări
- DIAPOSITIVAS1 - 2BIM - SEGURIDAD - INDUSTRIAL - MEC8J3 - GR1 SeñaletDocument32 paginiDIAPOSITIVAS1 - 2BIM - SEGURIDAD - INDUSTRIAL - MEC8J3 - GR1 SeñaletJeffersonÎncă nu există evaluări
- LAB TRONICA - P6 - Medina, InsuastiDocument6 paginiLAB TRONICA - P6 - Medina, InsuastiJeffersonÎncă nu există evaluări
- Practica1 A - MDocument4 paginiPractica1 A - MJeffersonÎncă nu există evaluări
- Practica 4Document3 paginiPractica 4JeffersonÎncă nu există evaluări
- Los Accidentes y CostosDocument25 paginiLos Accidentes y CostosJeffersonÎncă nu există evaluări
- CAPÍTULO 3 y 5 PDFDocument73 paginiCAPÍTULO 3 y 5 PDFLuis CorderoÎncă nu există evaluări
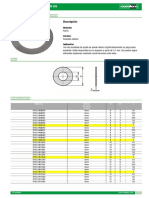
- Datasheet 18392 Arandelas de Ajuste DIN 988 - Es PDFDocument5 paginiDatasheet 18392 Arandelas de Ajuste DIN 988 - Es PDFJf O. GuerreroÎncă nu există evaluări
- Ficha Técnica Trampas Grasas InternasDocument1 paginăFicha Técnica Trampas Grasas InternasDavid AriasÎncă nu există evaluări
- 7 Mob AdmDocument40 pagini7 Mob AdmRonald Alan Palmer CaminoÎncă nu există evaluări
- Equipos para LaboratoriosDocument3 paginiEquipos para LaboratoriosPier09Încă nu există evaluări
- Procedimiento de Retiro y Disposición Final de Los Equipos MedicosDocument3 paginiProcedimiento de Retiro y Disposición Final de Los Equipos MedicosFernando Fer GazabonÎncă nu există evaluări
- Grupo Electrógeno CDocument14 paginiGrupo Electrógeno CPhlucker Acaro RudyÎncă nu există evaluări
- La Piedra. SiloDocument25 paginiLa Piedra. Silojuan manuel acevedoÎncă nu există evaluări
- Obtención Del MagnesioDocument13 paginiObtención Del MagnesioGisse TolabaÎncă nu există evaluări
- MS 01 62Document5 paginiMS 01 62Alcides Llanque ChoqueÎncă nu există evaluări
- SC - Desmantelamiento y DemoliciónDocument7 paginiSC - Desmantelamiento y DemoliciónalexmontielÎncă nu există evaluări
- Informe 2 MetalesDocument16 paginiInforme 2 MetalesJhoel CRÎncă nu există evaluări
- Tesis Doctoral: Optimización Mediante Técnicas de Minería de Datos Del Ciclo de Recocido de Una Línea de GalvanizadoDocument644 paginiTesis Doctoral: Optimización Mediante Técnicas de Minería de Datos Del Ciclo de Recocido de Una Línea de GalvanizadoDiego LópezÎncă nu există evaluări
- Diseño Viga CollarínDocument5 paginiDiseño Viga CollarínJENKO FASCIOLO100% (1)
- 72.05 Granallas y Polvo, de Fundicion en Bruto, de Fundicion Especular, de Hierro o AceroDocument1 pagină72.05 Granallas y Polvo, de Fundicion en Bruto, de Fundicion Especular, de Hierro o AceroOmar ContrerasÎncă nu există evaluări
- Amortiguador HidraulicoDocument15 paginiAmortiguador HidraulicoRaúl EtchettoÎncă nu există evaluări
- Ataque Quimico de La Probeta MetalurgicaDocument11 paginiAtaque Quimico de La Probeta MetalurgicaCarlos Nombela PalaciosÎncă nu există evaluări
- Certamen 4 PautaDocument5 paginiCertamen 4 PautaMichel MancillaÎncă nu există evaluări
- Aplicadores de Purines 2017Document26 paginiAplicadores de Purines 2017victorhernandezregaÎncă nu există evaluări
- Hoja de Procesos Proyecto Final Fresado Base RoscadaDocument9 paginiHoja de Procesos Proyecto Final Fresado Base RoscadaFernando TapiaÎncă nu există evaluări
- Grupo 12 Actividad 13. PML - Ind. Metalica Galvanizado 43Document13 paginiGrupo 12 Actividad 13. PML - Ind. Metalica Galvanizado 43MARCO ANTONIO ROJAS CCOLQQUEHUANCAÎncă nu există evaluări
- BOMBASDocument10 paginiBOMBASCamila AlvaradoÎncă nu există evaluări