S-ar putea să vă placă și
- Fluidic Components and Equipment 1968–9: Pergamon Electronics Data SeriesDe la EverandFluidic Components and Equipment 1968–9: Pergamon Electronics Data SeriesÎncă nu există evaluări
- MIL-R-6855E (Rubber, Synthetic, Sheets, Strips, Molded or Extruded Shapes, General Specification For)Document26 paginiMIL-R-6855E (Rubber, Synthetic, Sheets, Strips, Molded or Extruded Shapes, General Specification For)ccorp0089Încă nu există evaluări
- Presentation Slides - Mark VIEDocument33 paginiPresentation Slides - Mark VIEolegprikhodko2809Încă nu există evaluări
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocument40 paginiBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaÎncă nu există evaluări
- Types, AsDocument23 paginiTypes, AsAnanthanarayananÎncă nu există evaluări
- Mil PRF 16173e (Document34 paginiMil PRF 16173e (Tinh nguyenÎncă nu există evaluări
- Sans 1200 HaDocument3 paginiSans 1200 Hafilipe100% (1)
- DS670-001 - Exp. Proof SpeakerDocument2 paginiDS670-001 - Exp. Proof SpeakerRidho Saputro HutomoÎncă nu există evaluări
- DT40 PDFDocument34 paginiDT40 PDFFrancisco Carlos TelesÎncă nu există evaluări
- C. Flight: George Mursbdll SpaceDocument69 paginiC. Flight: George Mursbdll SpaceShankar PediredlaÎncă nu există evaluări
- (NASA-CR-62342) Development of The All-Welded Common Bulkhead Fifth Monthly Progress Report, 1 - 30 Nov. 1964Document21 pagini(NASA-CR-62342) Development of The All-Welded Common Bulkhead Fifth Monthly Progress Report, 1 - 30 Nov. 1964Shinichi AnÎncă nu există evaluări
- Israel Standart-4295Document8 paginiIsrael Standart-4295משה אביסדריסÎncă nu există evaluări
- Mil P 7788eDocument36 paginiMil P 7788eOnur DAĞÎncă nu există evaluări
- OZONIDESDocument89 paginiOZONIDESManuel GeorgeÎncă nu există evaluări
- Supplement To The List of Classified Dental MateriDocument1 paginăSupplement To The List of Classified Dental Materiemanmoawia32Încă nu există evaluări
- Fb-02 Arr't of MooringDocument11 paginiFb-02 Arr't of Mooringaravindan ranganÎncă nu există evaluări
- Drag EnhancementDocument102 paginiDrag EnhancementjollyÎncă nu există evaluări
- C. Flight: George Mursbdll SpaceDocument69 paginiC. Flight: George Mursbdll SpaceJeganinlove JeganÎncă nu există evaluări
- ASME B18-2-4-6M Metric Heavy Hex NutsDocument16 paginiASME B18-2-4-6M Metric Heavy Hex Nutsronaldoge100% (1)
- Dokumen - Tips - Awwa b100 96Document21 paginiDokumen - Tips - Awwa b100 96Abraham GarciaÎncă nu există evaluări
- Mil F 24385FDocument24 paginiMil F 24385FjwochÎncă nu există evaluări
- Rubber Stamping Kit (Universal)Document8 paginiRubber Stamping Kit (Universal)CJ10aÎncă nu există evaluări
- Mil I 46058CDocument15 paginiMil I 46058Cyamuna yamuÎncă nu există evaluări
- Purchase OrderDocument4 paginiPurchase OrderKevinDataHilaÎncă nu există evaluări
- Meaning of Coefficients and Index of MCT Soil Classification For Tropical SoilsDocument4 paginiMeaning of Coefficients and Index of MCT Soil Classification For Tropical SoilsCeferino Mamani HuancaÎncă nu există evaluări
- ISO 05019-1-1984 ScanDocument5 paginiISO 05019-1-1984 ScanSimon sunÎncă nu există evaluări
- MMM A 134Document32 paginiMMM A 134K SchmidtÎncă nu există evaluări
- EI-012 PaintingDocument21 paginiEI-012 PaintingSFÎncă nu există evaluări
- A174256 PDFDocument188 paginiA174256 PDFHassan KabeerÎncă nu există evaluări
- Filler BoardDocument2 paginiFiller BoardMebepure GazeÎncă nu există evaluări
- MIL-C-16173D (Corrosion Preventive)Document28 paginiMIL-C-16173D (Corrosion Preventive)Sinan ChenÎncă nu există evaluări
- Mil R 6855e PDFDocument30 paginiMil R 6855e PDFthomasÎncă nu există evaluări
- MIL C 675C AR CoatingsDocument18 paginiMIL C 675C AR CoatingsJanmejaya Tripathy100% (1)
- Literature Search On Ceramic Vacuum Tubes - Prepared For GovernmentDocument65 paginiLiterature Search On Ceramic Vacuum Tubes - Prepared For GovernmentkgrhoadsÎncă nu există evaluări
- Tratat de Istorie A ReligiilorDocument25 paginiTratat de Istorie A ReligiiloredymicÎncă nu există evaluări
- Tiv 4 in 150 A105 SS 316Document5 paginiTiv 4 in 150 A105 SS 316Ananm NaimÎncă nu există evaluări
- Mil S 8516FDocument33 paginiMil S 8516FgugacafÎncă nu există evaluări
- Mil L 46010BDocument18 paginiMil L 46010BaguÎncă nu există evaluări
- Leading The PackDocument3 paginiLeading The PackDasari PrabodhÎncă nu există evaluări
- Jeep WJ Service ManualDocument2.199 paginiJeep WJ Service ManualJairo Rodriguez A.100% (1)
- Iso 2336-1-1996Document5 paginiIso 2336-1-1996Haytham DiaaÎncă nu există evaluări
- Tyco TY5255 TFP530 - 09 - 2021Document9 paginiTyco TY5255 TFP530 - 09 - 2021First LAstÎncă nu există evaluări
- TEK-FG504 40 MHZ Function GeneratorDocument178 paginiTEK-FG504 40 MHZ Function GeneratorIngvar HyleborgÎncă nu există evaluări
- Radc TR 90 72Document584 paginiRadc TR 90 72Shandy Canester100% (1)
- MIL-C-85043A: $@trsmii GDocument13 paginiMIL-C-85043A: $@trsmii GBowser DoskaÎncă nu există evaluări
- M-3 Specification For Installation of Piping System in Engine RoomDocument9 paginiM-3 Specification For Installation of Piping System in Engine RoomHuy HùynhÎncă nu există evaluări
- PRF 4556 FDocument14 paginiPRF 4556 FBuddhikaÎncă nu există evaluări
- BS 3M 45-2-1998 (Iso 3324-2-1998)Document22 paginiBS 3M 45-2-1998 (Iso 3324-2-1998)dokuÎncă nu există evaluări
- Acceptance Notice: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument23 paginiAcceptance Notice: Licensed by Information Handling Services Licensed by Information Handling ServicesAcácio AlvesÎncă nu există evaluări
- MIL-B-81935-2D Bearing, Plain, Rod End, Self-Aligning, Self-Lubricating, Wide, Internally Threaded, - 65F To 325FDocument5 paginiMIL-B-81935-2D Bearing, Plain, Rod End, Self-Aligning, Self-Lubricating, Wide, Internally Threaded, - 65F To 325FdesignÎncă nu există evaluări
- A A 58092Document5 paginiA A 58092AbieÎncă nu există evaluări
- 1982 Mechanics of Ballast Compaction Volume I - Technic PDFDocument311 pagini1982 Mechanics of Ballast Compaction Volume I - Technic PDFNyakakussagaÎncă nu există evaluări
- ICBM Overtest Technology Vol2Document98 paginiICBM Overtest Technology Vol2ganeshdombe1980Încă nu există evaluări
- Norma Une 21186Document881 paginiNorma Une 21186KevynÎncă nu există evaluări
- Seals For - UWDocument38 paginiSeals For - UWPranesh SbÎncă nu există evaluări
- Threads, General Purpose: (INCH)Document32 paginiThreads, General Purpose: (INCH)JULIAN VARGASÎncă nu există evaluări
- SAE J1562 (2015 04) (Zinc Zinc Alloy Hot Dip Electrodeposited Coated Steel Sheet)Document9 paginiSAE J1562 (2015 04) (Zinc Zinc Alloy Hot Dip Electrodeposited Coated Steel Sheet)dpfloresÎncă nu există evaluări
- Operating Instructions: FfiltttreDocument8 paginiOperating Instructions: FfiltttreAnthony RhodesÎncă nu există evaluări
- Apollo Operations Handbook CSM Spacecraft 012Document1.010 paginiApollo Operations Handbook CSM Spacecraft 012Bob Andrepont100% (9)
- Mil I 25135e PDFDocument37 paginiMil I 25135e PDFDuy NguyenÎncă nu există evaluări
- Zerust Approval Letter Liquids 10-10-2017Document3 paginiZerust Approval Letter Liquids 10-10-2017ccorp0089Încă nu există evaluări
- B 575 Hydra Liner Installation Instructions Rev 2.26.2019Document2 paginiB 575 Hydra Liner Installation Instructions Rev 2.26.2019ccorp0089Încă nu există evaluări
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Document3 paginiZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089Încă nu există evaluări
- b521 bh3100 Series Battery Heaters Rev 0714Document2 paginib521 bh3100 Series Battery Heaters Rev 0714ccorp0089Încă nu există evaluări
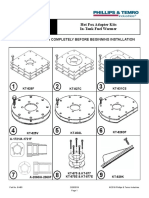
- B 463 Hot Fox Adapter Kits Rev 2.26.2019Document4 paginiB 463 Hot Fox Adapter Kits Rev 2.26.2019ccorp0089Încă nu există evaluări
- Electrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMDocument1 paginăElectrical Wire Sizes AWG Diameter Cross-Sectional Area Mils Inches MM Cmils MMccorp0089Încă nu există evaluări
- Electronics Foundations - Basic CircuitsDocument20 paginiElectronics Foundations - Basic Circuitsccorp0089Încă nu există evaluări
- Perkins 403J-11 Engine SpecificationsDocument3 paginiPerkins 403J-11 Engine Specificationsccorp0089Încă nu există evaluări
- Electrical Wire Sizes AWG To Mm2Document1 paginăElectrical Wire Sizes AWG To Mm2ccorp0089Încă nu există evaluări
- Electrical Cheat SheetDocument2 paginiElectrical Cheat Sheetccorp00890% (1)
- KM26 Operation and Installation ManualDocument36 paginiKM26 Operation and Installation Manualccorp0089Încă nu există evaluări
- Procuct Data Guide (Five Star Products)Document192 paginiProcuct Data Guide (Five Star Products)ccorp0089Încă nu există evaluări
- Perkins 403J-11T Engine SpecificationsDocument3 paginiPerkins 403J-11T Engine Specificationsccorp0089Încă nu există evaluări
- Perkins 403D-15 Engine SpecificationsDocument3 paginiPerkins 403D-15 Engine Specificationsccorp0089100% (1)
- Perkins 403J-07 Engine SpecificationsDocument3 paginiPerkins 403J-07 Engine Specificationsccorp0089Încă nu există evaluări
- Perkins 402J-05 Engine SpecificationsDocument3 paginiPerkins 402J-05 Engine Specificationsccorp0089Încă nu există evaluări
- XII PhysicsDocument55 paginiXII PhysicsCharu BhanotÎncă nu există evaluări
- Adsorption From Solutions, Acetic Acid On Charcoal: Lorenz John T. ChuDocument7 paginiAdsorption From Solutions, Acetic Acid On Charcoal: Lorenz John T. ChuZhu Chen ChuanÎncă nu există evaluări
- 12 Types of Bearing DefectsDocument5 pagini12 Types of Bearing Defectsjameel babooramÎncă nu există evaluări
- Topic 6 - Concrete With Particular Properties PDFDocument79 paginiTopic 6 - Concrete With Particular Properties PDFWayne ChongÎncă nu există evaluări
- Food Science Report - GroupDocument23 paginiFood Science Report - GroupMuhammad Salihin JaafarÎncă nu există evaluări
- II Pipeline Design Codes and standards-MSGDocument74 paginiII Pipeline Design Codes and standards-MSGAyyappan100% (1)
- Atomic PhysicsDocument58 paginiAtomic PhysicsBasitÎncă nu există evaluări
- Processes 02 00265 v2 PDFDocument28 paginiProcesses 02 00265 v2 PDFGu VhvÎncă nu există evaluări
- PG Brochure 2014Document59 paginiPG Brochure 2014ParinitaSahooÎncă nu există evaluări
- Is 439 1989Document11 paginiIs 439 1989rajpd28Încă nu există evaluări
- TurbidityDocument4 paginiTurbiditylaxminarayanÎncă nu există evaluări
- 1.2.0 Drilling Ref. PFMEADocument12 pagini1.2.0 Drilling Ref. PFMEAMani Rathinam RajamaniÎncă nu există evaluări
- GEMSS-M-15 Rev 02 - Desalination Plant and Desalinated Water TanksDocument20 paginiGEMSS-M-15 Rev 02 - Desalination Plant and Desalinated Water TanksKaramSobhyÎncă nu există evaluări
- 571 SummaryDocument3 pagini571 SummarySimbu Arasan100% (1)
- Elastic Modulas of Gravel Mix Sand PDFDocument1 paginăElastic Modulas of Gravel Mix Sand PDFPrakash Singh RawalÎncă nu există evaluări
- Standard Book Material - Thermodynamics - Arjuna JEE AIR 2024 (Physical Chemistry)Document5 paginiStandard Book Material - Thermodynamics - Arjuna JEE AIR 2024 (Physical Chemistry)PULKIT ARORAÎncă nu există evaluări
- Periodic Table Sig Fig B WDocument1 paginăPeriodic Table Sig Fig B WRicardo VelozÎncă nu există evaluări
- SPE-10489-PA PVT y Scal PDFDocument9 paginiSPE-10489-PA PVT y Scal PDF'Andres TorregrosaÎncă nu există evaluări
- 20-1-16 LS Dyna - SHPB Analysis FinalDocument7 pagini20-1-16 LS Dyna - SHPB Analysis FinalJayDeep KhajureÎncă nu există evaluări
- Bc20122lnh-1 Assay Sheet (For Bc-30 Vet Research Use Only)Document1 paginăBc20122lnh-1 Assay Sheet (For Bc-30 Vet Research Use Only)Subodh SahuÎncă nu există evaluări
- Seismic Principles: - Chapter 1Document13 paginiSeismic Principles: - Chapter 1Mahardika Aji KurniawanÎncă nu există evaluări
- Vacuum Bagging ProcessDocument2 paginiVacuum Bagging ProcessBikram Kesharee NayakÎncă nu există evaluări
- Melamine ProductionDocument49 paginiMelamine ProductionImtiaz HussainÎncă nu există evaluări
- Chemistry LabDocument49 paginiChemistry LabVishwas VermaÎncă nu există evaluări
- Review Problems PDFDocument22 paginiReview Problems PDFArman Malekloo0% (1)
- Risk AssessmentDocument2 paginiRisk AssessmentFaraiMbudaya0% (1)
- Ch. 15 Review AnswersDocument2 paginiCh. 15 Review AnswersJose PopoffÎncă nu există evaluări
- Racold Solar Etc - PresentationDocument19 paginiRacold Solar Etc - PresentationvijaisumÎncă nu există evaluări
- Shear Wall Modelling Techniques: A ReviewDocument9 paginiShear Wall Modelling Techniques: A ReviewAmanulla MullaÎncă nu există evaluări
- JHJDocument1 paginăJHJtrivina ira riszkiÎncă nu există evaluări
- Microsoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsDe la EverandMicrosoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsÎncă nu există evaluări
- ITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationDe la EverandITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationEvaluare: 5 din 5 stele5/5 (2)
- CCNA Certification Study Guide, Volume 2: Exam 200-301De la EverandCCNA Certification Study Guide, Volume 2: Exam 200-301Încă nu există evaluări
- Hacking: A Beginners Guide To Your First Computer Hack; Learn To Crack A Wireless Network, Basic Security Penetration Made Easy and Step By Step Kali LinuxDe la EverandHacking: A Beginners Guide To Your First Computer Hack; Learn To Crack A Wireless Network, Basic Security Penetration Made Easy and Step By Step Kali LinuxEvaluare: 4.5 din 5 stele4.5/5 (67)
- Hacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.De la EverandHacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.Evaluare: 5 din 5 stele5/5 (2)
- Evaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsDe la EverandEvaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsEvaluare: 5 din 5 stele5/5 (1)
- The Compete Ccna 200-301 Study Guide: Network Engineering EditionDe la EverandThe Compete Ccna 200-301 Study Guide: Network Engineering EditionEvaluare: 5 din 5 stele5/5 (4)
- AWS Certified Solutions Architect Study Guide: Associate SAA-C01 ExamDe la EverandAWS Certified Solutions Architect Study Guide: Associate SAA-C01 ExamEvaluare: 4 din 5 stele4/5 (1)
- Cybersecurity: The Beginner's Guide: A comprehensive guide to getting started in cybersecurityDe la EverandCybersecurity: The Beginner's Guide: A comprehensive guide to getting started in cybersecurityEvaluare: 5 din 5 stele5/5 (2)
- Palo Alto Networks: The Ultimate Guide To Quickly Pass All The Exams And Getting Certified. Real Practice Test With Detailed Screenshots, Answers And ExplanationsDe la EverandPalo Alto Networks: The Ultimate Guide To Quickly Pass All The Exams And Getting Certified. Real Practice Test With Detailed Screenshots, Answers And ExplanationsÎncă nu există evaluări
- Practical TCP/IP and Ethernet Networking for IndustryDe la EverandPractical TCP/IP and Ethernet Networking for IndustryEvaluare: 4 din 5 stele4/5 (2)
- Cybersecurity: A Simple Beginner’s Guide to Cybersecurity, Computer Networks and Protecting Oneself from Hacking in the Form of Phishing, Malware, Ransomware, and Social EngineeringDe la EverandCybersecurity: A Simple Beginner’s Guide to Cybersecurity, Computer Networks and Protecting Oneself from Hacking in the Form of Phishing, Malware, Ransomware, and Social EngineeringEvaluare: 5 din 5 stele5/5 (40)
- AWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamDe la EverandAWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamÎncă nu există evaluări
- Set Up Your Own IPsec VPN, OpenVPN and WireGuard Server: Build Your Own VPNDe la EverandSet Up Your Own IPsec VPN, OpenVPN and WireGuard Server: Build Your Own VPNEvaluare: 5 din 5 stele5/5 (1)
- Computer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)De la EverandComputer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)Evaluare: 4 din 5 stele4/5 (4)
- ITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationDe la EverandITIL® 4 Create, Deliver and Support (CDS): Your companion to the ITIL 4 Managing Professional CDS certificationÎncă nu există evaluări
- Open Radio Access Network (O-RAN) Systems Architecture and DesignDe la EverandOpen Radio Access Network (O-RAN) Systems Architecture and DesignÎncă nu există evaluări
- CWNA Certified Wireless Network Administrator Study Guide: Exam CWNA-108De la EverandCWNA Certified Wireless Network Administrator Study Guide: Exam CWNA-108Încă nu există evaluări
- Microsoft Certified Azure Fundamentals Study Guide: Exam AZ-900De la EverandMicrosoft Certified Azure Fundamentals Study Guide: Exam AZ-900Încă nu există evaluări