S-ar putea să vă placă și
- Esquema ISO 9000Document4 paginiEsquema ISO 9000Katya Guadalupe Sibrian OrellanaÎncă nu există evaluări
- EJERCICIO2Document5 paginiEJERCICIO2luis salazarÎncă nu există evaluări
- Formulario de Razones FinancierasDocument3 paginiFormulario de Razones FinancierasrebecagarciaguevaraÎncă nu există evaluări
- Analisis Unidad 3Document2 paginiAnalisis Unidad 3Vicky BriónÎncă nu există evaluări
- Aplicación Del KaizenDocument3 paginiAplicación Del KaizenJoel ToalaÎncă nu există evaluări
- Tarea 1 GestionDocument5 paginiTarea 1 Gestionroberth zambranoÎncă nu există evaluări
- NorteñoDocument5 paginiNorteñoRuben LopezÎncă nu există evaluări
- Deber 1Document3 paginiDeber 1Sandy VargasÎncă nu există evaluări
- Ejercicios PronosticosDocument2 paginiEjercicios PronosticosAlejandroÎncă nu există evaluări
- Cuadro Comparativo Riesgos Profesionales HCDocument5 paginiCuadro Comparativo Riesgos Profesionales HCMarlene Sanchez100% (1)
- Razones Financieras Bimbo 2011-2012Document4 paginiRazones Financieras Bimbo 2011-2012Jenifer Gladys Ramirez LopezÎncă nu există evaluări
- Ejercicios de Tabulación de Datos Cruzados - HM18006Document27 paginiEjercicios de Tabulación de Datos Cruzados - HM18006Stephanie MorenoÎncă nu există evaluări
- Punto de EquilibrioDocument17 paginiPunto de EquilibrioCamilo HerreraÎncă nu există evaluări
- Cultura Organizacional Hofstede y DimensionesDocument14 paginiCultura Organizacional Hofstede y DimensionesSol AnayaÎncă nu există evaluări
- Ejercicios de CostosDocument2 paginiEjercicios de Costosjhordan tarapuesÎncă nu există evaluări
- Actividad IV 2 - 2020 PDFDocument1 paginăActividad IV 2 - 2020 PDFKATEÎncă nu există evaluări
- Muestreo Secuencial y Continuo 2Document372 paginiMuestreo Secuencial y Continuo 2Matías OchoaÎncă nu există evaluări
- Resumen Del Libro Cómo Elaborar Proyectos de Inversión Paso A PasoDocument4 paginiResumen Del Libro Cómo Elaborar Proyectos de Inversión Paso A PasoCristian RamirezÎncă nu există evaluări
- Identificación y Valoración de Aspectos AmbientalesDocument4 paginiIdentificación y Valoración de Aspectos AmbientalesJOSE MAURICIO CAMACHO BRAVO100% (1)
- Las 5 Mejores Empresas para Trabajar en Manabi - Fabula de La Hormiguita - Joaquin Gomez El Empleado PerfectoDocument13 paginiLas 5 Mejores Empresas para Trabajar en Manabi - Fabula de La Hormiguita - Joaquin Gomez El Empleado PerfectocristhianchumoÎncă nu există evaluări
- Mba Rse Referencia Modelo Gestion Rse para Empresas Yepes ExternadoDocument44 paginiMba Rse Referencia Modelo Gestion Rse para Empresas Yepes ExternadoCarolina Pico FigueredoÎncă nu există evaluări
- La Medición y La Comunicación de La RSE: Indicadores y NormasDocument26 paginiLa Medición y La Comunicación de La RSE: Indicadores y NormaspauldupuisÎncă nu există evaluări
- Unidad II (Metodos)Document43 paginiUnidad II (Metodos)KatherineTurciosÎncă nu există evaluări
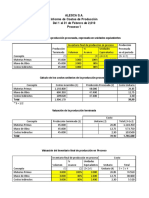
- Ejemplo Procesos Alesca-3 PDFDocument6 paginiEjemplo Procesos Alesca-3 PDFDaphne sofia Garcia ReinaÎncă nu există evaluări
- Orden de ProduccionDocument2 paginiOrden de ProduccionVioletts Karmona100% (1)
- Preguntas ALIMEX Terminado.Document2 paginiPreguntas ALIMEX Terminado.Fabian ZárateÎncă nu există evaluări
- El Diagrama de Proceso de DecisiónDocument3 paginiEl Diagrama de Proceso de DecisiónValeria ÁlvarezÎncă nu există evaluări
- Lectura 7 Etica Ambiental y Derechos CulturalesDocument6 paginiLectura 7 Etica Ambiental y Derechos CulturalesJENNYPSANCHEZGÎncă nu există evaluări
- Administración de ProcesosDocument3 paginiAdministración de ProcesosRicardo David Noguera TeranÎncă nu există evaluări
- CEC Tarea 5Document34 paginiCEC Tarea 5ivethputoyÎncă nu există evaluări
- 12 Criterios para Evaluar Alternativas de SoluciónDocument2 pagini12 Criterios para Evaluar Alternativas de SoluciónLourdes100% (1)
- Proyecto Final EstadísticaDocument18 paginiProyecto Final EstadísticaHugo Armando Lara Viveros100% (1)
- Caso Chevron Corporativo Gestión de Riesgo Ambiental - FinalDocument12 paginiCaso Chevron Corporativo Gestión de Riesgo Ambiental - FinalrseclenÎncă nu există evaluări
- Tarea 1 - Costo de CapitalDocument8 paginiTarea 1 - Costo de Capitaljorge alfonso turizo vergara100% (1)
- Plantilla para Resolver Ejercicios Costo Por ProcesoDocument7 paginiPlantilla para Resolver Ejercicios Costo Por ProcesommmÎncă nu există evaluări
- Comentario Sobre "La Ley de Optimización de Trámites Administrativos"Document5 paginiComentario Sobre "La Ley de Optimización de Trámites Administrativos"Kent Olaya BohórquezÎncă nu există evaluări
- JuranDocument6 paginiJuranRoberto OlivaresÎncă nu există evaluări
- Tarea 3 - 1 Semana 4Document10 paginiTarea 3 - 1 Semana 4Maylin García BorjaÎncă nu există evaluări
- Campaña Publicitaria de Ing. Gestion IndustrialDocument5 paginiCampaña Publicitaria de Ing. Gestion IndustrialGilberto PadillaÎncă nu există evaluări
- UNIDAD 4 Premios PDFDocument27 paginiUNIDAD 4 Premios PDFYaaque HernandezÎncă nu există evaluări
- EXAMEN Unidad 1Document4 paginiEXAMEN Unidad 1Lizeth RuizÎncă nu există evaluări
- Diapositivas Economia EmpresarialDocument8 paginiDiapositivas Economia EmpresarialjoseÎncă nu există evaluări
- Cuadro Comparativo de Los Tipos de Ética2020-0109Document7 paginiCuadro Comparativo de Los Tipos de Ética2020-0109Camille Leonor Guerrero TejedaÎncă nu există evaluări
- Cuestionario Presupuesto de VentasDocument3 paginiCuestionario Presupuesto de VentasClaudio BurciagaÎncă nu există evaluări
- Calidad TotalDocument6 paginiCalidad TotalmanosesÎncă nu există evaluări
- Cuestionario Capitulo 7Document11 paginiCuestionario Capitulo 7Marisa AlvaradoÎncă nu există evaluări
- COSTOS-ACTIVIDAD 1 INFORME DE COSTOS DE VENTA RealllDocument5 paginiCOSTOS-ACTIVIDAD 1 INFORME DE COSTOS DE VENTA Realllvaleria monsalveÎncă nu există evaluări
- Mapa Conceptual de Las Normas Basicas de La CalidadDocument1 paginăMapa Conceptual de Las Normas Basicas de La CalidadLEWIS AMELY INOCENTE VENTURAÎncă nu există evaluări
- Cuestionario 2 ResueltoDocument3 paginiCuestionario 2 ResueltoJosue Miguel Lozada MontoyaÎncă nu există evaluări
- W11 Adhesivos MonterreyDocument8 paginiW11 Adhesivos MonterreyTabatha Bichiyal100% (1)
- Ejercicios de ContaDocument27 paginiEjercicios de ContaEdmeor52Încă nu există evaluări
- Ejercicios para ResolverDocument2 paginiEjercicios para ResolverMarco Edu Endara JácomeÎncă nu există evaluări
- Formato Propuesta Accion SolidariaDocument2 paginiFormato Propuesta Accion Solidariayeseniaperea0% (1)
- Ejemplo de Diseño de Costos A Una Empresa RealDocument99 paginiEjemplo de Diseño de Costos A Una Empresa RealKevin Ramos CuzcanoÎncă nu există evaluări
- Informe Sobre El Ejercicio de Observaciòn de La Comunicación en El Contexto EmpresarialDocument15 paginiInforme Sobre El Ejercicio de Observaciòn de La Comunicación en El Contexto EmpresarialCarlos Mario MARTINEZ RAMOSÎncă nu există evaluări
- Mantenimiento Industrial Semana 1Document4 paginiMantenimiento Industrial Semana 1Didier Fabian Cardona BohorquezÎncă nu există evaluări
- Gestion Del Mantenimiento Industrial 1 Preliminares Del Mantenimiento IndustrialDocument4 paginiGestion Del Mantenimiento Industrial 1 Preliminares Del Mantenimiento IndustrialMayerling RamirezÎncă nu există evaluări
- Taller Diagrama de Pareto y EstratificacionDocument13 paginiTaller Diagrama de Pareto y EstratificacionANDRES FELIPE ZAPATA AGUIRREÎncă nu există evaluări
- Taller 1 EduardoDocument4 paginiTaller 1 EduardoMichael DauttÎncă nu există evaluări
- Actividad 1 Gestion Del Mantenimiento IndustrialDocument3 paginiActividad 1 Gestion Del Mantenimiento IndustrialDarwin Del RioÎncă nu există evaluări
- Simulacion de ManufacturaDocument11 paginiSimulacion de ManufacturaFabricio CalapiñaÎncă nu există evaluări
- Ensayo02 - Causas Que Afectan A La CalidadDocument2 paginiEnsayo02 - Causas Que Afectan A La CalidadFabricio CalapiñaÎncă nu există evaluări
- Software para MRPDocument4 paginiSoftware para MRPFabricio CalapiñaÎncă nu există evaluări
- Ejercicios Capitulo 5Document9 paginiEjercicios Capitulo 5Fabricio CalapiñaÎncă nu există evaluări
- Ejercicio 1 Pag 449 Lee J. KrajewskiDocument6 paginiEjercicio 1 Pag 449 Lee J. KrajewskiFabricio Calapiña100% (1)
- Ejercicios Capitulo 5Document9 paginiEjercicios Capitulo 5Fabricio CalapiñaÎncă nu există evaluări
- 6 11Document10 pagini6 11Christian Alexander Pilco NuñezÎncă nu există evaluări
- Proceso de Produccion Wet BlueDocument1 paginăProceso de Produccion Wet BlueFabricio CalapiñaÎncă nu există evaluări
- 6 11Document13 pagini6 11Fabricio CalapiñaÎncă nu există evaluări
- 6 11Document10 pagini6 11Christian Alexander Pilco NuñezÎncă nu există evaluări
- 6 11Document13 pagini6 11Fabricio CalapiñaÎncă nu există evaluări
- CADDocument22 paginiCADFabricio CalapiñaÎncă nu există evaluări
- 6 11Document10 pagini6 11Christian Alexander Pilco NuñezÎncă nu există evaluări
- 6 11Document10 pagini6 11Christian Alexander Pilco NuñezÎncă nu există evaluări
- Eficiencia en Las CalderasDocument19 paginiEficiencia en Las CalderasFabricio CalapiñaÎncă nu există evaluări
- Formato 1Document7 paginiFormato 1Fabricio CalapiñaÎncă nu există evaluări
- Incuvadora JosDocument4 paginiIncuvadora JosFabricio CalapiñaÎncă nu există evaluări
- Capitulo 14Document22 paginiCapitulo 14Fabricio CalapiñaÎncă nu există evaluări
- Gestion Por ProcesosDocument1 paginăGestion Por ProcesosFabricio CalapiñaÎncă nu există evaluări
- Balance de MasasDocument19 paginiBalance de MasasFabricio CalapiñaÎncă nu există evaluări
- Ejercicio 3Document4 paginiEjercicio 3Fabricio CalapiñaÎncă nu există evaluări
- NeumaticaDocument4 paginiNeumaticaFabricio CalapiñaÎncă nu există evaluări
- FisicaDocument11 paginiFisicaFabricio CalapiñaÎncă nu există evaluări
- Arte de La GuerraDocument3 paginiArte de La GuerraFabricio CalapiñaÎncă nu există evaluări
- Calculo EngranajesDocument3 paginiCalculo EngranajesFabricio CalapiñaÎncă nu există evaluări
- Estudiode CasoDocument13 paginiEstudiode CasoFabricio CalapiñaÎncă nu există evaluări
- TermodinamicaDocument1 paginăTermodinamicaFabricio CalapiñaÎncă nu există evaluări
- Cartas de Control para VariablesDocument11 paginiCartas de Control para VariablesFabricio CalapiñaÎncă nu există evaluări
- Sala de CalderasDocument18 paginiSala de CalderasFabricio CalapiñaÎncă nu există evaluări
- Tingo Paccha Informe FinalDocument108 paginiTingo Paccha Informe FinalJamelithe Quispe Macha100% (1)
- (ASPA) Cuestionario de Pareja-GuiaDocument15 pagini(ASPA) Cuestionario de Pareja-GuiaClaudia Naranjo71% (14)
- Cuestionario-Atc A 25052023Document16 paginiCuestionario-Atc A 25052023Esencia De YoliÎncă nu există evaluări
- Anexo 1 - Antonio M Perez - El Momento de La Verdad en KodakDocument24 paginiAnexo 1 - Antonio M Perez - El Momento de La Verdad en Kodakcristian javierÎncă nu există evaluări
- Tarea 4 - Incidencia Del Aprendizaje en La Cotidianidad - Jorge - LuisDocument7 paginiTarea 4 - Incidencia Del Aprendizaje en La Cotidianidad - Jorge - LuisJorge Luis Caceres CalvoÎncă nu există evaluări
- Cuestionario 20210328Document9 paginiCuestionario 20210328Yiseth Beleño MolinaÎncă nu există evaluări
- Guia 4.1 Validacion ProcedimientosDocument11 paginiGuia 4.1 Validacion ProcedimientosEdgar Alberto MIRANDA MERCHANÎncă nu există evaluări
- Actividad de Aprendizaje 2 - Expectativas de Los Clientes - Análisis de Una EmpresaDocument10 paginiActividad de Aprendizaje 2 - Expectativas de Los Clientes - Análisis de Una EmpresaIem CarlosÎncă nu există evaluări
- Cuestionario McClellandDocument11 paginiCuestionario McClellandkarenÎncă nu există evaluări
- Cuestionario 1. Gestión Ambiental 2020Document6 paginiCuestionario 1. Gestión Ambiental 2020Felix Daniel Castro PolaniaÎncă nu există evaluări
- Analisis y Uso de La Encuesta Como Metodo de Proyeccion PepDocument51 paginiAnalisis y Uso de La Encuesta Como Metodo de Proyeccion PepRodrigo NuñezÎncă nu există evaluări
- 1 PBDocument24 pagini1 PBsaira corralesÎncă nu există evaluări
- Trabajo Fin de MásterDocument22 paginiTrabajo Fin de Mástermayra alejandra herrera tovar100% (1)
- Entrega Septiembre 05Document29 paginiEntrega Septiembre 05TRABAJOS ESCRITOS MEDELLINÎncă nu există evaluări
- Competencias Laborales Alternativa Desarrollo OrganizacionalDocument35 paginiCompetencias Laborales Alternativa Desarrollo OrganizacionalAntonio RodriguezÎncă nu există evaluări
- Entrevista e Interrogatorio ProfundoDocument78 paginiEntrevista e Interrogatorio ProfundoMegan Hernandez100% (3)
- Control Interno de TICDocument68 paginiControl Interno de TICDayana CampañaÎncă nu există evaluări
- Efricard IIDocument21 paginiEfricard IImerajitoÎncă nu există evaluări
- Cuestionario Sistema Unidades Numericas YOLIBETH Y JESSICADocument5 paginiCuestionario Sistema Unidades Numericas YOLIBETH Y JESSICAjessica rocio ruiz guardiaÎncă nu există evaluări
- AA4 Metodología .Document10 paginiAA4 Metodología .soreth vcÎncă nu există evaluări
- Tarea 4 de Seminario de CienciasDocument5 paginiTarea 4 de Seminario de CienciasTony TorresÎncă nu există evaluări
- Proyectodeintervencioneinnovacion Marisol Martínez González Lae2022Document123 paginiProyectodeintervencioneinnovacion Marisol Martínez González Lae2022MenistofelesCruzadoLabregonÎncă nu există evaluări
- Tesis Analisis de Cargas LaboralesDocument131 paginiTesis Analisis de Cargas LaboraleskinnÎncă nu există evaluări
- Esquema de Proyecto de Vida CompletoDocument10 paginiEsquema de Proyecto de Vida CompletoDaniela Vasquez OlivaresÎncă nu există evaluări
- Democracia y Decisiones Públicas. Introducción Al Análisis de Las Políticas Públicas. Semana 1-4Document232 paginiDemocracia y Decisiones Públicas. Introducción Al Análisis de Las Políticas Públicas. Semana 1-4Eros MentorÎncă nu există evaluări
- Instrumentos ElectivaDocument4 paginiInstrumentos ElectivareneÎncă nu există evaluări
- Modulo Formulación ProyectosDocument19 paginiModulo Formulación ProyectosJJ RodrigoÎncă nu există evaluări
- Tabular en ExcelDocument3 paginiTabular en ExcelGaby NavarreteÎncă nu există evaluări
- Tarea 6 Análisis de Caso Recolección y Análisis de DatosDocument7 paginiTarea 6 Análisis de Caso Recolección y Análisis de DatosRafael HernandezÎncă nu există evaluări
- El Impacto de Las Compañías de Bajo Coste en Los Aeropuertos AndalucesDocument22 paginiEl Impacto de Las Compañías de Bajo Coste en Los Aeropuertos AndalucesJoaquín Vicente Ramos RodríguezÎncă nu există evaluări