S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- DCC EGR 140 W Summer 2012 Final Exam PDFDocument8 paginiDCC EGR 140 W Summer 2012 Final Exam PDFAngel Linton100% (1)
- Coil BreaksDocument6 paginiCoil BreaksTaciane Barbosa Silva Reis100% (1)
- ASME PTC 19.5-2004 TocDocument9 paginiASME PTC 19.5-2004 TocVamsi Yashoda0% (2)
- Chapter 5 Reactor DesignDocument16 paginiChapter 5 Reactor DesignAli AhsanÎncă nu există evaluări
- Chapter 3 Material BalanceDocument4 paginiChapter 3 Material BalanceAli AhsanÎncă nu există evaluări
- Chapter No.10 MSDS & HAZOPDocument7 paginiChapter No.10 MSDS & HAZOPAli AhsanÎncă nu există evaluări
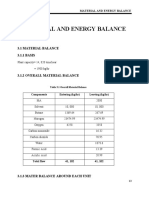
- Chapter 3 Material & Energy BalanceDocument5 paginiChapter 3 Material & Energy BalanceAli AhsanÎncă nu există evaluări
- Chapter 2 Process and Material SelectionDocument12 paginiChapter 2 Process and Material SelectionAli AhsanÎncă nu există evaluări
- Chap 8. CondenserDocument9 paginiChap 8. CondenserAli Ahsan100% (1)
- Chapter 5 AbsorberDocument13 paginiChapter 5 AbsorberAli AhsanÎncă nu există evaluări
- Topics Covered : 1.1 Introduction To IPA 1.2 Properties 1.3 Uses 1.4 Status Around The WorldDocument7 paginiTopics Covered : 1.1 Introduction To IPA 1.2 Properties 1.3 Uses 1.4 Status Around The WorldAli AhsanÎncă nu există evaluări
- Chap 5. Design of Pressure VessedDocument13 paginiChap 5. Design of Pressure VessedAli AhsanÎncă nu există evaluări
- Chapter 1 HistoryDocument9 paginiChapter 1 HistoryAli AhsanÎncă nu există evaluări
- Chapter 1 Introduction To Maleic AnhydrideDocument5 paginiChapter 1 Introduction To Maleic AnhydrideAli AhsanÎncă nu există evaluări
- Chap 4. Design of ReactorDocument15 paginiChap 4. Design of ReactorAli AhsanÎncă nu există evaluări
- SubmisionDocument3 paginiSubmisionAli AhsanÎncă nu există evaluări
- ShahidDocument3 paginiShahidAli AhsanÎncă nu există evaluări
- Table of Contents:: Chapter No. Title Page NoDocument1 paginăTable of Contents:: Chapter No. Title Page NoAli AhsanÎncă nu există evaluări
- Chap 2. ProcessDocument8 paginiChap 2. ProcessAli AhsanÎncă nu există evaluări
- Chapter # 11: ReferencesDocument4 paginiChapter # 11: ReferencesAli AhsanÎncă nu există evaluări
- Chapter # 7: Hazop StudyDocument6 paginiChapter # 7: Hazop StudyAli AhsanÎncă nu există evaluări
- Chapter 10Document7 paginiChapter 10Ali AhsanÎncă nu există evaluări
- Chapter # 9: Cost EstimationDocument5 paginiChapter # 9: Cost EstimationAli AhsanÎncă nu există evaluări
- Components Formulas Molecular Weight Sour Gas Flowrate (Kgmol/hr)Document3 paginiComponents Formulas Molecular Weight Sour Gas Flowrate (Kgmol/hr)Ali AhsanÎncă nu există evaluări
- Coal (Makarwal) : Approximate Analysis: Ultimate AnalysisDocument3 paginiCoal (Makarwal) : Approximate Analysis: Ultimate AnalysisAli AhsanÎncă nu există evaluări
- Stream 3 Mass % Mole% Stream 4 Mass % Mole% Stream 5 Mass % ComponentDocument12 paginiStream 3 Mass % Mole% Stream 4 Mass % Mole% Stream 5 Mass % ComponentAli AhsanÎncă nu există evaluări
- ORIGINALDocument109 paginiORIGINALAli AhsanÎncă nu există evaluări
- Material Balance Sheet: Process StreamsDocument1 paginăMaterial Balance Sheet: Process StreamsAli AhsanÎncă nu există evaluări
- Reference: WWW - Reforming PDFDocument3 paginiReference: WWW - Reforming PDFAli AhsanÎncă nu există evaluări
- Production of Gasoline From Naphtha: Session 2002-2005Document4 paginiProduction of Gasoline From Naphtha: Session 2002-2005Ali AhsanÎncă nu există evaluări
- Table of ContentsDocument13 paginiTable of ContentsAli AhsanÎncă nu există evaluări
- Chapter No 1Document18 paginiChapter No 1Ali AhsanÎncă nu există evaluări
- Chapter No 2Document21 paginiChapter No 2Ali AhsanÎncă nu există evaluări
- ThAnalysis Catalogue enDocument44 paginiThAnalysis Catalogue enHanLe DuyÎncă nu există evaluări
- Raffmetal: UNI EN 1676 and 1706Document2 paginiRaffmetal: UNI EN 1676 and 1706Amandeep SinghÎncă nu există evaluări
- 207 713 1 PBDocument7 pagini207 713 1 PBGeorgi KalchevÎncă nu există evaluări
- Pushover AnalysisDocument62 paginiPushover AnalysisRakesh7770100% (2)
- UB UC Steel SectionsDocument10 paginiUB UC Steel SectionsMuhammad HasanÎncă nu există evaluări
- IUMRS-ICA 2012 2nd AnnouncementDocument2 paginiIUMRS-ICA 2012 2nd AnnouncementkapilÎncă nu există evaluări
- ENSC1002 Air Compressor Research (FINAL)Document3 paginiENSC1002 Air Compressor Research (FINAL)Ruby WrightÎncă nu există evaluări
- Fatigue of Materials Solved Problems UnlockedDocument20 paginiFatigue of Materials Solved Problems UnlockedMAT-LIONÎncă nu există evaluări
- Geomet 500 PDFDocument2 paginiGeomet 500 PDFKaran Chadha100% (1)
- Technical Wire RopesDocument17 paginiTechnical Wire RopesAdrian CantaragiuÎncă nu există evaluări
- Lab1 - ELECTRONIC COMPONENT MEASUREMENT LATESTDocument7 paginiLab1 - ELECTRONIC COMPONENT MEASUREMENT LATESTMohd AsriÎncă nu există evaluări
- Absorption and Diffusion of Hydrogen in SteelsDocument12 paginiAbsorption and Diffusion of Hydrogen in SteelsadipanÎncă nu există evaluări
- NBTS-08Document23 paginiNBTS-08ShrutiÎncă nu există evaluări
- Astm A479 - A479m-18Document8 paginiAstm A479 - A479m-18Handa Bin Adi100% (1)
- Colligative Properties: Cryoscopy & EbulliosDocument30 paginiColligative Properties: Cryoscopy & EbulliosRSL100% (1)
- Cast OlinDocument24 paginiCast OlinAnonymous CZHJN2EU0U100% (1)
- 200 Series General Purpose Vector AC Drive: Operation ManualDocument82 pagini200 Series General Purpose Vector AC Drive: Operation ManualsmartnaizllcÎncă nu există evaluări
- Ph302 Tutorial Sheet 1Document2 paginiPh302 Tutorial Sheet 1Manik MalhotraÎncă nu există evaluări
- Steel Rod, Bars and Wire For Cold Heading and Cold ExtrusionDocument30 paginiSteel Rod, Bars and Wire For Cold Heading and Cold ExtrusionReginaldo Santos0% (1)
- ImpellersDocument2 paginiImpellerskaki karagenanÎncă nu există evaluări
- Questions RadiationDocument2 paginiQuestions RadiationAnkit PandeyÎncă nu există evaluări
- By: Shailendra SaoDocument36 paginiBy: Shailendra SaoRajiv Sarkar100% (1)
- Low Profile Power ModuleDocument6 paginiLow Profile Power Moduleamp divisionÎncă nu există evaluări
- Chemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410Document2 paginiChemicals Zetag DATA Inverse Emulsions Zetag 8846 FS - 0410PromagEnviro.comÎncă nu există evaluări
- Waste Glass: Table 5.1 Types of Glass and Their Main UsesDocument2 paginiWaste Glass: Table 5.1 Types of Glass and Their Main UsesGowri J BabuÎncă nu există evaluări
- 10 Sticky Molecules - PrelabDocument2 pagini10 Sticky Molecules - Prelabapi-3019654280% (1)
- Why Compression Ratio MattersDocument7 paginiWhy Compression Ratio MattersMTOLÎncă nu există evaluări