S-ar putea să vă placă și
- RDL Course Syllabus NewDocument1 paginăRDL Course Syllabus NewnirobÎncă nu există evaluări
- INT243Document2 paginiINT243nirobÎncă nu există evaluări
- Signals and Systems Course CurriculumDocument3 paginiSignals and Systems Course CurriculumSanjeev SinghÎncă nu există evaluări
- ECE-213 Digital Electronics: Lecture #2Document15 paginiECE-213 Digital Electronics: Lecture #2nirobÎncă nu există evaluări
- Bare Machine and Resident Monitor FunctionsDocument2 paginiBare Machine and Resident Monitor FunctionsnirobÎncă nu există evaluări
- Signals and Systems - P. R. Rao PDFDocument198 paginiSignals and Systems - P. R. Rao PDFjohnÎncă nu există evaluări
- Lec-7 - Linear Shift Invariant SystemsDocument6 paginiLec-7 - Linear Shift Invariant SystemsAnish SharmaÎncă nu există evaluări
- Basic Concept: By:-Harjit Singh MEC106Document12 paginiBasic Concept: By:-Harjit Singh MEC106nirobÎncă nu există evaluări
- 1000 Electromagnetic Theory MCQsDocument369 pagini1000 Electromagnetic Theory MCQskibrom atsbha50% (14)
- Collaborative PDF Editing with Drawboard PDFDocument10 paginiCollaborative PDF Editing with Drawboard PDFnirobÎncă nu există evaluări
- Fixed (Or Static) Partitioning in Operating SystemDocument6 paginiFixed (Or Static) Partitioning in Operating SystemnirobÎncă nu există evaluări
- Electric Heating Methods ExplainedDocument23 paginiElectric Heating Methods ExplainedMukesh ReddyÎncă nu există evaluări
- 2018 - CSE101 Practice ProgramsDocument6 pagini2018 - CSE101 Practice ProgramsAman ChaturvediÎncă nu există evaluări
- Fixed (Or Static) Partitioning in Operating SystemDocument6 paginiFixed (Or Static) Partitioning in Operating SystemnirobÎncă nu există evaluări
- Memory Management Objectives and TechniquesDocument3 paginiMemory Management Objectives and TechniquesnirobÎncă nu există evaluări
- MGN911CA3Document6 paginiMGN911CA3nirobÎncă nu există evaluări
- Fixed (Or Static) Partitioning in Operating SystemDocument6 paginiFixed (Or Static) Partitioning in Operating SystemnirobÎncă nu există evaluări
- Os Ibm Os Os CpuDocument22 paginiOs Ibm Os Os CpunirobÎncă nu există evaluări
- 111Document8 pagini111nirobÎncă nu există evaluări
- 157.240.15.35 Port 80: Nikto Report File:///root/desktop/nerobDocument53 pagini157.240.15.35 Port 80: Nikto Report File:///root/desktop/nerobnirobÎncă nu există evaluări
- CSE310: Programming in Java teaches core conceptsDocument10 paginiCSE310: Programming in Java teaches core conceptsnirobÎncă nu există evaluări
- Implementing WWF Project & Programme StandardsDocument15 paginiImplementing WWF Project & Programme Standardszack_1_class_soldierÎncă nu există evaluări
- Differentiation and Integration Formulas SheetDocument7 paginiDifferentiation and Integration Formulas SheetnirobÎncă nu există evaluări
- Int 243Document5 paginiInt 243nirobÎncă nu există evaluări
- JavaDocument8 paginiJavanirobÎncă nu există evaluări
- MGN911CA3Document6 paginiMGN911CA3nirobÎncă nu există evaluări
- Struct BridgeDocument3 paginiStruct BridgenirobÎncă nu există evaluări
- Temperature MeasurmentDocument33 paginiTemperature MeasurmentnirobÎncă nu există evaluări
- REZA (Copy) .OdpDocument11 paginiREZA (Copy) .OdpnirobÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Certificate For Committee InvolvementDocument1 paginăCertificate For Committee InvolvementKemberly Semaña PentonÎncă nu există evaluări
- Document 3Document1 paginăDocument 3zoeijfoizjefÎncă nu există evaluări
- Coding Competition SolutionDocument6 paginiCoding Competition Solutionsubhasis mitraÎncă nu există evaluări
- Prepositions of MovementDocument5 paginiPrepositions of MovementViviana RangelÎncă nu există evaluări
- QoS Policing Configuration ExampleDocument14 paginiQoS Policing Configuration ExampleAdnan KhanÎncă nu există evaluări
- EO Gaddis Java Chapter 06 6e-ClassesObjectsPart2Document48 paginiEO Gaddis Java Chapter 06 6e-ClassesObjectsPart2nyle90009Încă nu există evaluări
- Course OutlineDocument3 paginiCourse OutlineIavan CabeÎncă nu există evaluări
- Sri Ranganatha TempleDocument12 paginiSri Ranganatha TempleKANIKA GUPTAÎncă nu există evaluări
- Chew, W. L. (2006) - What's in A National Stereotype - An Introduction To Imagology at The Threshold of The 21st Century.Document10 paginiChew, W. L. (2006) - What's in A National Stereotype - An Introduction To Imagology at The Threshold of The 21st Century.artaudbasilio100% (1)
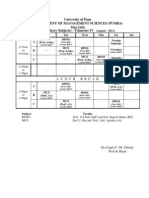
- PUMBA Time Table for MBA SubjectsDocument7 paginiPUMBA Time Table for MBA SubjectsSanket PondeÎncă nu există evaluări
- Resume of Nazma TaraDocument3 paginiResume of Nazma TaraAtikulIslamÎncă nu există evaluări
- Genre-Based Instruction OverviewDocument16 paginiGenre-Based Instruction OverviewZaenul WafaÎncă nu există evaluări
- HCC Container DesignDocument6 paginiHCC Container Designlwct37Încă nu există evaluări
- Student Manual: EducationDocument5 paginiStudent Manual: EducationFrancisco Coayo MatosÎncă nu există evaluări
- The First Test of The Second Term Class: 2am Duration:01H Full Name: MarkDocument2 paginiThe First Test of The Second Term Class: 2am Duration:01H Full Name: Markkaimero changÎncă nu există evaluări
- CPDocument157 paginiCPnaman jaiswalÎncă nu există evaluări
- GRCBDDocument7 paginiGRCBDkasuwedaÎncă nu există evaluări
- The Use of Tiktok Videos in Enhancing The Speaking and Grammar Skills of Criminology StudentsDocument10 paginiThe Use of Tiktok Videos in Enhancing The Speaking and Grammar Skills of Criminology StudentsKatherine Dahang100% (1)
- CN Practical FileDocument17 paginiCN Practical FileDeepanshu PunjÎncă nu există evaluări
- Soal B Inggris KL Ix Sem 1 Pts 2018 1Document1 paginăSoal B Inggris KL Ix Sem 1 Pts 2018 1Putranto HartotoÎncă nu există evaluări
- GrapeSEED Teacher Reflection Guide 8.5.19 - SCDocument8 paginiGrapeSEED Teacher Reflection Guide 8.5.19 - SCwallaceÎncă nu există evaluări
- Lesson Plan Reported Speech Year 11Document4 paginiLesson Plan Reported Speech Year 11DianaÎncă nu există evaluări
- Tricks to handle windows shortcutsDocument15 paginiTricks to handle windows shortcutsshivamtruthÎncă nu există evaluări
- Test 24 Ccna1 AcadnetDocument9 paginiTest 24 Ccna1 AcadnetdanmÎncă nu există evaluări
- Resume Muskan SharmaDocument1 paginăResume Muskan SharmaTasty FoodÎncă nu există evaluări
- Anselm KieferDocument4 paginiAnselm KieferKel Galdino KowalczykÎncă nu există evaluări
- Discrete Mathematics For Computer Science: Spring 2009Document66 paginiDiscrete Mathematics For Computer Science: Spring 2009Amitoz RathoreÎncă nu există evaluări
- Intro to Linux & HPC for ResearchDocument91 paginiIntro to Linux & HPC for ResearchKhayrulIslamÎncă nu există evaluări
- Thesis Template (Numbered)Document29 paginiThesis Template (Numbered)michaelurielÎncă nu există evaluări
- Types Profibus CommunicationDocument23 paginiTypes Profibus CommunicationAhmed ElsayedÎncă nu există evaluări