S-ar putea să vă placă și
- HDPE Pipes Failure Analysis and Damage ModelingDocument17 paginiHDPE Pipes Failure Analysis and Damage ModelingMaria TnsÎncă nu există evaluări
- ST eDocument2 paginiST eMaria TnsÎncă nu există evaluări
- Experimental Research of Buried PipelinesDocument7 paginiExperimental Research of Buried PipelinesMaria TnsÎncă nu există evaluări
- Burak1982 Article ExperimentalDeterminationOfTheDocument5 paginiBurak1982 Article ExperimentalDeterminationOfTheMaria TnsÎncă nu există evaluări
- Pratybos Anglu Taisytas 2012.10.23 PDFDocument22 paginiPratybos Anglu Taisytas 2012.10.23 PDFMaria TnsÎncă nu există evaluări
- ModifiedIowaFormula PDFDocument9 paginiModifiedIowaFormula PDFMaria TnsÎncă nu există evaluări
- Chapter 9. Beams On Elastic Foundations: Prob. 8.51 Fig. 8.4 Prob. 8.51Document20 paginiChapter 9. Beams On Elastic Foundations: Prob. 8.51 Fig. 8.4 Prob. 8.51Maria TnsÎncă nu există evaluări
- Hdpe Creep+fatigue PDFDocument9 paginiHdpe Creep+fatigue PDFMaria TnsÎncă nu există evaluări
- Hdpe Creep+fatigue PDFDocument9 paginiHdpe Creep+fatigue PDFMaria TnsÎncă nu există evaluări
- Irjet V4i7203 PDFDocument5 paginiIrjet V4i7203 PDFMaria TnsÎncă nu există evaluări
- Stress Analysis of Buried Pipeline Using Finite Element MethodDocument16 paginiStress Analysis of Buried Pipeline Using Finite Element MethodMaria TnsÎncă nu există evaluări
- Pratybos Anglu Taisytas 2012.10.23 PDFDocument22 paginiPratybos Anglu Taisytas 2012.10.23 PDFMaria TnsÎncă nu există evaluări
- ModifiedIowaFormula PDFDocument9 paginiModifiedIowaFormula PDFMaria TnsÎncă nu există evaluări
- Buried PipeDocument83 paginiBuried PipePlalvarezcelis100% (3)
- Analysis of Stress and Deformation of A Positive Buried Pipe Using The Improved Spangler ModelDocument8 paginiAnalysis of Stress and Deformation of A Positive Buried Pipe Using The Improved Spangler ModelAwahida WidiÎncă nu există evaluări
- Stress Analysis of Buried Pipeline Using Finite Element MethodDocument16 paginiStress Analysis of Buried Pipeline Using Finite Element MethodMaria TnsÎncă nu există evaluări
- Comparatie Siloz Lis-OndulatDocument4 paginiComparatie Siloz Lis-OndulatMaria TnsÎncă nu există evaluări
- Theoretical Mechanics II 2015Document1 paginăTheoretical Mechanics II 2015Anonymous Nzf9XAÎncă nu există evaluări
- Knockout DrumsDocument1 paginăKnockout DrumsCheng Kai CongÎncă nu există evaluări
- (Slovak Journal of Civil Engineering) Silo With A Corrugated Sheet WallDocument12 pagini(Slovak Journal of Civil Engineering) Silo With A Corrugated Sheet WallTopaca PaecÎncă nu există evaluări
- Pratybos Anglu Taisytas 2012.10.23 PDFDocument22 paginiPratybos Anglu Taisytas 2012.10.23 PDFMaria TnsÎncă nu există evaluări
- Flash DesignDocument14 paginiFlash Designdavoin_88Încă nu există evaluări
- (Slovak Journal of Civil Engineering) Silo With A Corrugated Sheet WallDocument12 pagini(Slovak Journal of Civil Engineering) Silo With A Corrugated Sheet WallTopaca PaecÎncă nu există evaluări
- Gros in Trepte Pres Ext PDFDocument7 paginiGros in Trepte Pres Ext PDFMaria TnsÎncă nu există evaluări
- 2006 Int Ansys Conf 47Document27 pagini2006 Int Ansys Conf 47Maria TnsÎncă nu există evaluări
- Steel Silo With Corrugated WallsDocument8 paginiSteel Silo With Corrugated WallsMaria TnsÎncă nu există evaluări
- Structure Calculation Sheet For SiloDocument174 paginiStructure Calculation Sheet For Silojohn12345Încă nu există evaluări
- Design and Analysis of Disc Brake RotorDocument6 paginiDesign and Analysis of Disc Brake RotorMayara Brandolis100% (1)
- To Study The Analysis, Design and Behavior of Corrugated Steel SiloDocument7 paginiTo Study The Analysis, Design and Behavior of Corrugated Steel SiloMohammed AlnasharÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- LAB MANUAL ANALYSIS ALCOHOLIC BEVERAGESDocument56 paginiLAB MANUAL ANALYSIS ALCOHOLIC BEVERAGESdmshahidch0% (1)
- B405 00Document25 paginiB405 00Ahmed HussienÎncă nu există evaluări
- Marketing Myopia Div CDocument13 paginiMarketing Myopia Div CSAI SHRIYA NYASAVAJHULAÎncă nu există evaluări
- Piht0f402 Icmts Icad600tsDocument2 paginiPiht0f402 Icmts Icad600tsamruta21Încă nu există evaluări
- ES ES Processwater GB 154 - Parameter & User ManualDocument9 paginiES ES Processwater GB 154 - Parameter & User ManualHuy TranÎncă nu există evaluări
- Drug Formulary 2219844Document1.224 paginiDrug Formulary 2219844gszzq8cj4mÎncă nu există evaluări
- Kligler Iron AgarDocument3 paginiKligler Iron AgarOsama BakheetÎncă nu există evaluări
- Top 1000Document21 paginiTop 1000Pradeep ChandarÎncă nu există evaluări
- KENDRIYA VIDYALAYA SANGATHAN SAMPLE PAPER FOR PERIODIC TEST II EXAMDocument4 paginiKENDRIYA VIDYALAYA SANGATHAN SAMPLE PAPER FOR PERIODIC TEST II EXAMhweta173Încă nu există evaluări
- Fiber Optic-Supreme PDFDocument17 paginiFiber Optic-Supreme PDFdHanE anasÎncă nu există evaluări
- Organic Extraction Separates Acid, Bromophenol, and BiphenylDocument4 paginiOrganic Extraction Separates Acid, Bromophenol, and BiphenylMareline MendietaÎncă nu există evaluări
- Ketoprofen Suppository Dosage Forms: in Vitro Release and in Vivo Absorption Studies in RabbitsDocument6 paginiKetoprofen Suppository Dosage Forms: in Vitro Release and in Vivo Absorption Studies in RabbitsTommyÎncă nu există evaluări
- Chia Seed Paper PDFDocument7 paginiChia Seed Paper PDFFARCASANU MARIA-ANDREEAÎncă nu există evaluări
- Anodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFDocument12 paginiAnodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFMicke Sandoval100% (1)
- Water BottlesDocument7 paginiWater BottlesReanne MaskartÎncă nu există evaluări
- FCC Wash Water SystemsDocument16 paginiFCC Wash Water SystemsBehnam RahzaniÎncă nu există evaluări
- Pipe Bending-Hot BendingDocument4 paginiPipe Bending-Hot Bendingamulbaby31100% (1)
- Topic: Aseptic Techniques in Plant Tissue Culture LabDocument8 paginiTopic: Aseptic Techniques in Plant Tissue Culture LabMaryam BilalÎncă nu există evaluări
- CHM131 MAC 2019 exam: Density, isotopes, balancing equationsDocument4 paginiCHM131 MAC 2019 exam: Density, isotopes, balancing equationsijah rosmiÎncă nu există evaluări
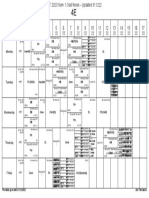
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Document1 paginăTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)Încă nu există evaluări
- 8.2 (111 Marks) : MarkschemeDocument47 pagini8.2 (111 Marks) : MarkschemeSemwezi Enock0% (1)
- Importance of Analytical Instrumentation. Concepts To RememberDocument4 paginiImportance of Analytical Instrumentation. Concepts To RememberPrimer AsaltoÎncă nu există evaluări
- Ryj Hvac CatalogDocument100 paginiRyj Hvac CataloganthonptbgÎncă nu există evaluări
- All Name Reactions of Chemistry Class 12th Cbse & IscDocument11 paginiAll Name Reactions of Chemistry Class 12th Cbse & IscAjit100% (1)
- Section 5 - Concrete PavementDocument18 paginiSection 5 - Concrete PavementLipSingCheong100% (2)
- Chap 12 Solid StateDocument9 paginiChap 12 Solid StateBharat kumar TripuramalluÎncă nu există evaluări
- Btu Analysis Using A Gas ChromatographDocument5 paginiBtu Analysis Using A Gas Chromatographlutfi awnÎncă nu există evaluări
- Creating an Eco-Friendly Fiber SheetDocument66 paginiCreating an Eco-Friendly Fiber SheetDosirt VisdaÎncă nu există evaluări
- 8a-Advanced Waste Water TreatmentDocument43 pagini8a-Advanced Waste Water TreatmentSathish GlÎncă nu există evaluări
- Abrasion & Impact TestDocument10 paginiAbrasion & Impact TestMuhammad Hafizuddin100% (1)