S-ar putea să vă placă și
- Proceso FCAWDocument6 paginiProceso FCAWRous MąbÎncă nu există evaluări
- BorradorDocument10 paginiBorradorRodmi Torres PeraltaÎncă nu există evaluări
- Msud Msud-501 TrabajofinalDocument3 paginiMsud Msud-501 TrabajofinalLucy PerezÎncă nu există evaluări
- Informe GmawDocument12 paginiInforme Gmawyesym3007Încă nu există evaluări
- Curso Fcaw Oasa PDFDocument34 paginiCurso Fcaw Oasa PDFmsalinasaguilar100% (2)
- Costo de SoldaduraDocument7 paginiCosto de SoldaduraalfredoÎncă nu există evaluări
- Presentacion WpsDocument23 paginiPresentacion WpsABRAHAM SILVA HERNANDEZ100% (2)
- Reporte de Doblez INF - Wip-030-18Document1 paginăReporte de Doblez INF - Wip-030-18Danfer De la CruzÎncă nu există evaluări
- Msed Msed-419 TrabajofinalDocument3 paginiMsed Msed-419 TrabajofinaldelhuXD xÎncă nu există evaluări
- Wps BlancoDocument2 paginiWps BlancoChristian GramÎncă nu există evaluări
- Sesión N.02Document69 paginiSesión N.02Gian C'BÎncă nu există evaluări
- WPS SML 4 20Document1 paginăWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAÎncă nu există evaluări
- Símbolos de Soldadura Explicados Por Tabla Y DibujoDocument33 paginiSímbolos de Soldadura Explicados Por Tabla Y DibujoMARLON ARIEL �ACATA GUASUMBAÎncă nu există evaluări
- Wps 1-2Document2 paginiWps 1-2Christian GramÎncă nu există evaluări
- FCAW - OrdenadoDocument64 paginiFCAW - OrdenadoJoseph Cristian Cruz Luque100% (1)
- Avance Del Foro Plasma 2Document2 paginiAvance Del Foro Plasma 2delhuXD xÎncă nu există evaluări
- Especificacion y Clasificacion de Los Tugstenos Aws PDFDocument2 paginiEspecificacion y Clasificacion de Los Tugstenos Aws PDFjavoidea696526Încă nu există evaluări
- Calificación de Procedimiento de SoldaduraDocument4 paginiCalificación de Procedimiento de SoldaduraJorgeÎncă nu există evaluări
- Proceso SmawDocument23 paginiProceso SmawGerson Salinas100% (1)
- PQR UnimetDocument7 paginiPQR UnimetCarlos Lluen AquinoÎncă nu există evaluări
- Cuadro Conclusiones SoldaduraDocument8 paginiCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Charla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesDocument19 paginiCharla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesYsabel Hancco SolísÎncă nu există evaluări
- Practica 2 Soldadura de FileteDocument4 paginiPractica 2 Soldadura de FileteDlanorÎncă nu există evaluări
- Calificacion 3GDocument2 paginiCalificacion 3GAsd100% (1)
- Zappa GTAWDocument31 paginiZappa GTAWArnaldo Luis Cantone100% (1)
- ProbetasDocument9 paginiProbetasTravis Moon100% (1)
- Soldadura Ing MinasDocument54 paginiSoldadura Ing Minashiker3100% (3)
- Proceso Mig MagDocument62 paginiProceso Mig MagAlexander Muñoz SánchezÎncă nu există evaluări
- Informe Soldadura SAWDocument1 paginăInforme Soldadura SAWChristian Castro Mh100% (1)
- E70t 4Document1 paginăE70t 4Albe Cibia100% (1)
- Soldadura Galvanizado en CalienteDocument8 paginiSoldadura Galvanizado en CalienteMiguel Gallego OsornoÎncă nu există evaluări
- Pintura ElectrostaticaDocument4 paginiPintura ElectrostaticaMaría Paula Zamora AcostaÎncă nu există evaluări
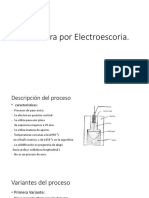
- Soldadura Por ElectroescoriaDocument16 paginiSoldadura Por ElectroescoriaAndres BuhÎncă nu există evaluări
- Charla Tecnica de SoldaduraDocument92 paginiCharla Tecnica de SoldaduralucianaÎncă nu există evaluări
- Modulo 5 Documentos Que Gobiernan La Cal PDFDocument30 paginiModulo 5 Documentos Que Gobiernan La Cal PDFManuel OsesÎncă nu există evaluări
- Wps Urteaga Tuberia-DynoDocument2 paginiWps Urteaga Tuberia-DynoH Adrian BarriosÎncă nu există evaluări
- Relación Metal Base-Metal de AporteDocument2 paginiRelación Metal Base-Metal de AporteRaimundo Ignacio Valenzuela Serrano100% (1)
- Proceso de Soldadura SawDocument19 paginiProceso de Soldadura Sawdiana cardenasÎncă nu există evaluări
- Qué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWDocument1 paginăQué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWRodmi Torres Peralta50% (2)
- Sesion 3 - Lectura de Planos Con Simbologia de SoldaduraDocument28 paginiSesion 3 - Lectura de Planos Con Simbologia de SoldaduraBZ PercyÎncă nu există evaluări
- ECO 523 Soldadura Con FCAW-GDocument13 paginiECO 523 Soldadura Con FCAW-GJesus LorenzÎncă nu există evaluări
- Teoria y Fundamentos GTAW+claveDocument49 paginiTeoria y Fundamentos GTAW+claveHernan AlvarezÎncă nu există evaluări
- WPS - Smaw-Paecia-01-2021 TopeDocument1 paginăWPS - Smaw-Paecia-01-2021 TopeCarlos BÎncă nu există evaluări
- Proceso MCAWDocument43 paginiProceso MCAWDavid CandoÎncă nu există evaluări
- CT WPS Smaw 004Document2 paginiCT WPS Smaw 004jean carlosÎncă nu există evaluări
- Normas y defectos en soldadurasDocument69 paginiNormas y defectos en soldadurascar_linÎncă nu există evaluări
- Soldeo Por ElectrogasDocument16 paginiSoldeo Por Electrogasnagola10Încă nu există evaluări
- Inspección Visual - Geometría de Las JuntasDocument108 paginiInspección Visual - Geometría de Las JuntasAnonymous fBIEWgmRzÎncă nu există evaluări
- Inspeccion Radiografias IndustrialesDocument198 paginiInspeccion Radiografias IndustrialesWinsy Johan Diaz VanegasÎncă nu există evaluări
- Examen de Soldadura de Aceros InoxidablesDocument4 paginiExamen de Soldadura de Aceros InoxidablesJesus Manuel Tambo LimachiÎncă nu există evaluări
- Wps y PQRDocument1 paginăWps y PQRthiagioIÎncă nu există evaluări
- Cómo soldar verticalmente con electrodo 7018Document3 paginiCómo soldar verticalmente con electrodo 7018Cecilio Díaz GijónÎncă nu există evaluări
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocument3 paginiWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- Gema Costos SoldaduraDocument9 paginiGema Costos SoldaduraHectorÎncă nu există evaluări
- WPS PQR WPQ Aws D1.1 SmawDocument5 paginiWPS PQR WPQ Aws D1.1 SmawBrayan Montalban Garcia100% (2)
- PQR y WPS, API 1104Document3 paginiPQR y WPS, API 1104Anonymous XWDJhapMxyÎncă nu există evaluări
- Especificación de Procedimiento de Soldadura (WPS)Document2 paginiEspecificación de Procedimiento de Soldadura (WPS)Kevin TorresÎncă nu există evaluări
- Formato de Especificacion Del Procedimiento de Soldaura WpsDocument8 paginiFormato de Especificacion Del Procedimiento de Soldaura Wpsjavier paraÎncă nu există evaluări
- Calificacion Paso A Paso Del Soldador CoDocument16 paginiCalificacion Paso A Paso Del Soldador CoOsly Alvarez cruz100% (1)
- MC-001 Asme SmawDocument1 paginăMC-001 Asme Smawvg chileÎncă nu există evaluări
- Galgas ExtensometricasDocument25 paginiGalgas Extensometricasedp14Încă nu există evaluări
- Formulario Caiza P2Document21 paginiFormulario Caiza P2carlos caizaÎncă nu există evaluări
- TUBERIASDocument71 paginiTUBERIAScarlos caiza100% (2)
- Informe ReyDocument15 paginiInforme ReyAlexis FlexyÎncă nu există evaluări
- Cortes y SeccionesDocument15 paginiCortes y Seccionescarlos caizaÎncă nu există evaluări
- ResoDocument13 paginiResosintoros1100% (6)
- Calculo Vectorial 1Document33 paginiCalculo Vectorial 1Sebastian CajapeÎncă nu există evaluări
- CursoJava12 InterfacesDocument29 paginiCursoJava12 Interfacesgernac09Încă nu există evaluări
- Radiacion de TelefonosDocument11 paginiRadiacion de Telefonoscarlos caizaÎncă nu există evaluări
- Símbolos neumáticos ISO1219Document4 paginiSímbolos neumáticos ISO1219Jaime MoncadaÎncă nu există evaluări
- Tablas Estadisticas - WalpoleDocument42 paginiTablas Estadisticas - WalpoleSergio CastilloÎncă nu există evaluări
- Discriminante o HessianoDocument16 paginiDiscriminante o HessianoEncarni Rodríguez100% (1)
- Derivada en Esima Del ProductoDocument2 paginiDerivada en Esima Del ProductodimicationÎncă nu există evaluări
- MuxDocument9 paginiMuxjoseyumizacaÎncă nu există evaluări
- Ejercicios MultiplexoresDocument4 paginiEjercicios MultiplexoresMaximiliano PerezÎncă nu există evaluări
- Circuitos y Sistemas DigitalesDocument175 paginiCircuitos y Sistemas DigitalesCarlos Espinoza100% (11)
- Guia No. 09 Proceso de Moldeo y Fundicio PDFDocument6 paginiGuia No. 09 Proceso de Moldeo y Fundicio PDFcarlos caizaÎncă nu există evaluări
- If11 GRP05Document14 paginiIf11 GRP05carlos caizaÎncă nu există evaluări
- MuxDocument9 paginiMuxjoseyumizacaÎncă nu există evaluări
- PQR HojaDocument2 paginiPQR Hojacarlos caiza100% (1)
- Teoria MatlabDocument0 paginiTeoria MatlabCarlos David GonzalezÎncă nu există evaluări
- MSS SP-55Document5 paginiMSS SP-55Rodrigo Hernán BascettaÎncă nu există evaluări
- Solucionario Singer Compressed PDFDocument217 paginiSolucionario Singer Compressed PDFcarlos caizaÎncă nu există evaluări
- CodificadoresDocument4 paginiCodificadorescarlos caizaÎncă nu există evaluări
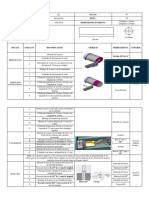
- Hoja de Procesos TornoDocument6 paginiHoja de Procesos Tornocarlos caiza100% (1)
- Calidad de FundicionDocument7 paginiCalidad de Fundicioncalhoundoom100% (1)
- Acero ASTMDocument5 paginiAcero ASTMcarlos caizaÎncă nu există evaluări
- Problemas de Tension Biaxial PDFDocument1 paginăProblemas de Tension Biaxial PDFcarlos caizaÎncă nu există evaluări
- Problemas de Esfuerzos SimplesDocument2 paginiProblemas de Esfuerzos Simplescarlos caizaÎncă nu există evaluări
- Valor Nutricional de Las Bebidas AlcohólicasDocument34 paginiValor Nutricional de Las Bebidas AlcohólicasMarlenne Bautista AndradeÎncă nu există evaluări
- Tabla PeriodicaDocument25 paginiTabla PeriodicaJosé Carlos Torres VarillasÎncă nu există evaluări
- D Clase Quimica 20032010 Clasif de Los ElementosDocument20 paginiD Clase Quimica 20032010 Clasif de Los ElementosVicente Lancerioo RamirezÎncă nu există evaluări
- Fundicion NodularDocument23 paginiFundicion NodulargabrielurbaÎncă nu există evaluări
- D-3 D CRISTALIZACION-Guía DISCUSION 3-D-2022Document7 paginiD-3 D CRISTALIZACION-Guía DISCUSION 3-D-2022Diana Michelle Cruz LaínezÎncă nu există evaluări
- Nomenclatura InorganicaDocument26 paginiNomenclatura InorganicaWilly Aranda CanalesÎncă nu există evaluări
- Zincado y Latonado de Monedas de CobreDocument9 paginiZincado y Latonado de Monedas de CobreMichael Cumbillo100% (1)
- Línea de Tiempo Acerca Del Uso Del AceroDocument1 paginăLínea de Tiempo Acerca Del Uso Del AceroAndrea MartinezÎncă nu există evaluări
- Apuntes de InorganicaDocument2 paginiApuntes de InorganicaHerrera Pantoja YamileÎncă nu există evaluări
- Laboratorio #5 - Análisis Cualitativo de CationesDocument8 paginiLaboratorio #5 - Análisis Cualitativo de CationesLinda MartínezÎncă nu există evaluări
- Simbolos Quimicos - SianetDocument18 paginiSimbolos Quimicos - SianetLUNAÎncă nu există evaluări
- Potencial de ReduccionDocument18 paginiPotencial de ReduccionJose V. Chunga MunaycoÎncă nu există evaluări
- Cuestionario Grupo 2Document5 paginiCuestionario Grupo 2Brithani MeraÎncă nu există evaluări
- Hoja de Seguridad (Argon) - OxinovaDocument0 paginiHoja de Seguridad (Argon) - OxinovaAndres David Arias MendivelsoÎncă nu există evaluări
- MetodologiaDocument10 paginiMetodologiaEliana picoÎncă nu există evaluări
- Obtención de Arrabio en El Alto HornoDocument33 paginiObtención de Arrabio en El Alto HornoNadineLunaÎncă nu există evaluări
- Tuberia Especial Astm - TR PDFDocument6 paginiTuberia Especial Astm - TR PDFROBERTÎncă nu există evaluări
- Oxidos E HidrurosDocument3 paginiOxidos E HidrurosMarco Cabrera QuijanoÎncă nu există evaluări
- Spanish WorksheetsDocument20 paginiSpanish WorksheetsDanielÎncă nu există evaluări
- PREPARACION Y ESTANDARIZACION DE SOLUCION DE HCL FINALDocument13 paginiPREPARACION Y ESTANDARIZACION DE SOLUCION DE HCL FINALCesarPalenciaÎncă nu există evaluări
- Diapositivas 116Document21 paginiDiapositivas 116Andrés NuñezÎncă nu există evaluări
- Guía de Ejercicios de Calorimetría PDFDocument1 paginăGuía de Ejercicios de Calorimetría PDFBrayhan Mayo LunaÎncă nu există evaluări
- Qui MicaDocument45 paginiQui Micastephany paola fuentes villanuevaÎncă nu există evaluări
- FT TBR 004 Metales UsgDocument5 paginiFT TBR 004 Metales Usgdavid rosarioÎncă nu există evaluări
- Oxido Reduccion 2021..Document11 paginiOxido Reduccion 2021..Mar YÎncă nu există evaluări
- Quimica PDFDocument56 paginiQuimica PDFmariaÎncă nu există evaluări
- Soluciones 1Document9 paginiSoluciones 1Maik Bladi MamaniÎncă nu există evaluări
- Propiedades periódicas y elementos químicosDocument7 paginiPropiedades periódicas y elementos químicosAlvaro PerezÎncă nu există evaluări
- Ubicación en La Tabla PeriódicaDocument2 paginiUbicación en La Tabla PeriódicaYuber RomañaÎncă nu există evaluări
- Taller de Repaso de Química de 3 Periodo 8°Document5 paginiTaller de Repaso de Química de 3 Periodo 8°Quimica SebastianaÎncă nu există evaluări