S-ar putea să vă placă și
- Pencatatan Barang DatangDocument3 paginiPencatatan Barang Datangselvi aklailia rosaÎncă nu există evaluări
- ATC/DDD Classification (Temporary)Document8 paginiATC/DDD Classification (Temporary)selvi aklailia rosaÎncă nu există evaluări
- ATC/DDD Classification (Temporary)Document8 paginiATC/DDD Classification (Temporary)selvi aklailia rosaÎncă nu există evaluări
- Ofw 061Document8 paginiOfw 061selvi aklailia rosaÎncă nu există evaluări
- ATC/DDD Classification (Temporary)Document8 paginiATC/DDD Classification (Temporary)selvi aklailia rosaÎncă nu există evaluări
- Dok Baru 2020-03-18 19.30.32 PDFDocument2 paginiDok Baru 2020-03-18 19.30.32 PDFselvi aklailia rosaÎncă nu există evaluări
- Tugas 8. Harga Jual Obat Bentuk Sediaan: Tablet NO. Nama Obat Satuan HPP Harga Jual Resep NON Resep OWADocument2 paginiTugas 8. Harga Jual Obat Bentuk Sediaan: Tablet NO. Nama Obat Satuan HPP Harga Jual Resep NON Resep OWAselvi aklailia rosaÎncă nu există evaluări
- Tugas JualDocument1 paginăTugas Jualselvi aklailia rosaÎncă nu există evaluări
- Tugas JualDocument1 paginăTugas Jualselvi aklailia rosaÎncă nu există evaluări
- Ekstrak Etanol H. Sabdariffa Sebagai Agen HipolipidemikDocument7 paginiEkstrak Etanol H. Sabdariffa Sebagai Agen Hipolipidemikselvi aklailia rosaÎncă nu există evaluări
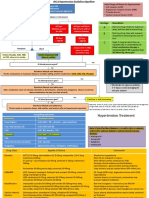
- JNC 8 Guideline Algorithm for Treating HypertensionDocument2 paginiJNC 8 Guideline Algorithm for Treating HypertensionTaradifaNurInsi0% (1)
- Safety Data Sheet for 4-2-(5-Chloro-2-methoxybenzamido)ethylbenzenesulphonamideDocument6 paginiSafety Data Sheet for 4-2-(5-Chloro-2-methoxybenzamido)ethylbenzenesulphonamideselvi aklailia rosaÎncă nu există evaluări
- OPG Guidelines 2016Document95 paginiOPG Guidelines 2016Maya Asharie HarahapÎncă nu există evaluări
- Section 1. Identification of The Substance/Mixture and of The Company/UndertakingDocument5 paginiSection 1. Identification of The Substance/Mixture and of The Company/UndertakingNurasiahÎncă nu există evaluări
- Oral Dosage Forms BrochureDocument20 paginiOral Dosage Forms Brochureselvi aklailia rosaÎncă nu există evaluări
- Maver2013 PDFDocument9 paginiMaver2013 PDFselvi aklailia rosaÎncă nu există evaluări
- JNC 8 Guideline Algorithm for Treating HypertensionDocument2 paginiJNC 8 Guideline Algorithm for Treating HypertensionTaradifaNurInsi0% (1)
- The Use of Topical Retinoids in AcneDocument10 paginiThe Use of Topical Retinoids in Acneselvi aklailia rosaÎncă nu există evaluări
- Metered Dose Inhalers of Salbutamol Sulphate Using Non-CFC PropellantDocument5 paginiMetered Dose Inhalers of Salbutamol Sulphate Using Non-CFC PropellantSelvi Aklailia Rosa100% (1)
- Early Treatment of Perennial Rhinitis With Budesonide or Cetirizine and Its Effect On Long-Term OutcomeDocument7 paginiEarly Treatment of Perennial Rhinitis With Budesonide or Cetirizine and Its Effect On Long-Term Outcomeselvi aklailia rosaÎncă nu există evaluări
- BPH 174 2967Document17 paginiBPH 174 2967selvi aklailia rosaÎncă nu există evaluări
- Chitin-Chitosan Yield of Freshwater Crab (Potamon Potamios, Olivier 1804) ShellDocument6 paginiChitin-Chitosan Yield of Freshwater Crab (Potamon Potamios, Olivier 1804) Shellselvi aklailia rosaÎncă nu există evaluări
- Pengembangan Dan Validasi Metode KLT-Densitometri Untuk Analisis Secara Simultan Parasetamol, Asam Mefenamat Dan Ibuprofen Dalam Jamu "Pegel Linu"Document12 paginiPengembangan Dan Validasi Metode KLT-Densitometri Untuk Analisis Secara Simultan Parasetamol, Asam Mefenamat Dan Ibuprofen Dalam Jamu "Pegel Linu"deeÎncă nu există evaluări
- Early Treatment of Perennial Rhinitis With Budesonide or Cetirizine and Its Effect On Long-Term OutcomeDocument7 paginiEarly Treatment of Perennial Rhinitis With Budesonide or Cetirizine and Its Effect On Long-Term Outcomeselvi aklailia rosaÎncă nu există evaluări
- Kitosan Sebagai Pengawet (Harjanti 2014)Document8 paginiKitosan Sebagai Pengawet (Harjanti 2014)RinaÎncă nu există evaluări
- Bromhexini Syrup Leaflet PDFDocument2 paginiBromhexini Syrup Leaflet PDFselvi aklailia rosaÎncă nu există evaluări
- Fiks Isolasi Cara Kerja Cangkang RajunganDocument6 paginiFiks Isolasi Cara Kerja Cangkang Rajunganselvi aklailia rosaÎncă nu există evaluări
- Journal of Nutrition College, Volume 3, Nomor 4, Tahun 2014, Halaman 506-516Document8 paginiJournal of Nutrition College, Volume 3, Nomor 4, Tahun 2014, Halaman 506-516selvi aklailia rosaÎncă nu există evaluări
- AntosianinDocument12 paginiAntosianinselvi aklailia rosaÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Q&A2Document3 paginiQ&A2Marv MarvÎncă nu există evaluări
- ACTION PLAN FOR JUVENILE PRISONERS IN ILOILO CITYDocument22 paginiACTION PLAN FOR JUVENILE PRISONERS IN ILOILO CITYJohn Christian LopezÎncă nu există evaluări
- Lean GuideDocument155 paginiLean GuideSujoy Kar100% (1)
- Waiver For Turkey TrotDocument1 paginăWaiver For Turkey Trotapi-85191986Încă nu există evaluări
- Hematology Lecture - AnemiaDocument10 paginiHematology Lecture - AnemiaKimberly EspaldonÎncă nu există evaluări
- Learning Kit - Q3W3 CeslDocument10 paginiLearning Kit - Q3W3 CeslJoselle Batas MagbanuaÎncă nu există evaluări
- Week 2 Advantages and Disadvantages in Swimming 1Document32 paginiWeek 2 Advantages and Disadvantages in Swimming 1ALYSSA NICOLE GINESÎncă nu există evaluări
- Fibre Cement Slates Fixing GuideDocument26 paginiFibre Cement Slates Fixing GuideMuhammad HafizuddinÎncă nu există evaluări
- Biosimilars PathwayDocument13 paginiBiosimilars Pathwaytamara_0021Încă nu există evaluări
- FrostbiteDocument17 paginiFrostbiteIsabel Barredo Del Mundo100% (2)
- Penicillin: Weird RPG Zine Issue 1 F A L L 2 0 1 9Document16 paginiPenicillin: Weird RPG Zine Issue 1 F A L L 2 0 1 9iÎncă nu există evaluări
- Tata AIA Life Insurance Fortune Guarantee Plus Savings PlanDocument13 paginiTata AIA Life Insurance Fortune Guarantee Plus Savings PlanAkshay SaxenaÎncă nu există evaluări
- Trends, issues, and magnitude of psychiatric nursingDocument4 paginiTrends, issues, and magnitude of psychiatric nursingsona0% (1)
- Principles of Health AdminDocument42 paginiPrinciples of Health AdminAnne BattulayanÎncă nu există evaluări
- Remember: Blood CirculationDocument4 paginiRemember: Blood CirculationvicpardoÎncă nu există evaluări
- Antonella Arrieta LaurentDocument24 paginiAntonella Arrieta LaurentEmanueleÎncă nu există evaluări
- Material Safety Data Sheet (MSDS) - Citric AcidDocument5 paginiMaterial Safety Data Sheet (MSDS) - Citric AcidMannar1Încă nu există evaluări
- Benefits of Effective Lifting ProgramDocument30 paginiBenefits of Effective Lifting ProgramMoradeke OnasanyaÎncă nu există evaluări
- Commentary: Novel Application For G Protein - Biased Mu Opioid Receptor Agonists in Opioid Relapse PreventionDocument2 paginiCommentary: Novel Application For G Protein - Biased Mu Opioid Receptor Agonists in Opioid Relapse PreventionIntan AyuÎncă nu există evaluări
- MKWD Lwua Adb Package 2 AnnexesDocument199 paginiMKWD Lwua Adb Package 2 AnnexesRoland AnaumÎncă nu există evaluări
- CyberneticsDocument3 paginiCyberneticsTanya ChawdaÎncă nu există evaluări
- Effect of Smoking On HalitosisDocument5 paginiEffect of Smoking On HalitosisMaria JabbarÎncă nu există evaluări
- Nike Vietnam Factory Empowerment Through Information CampaignsDocument8 paginiNike Vietnam Factory Empowerment Through Information Campaignsvaibhav262Încă nu există evaluări
- Calamba Doctors' College: Virborough Subdivision, Parian, Calamba City, LagunaDocument15 paginiCalamba Doctors' College: Virborough Subdivision, Parian, Calamba City, LagunaJasthen Audrey StamboughÎncă nu există evaluări
- SolidtumorsinchildrenDocument24 paginiSolidtumorsinchildrenPriyaÎncă nu există evaluări
- Warehouse Center Checklist 2Document5 paginiWarehouse Center Checklist 2Sankar ChinnathambiÎncă nu există evaluări
- Young Schema TheoryDocument14 paginiYoung Schema TheoryMike F MartelliÎncă nu există evaluări
- Basic IV Therapy CalculationsDocument35 paginiBasic IV Therapy CalculationsRommel IsraelÎncă nu există evaluări
- Direct-To-Implant Breast ReconstructionDocument3 paginiDirect-To-Implant Breast ReconstructionCarlos Javier SolorzaÎncă nu există evaluări
- Nogales v. Capitol Medical Center DigestDocument4 paginiNogales v. Capitol Medical Center DigestWilliam AzucenaÎncă nu există evaluări