S-ar putea să vă placă și
- Uictli 1235Document4 paginiUictli 1235ivan LopezÎncă nu există evaluări
- Novozymes 5636Document3 paginiNovozymes 5636ivan LopezÎncă nu există evaluări
- SLIPNOT23Document7 paginiSLIPNOT23ivan LopezÎncă nu există evaluări
- JHHONESDocument3 paginiJHHONESivan LopezÎncă nu există evaluări
- CPC 100 Manual Del UsuarioDocument75 paginiCPC 100 Manual Del UsuarioDanilo Poma MuñozÎncă nu există evaluări
- Sikorsky ScribDocument8 paginiSikorsky Scribivan LopezÎncă nu există evaluări
- Preparación de Un Plan Nacional de Manejo Ambientalmente PCB Convenio Basilea PDFDocument103 paginiPreparación de Un Plan Nacional de Manejo Ambientalmente PCB Convenio Basilea PDFCarola CulunÎncă nu există evaluări
- Conectores y AccesoriosDocument3 paginiConectores y AccesoriosAlonso TrujilloÎncă nu există evaluări
- CPC 100 Manual Del UsuarioDocument75 paginiCPC 100 Manual Del UsuarioDanilo Poma MuñozÎncă nu există evaluări
- Catalogo Dielco LtdaDocument21 paginiCatalogo Dielco LtdaGerardo Rojas SayagoÎncă nu există evaluări
- Preparación de Un Plan Nacional de Manejo Ambientalmente PCB Convenio Basilea PDFDocument103 paginiPreparación de Un Plan Nacional de Manejo Ambientalmente PCB Convenio Basilea PDFCarola CulunÎncă nu există evaluări
- Certafiliacion PDFDocument1 paginăCertafiliacion PDFJhonS.SanchezÎncă nu există evaluări
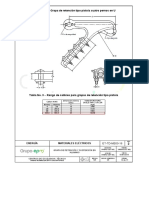
- Et-Grapa de RetenciónDocument1 paginăEt-Grapa de Retenciónivan LopezÎncă nu există evaluări
- ProlecGE-Manual Tipo Sub-Estacion PDFDocument40 paginiProlecGE-Manual Tipo Sub-Estacion PDFJOELÎncă nu există evaluări
- LAMPSDocument12 paginiLAMPSivan LopezÎncă nu există evaluări
- Manual Usuario CPC 100Document65 paginiManual Usuario CPC 100Felix Cristian100% (6)
- Cat Guia de Medicion de Aislamiento PDFDocument28 paginiCat Guia de Medicion de Aislamiento PDFerickÎncă nu există evaluări
- Ensayo DurezaDocument5 paginiEnsayo Durezaluis9725Încă nu există evaluări
- NTP ISO 4633-1999 - Anilos de Caucho para Tuberias y AccesoriosDocument27 paginiNTP ISO 4633-1999 - Anilos de Caucho para Tuberias y AccesoriosRichard Fernández Egúsquiza100% (1)
- Informe Tecnologia Acero k460Document35 paginiInforme Tecnologia Acero k460Milton Fonseca Zurita100% (1)
- Dureza BrinnelDocument9 paginiDureza BrinnelDiego ÁlvarezÎncă nu există evaluări
- Evaluación Corrosión Tuberías - En.esDocument21 paginiEvaluación Corrosión Tuberías - En.esJeffersson ArguelloÎncă nu există evaluări
- Reducción de TamañoDocument16 paginiReducción de Tamañocarolina sadaÎncă nu există evaluări
- Propiedades de Materiales en AeronauticaDocument16 paginiPropiedades de Materiales en AeronauticaAngel Julian HernandezÎncă nu există evaluări
- Unidad 3. Ensayos y Propiedades de Los Materiales. 2. Ensayos de Dureza, Impacto, Termofluencia y Fatiga. 202110Document32 paginiUnidad 3. Ensayos y Propiedades de Los Materiales. 2. Ensayos de Dureza, Impacto, Termofluencia y Fatiga. 202110Isidora Martin TriviñoÎncă nu există evaluări
- Informe Manufactura 6Document22 paginiInforme Manufactura 6NIEL NOE TAFUR GOMEZÎncă nu există evaluări
- Manual de Temas Seguridad Desde Nc2b0 26 Al Nc2b0 50 CMSGDocument3 paginiManual de Temas Seguridad Desde Nc2b0 26 Al Nc2b0 50 CMSGAlexandraPradoNeyraÎncă nu există evaluări
- Informe de Propiedades Mecánicas - Ensayos de Tracción y Dureza PDFDocument10 paginiInforme de Propiedades Mecánicas - Ensayos de Tracción y Dureza PDFJenny Andrea LeitonÎncă nu există evaluări
- Perforación RotativaDocument17 paginiPerforación RotativaGrobert MontañezÎncă nu există evaluări
- Secuencia Didáctica Los Materiales y Sus PropiedadesDocument5 paginiSecuencia Didáctica Los Materiales y Sus PropiedadesLorena Perez77% (13)
- Micrometros StarretDocument36 paginiMicrometros StarretOmar Barboza HerreraÎncă nu există evaluări
- Propiedades Mecanicas TallerDocument11 paginiPropiedades Mecanicas TallerBryan Jesus Quispe CardenasÎncă nu există evaluări
- Requisitos de Propiedad de Los Materiales para Cuerpos de Especificaciones de API 6A y 16A, Bonetes y Conexiones de Extremo y Salida, 45k, 60k, 75k, Resistencia de Rendimiento de AceroDocument5 paginiRequisitos de Propiedad de Los Materiales para Cuerpos de Especificaciones de API 6A y 16A, Bonetes y Conexiones de Extremo y Salida, 45k, 60k, 75k, Resistencia de Rendimiento de AceroAngs TazÎncă nu există evaluări
- Normas Técnicas Peruanas RDocument4 paginiNormas Técnicas Peruanas Rwilanderson correa salazarÎncă nu există evaluări
- RE-10-LAB-108 METROLOGIA Y NORMALIZACION v4Document21 paginiRE-10-LAB-108 METROLOGIA Y NORMALIZACION v4sanginesalan45Încă nu există evaluări
- Presentación Medicion de La DurezaDocument40 paginiPresentación Medicion de La DurezaGuillermo Rivas Barrionuevo100% (1)
- NMX W 101 PDFDocument15 paginiNMX W 101 PDFRené Galbraith BerraÎncă nu există evaluări
- Soldadura P5A G1 PDFDocument138 paginiSoldadura P5A G1 PDFjcarlosherreracÎncă nu există evaluări
- Revista 47Document34 paginiRevista 47jcbchleonÎncă nu există evaluări
- INFORME No - 1 (Propiedades de Los Materiales)Document11 paginiINFORME No - 1 (Propiedades de Los Materiales)Mauro AlejandroÎncă nu există evaluări
- Laboratorio - 4 Durómetro PortátilDocument2 paginiLaboratorio - 4 Durómetro PortátilEdgardo ValdezÎncă nu există evaluări
- Anyseals O-Ringe Es AeuDocument35 paginiAnyseals O-Ringe Es Aeupedropa100% (1)
- Informe 2 de Mecanica de RocasDocument20 paginiInforme 2 de Mecanica de RocasAnthony E. LqÎncă nu există evaluări
- 3 4-MedidoresDeDurezaDocument5 pagini3 4-MedidoresDeDurezaOlivares Leyva AldairÎncă nu există evaluări
- Fuerzas de FlexionDocument163 paginiFuerzas de FlexionEfrain Lara MoranÎncă nu există evaluări
- Ciencia de Los MaterialesDocument21 paginiCiencia de Los MaterialesAnonymous 1tskC3GV8Încă nu există evaluări
- Mineralogia FisicaDocument51 paginiMineralogia FisicaLuis Alexander Alva MirandaÎncă nu există evaluări