S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Graffiti Model Lesson PlanDocument9 paginiGraffiti Model Lesson Planapi-286619177100% (1)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Configure NTP, OSPF, logging and SSH on routers R1, R2 and R3Document2 paginiConfigure NTP, OSPF, logging and SSH on routers R1, R2 and R3Lars Rembrandt50% (2)
- Chapter 3b - Development of Truss Equations: Stiffness Matrix For A Bar ElementDocument44 paginiChapter 3b - Development of Truss Equations: Stiffness Matrix For A Bar ElementvaishnaviÎncă nu există evaluări
- ESE Open Ended PLM Assignment on Egg Boiling Case Life Cycle ChartDocument3 paginiESE Open Ended PLM Assignment on Egg Boiling Case Life Cycle ChartAshish DaundkarÎncă nu există evaluări
- Hydro Electric Power Plant Part - A: Unit - IvDocument24 paginiHydro Electric Power Plant Part - A: Unit - IvAshish DaundkarÎncă nu există evaluări
- Industrial Engineering and Management: Class - Metyb328 Subject - Iem Student Name - Akash SalunkeDocument8 paginiIndustrial Engineering and Management: Class - Metyb328 Subject - Iem Student Name - Akash SalunkeAshish DaundkarÎncă nu există evaluări
- Maharashtra Metro Rail Corporation LTDDocument10 paginiMaharashtra Metro Rail Corporation LTDInam ullah khanÎncă nu există evaluări
- Waiting Line TheoryDocument43 paginiWaiting Line TheoryAshish DaundkarÎncă nu există evaluări
- Rheological Characterization of Polyethylene Glycol Based Tio NanofluidsDocument9 paginiRheological Characterization of Polyethylene Glycol Based Tio NanofluidsAshish DaundkarÎncă nu există evaluări
- Casting, Welding, Machine Tools, Material SC PDFDocument240 paginiCasting, Welding, Machine Tools, Material SC PDFSanjay Kajal0% (1)
- TM Lab Session PDFDocument1 paginăTM Lab Session PDFAshish DaundkarÎncă nu există evaluări
- ME321 Turbomachines 2020Document4 paginiME321 Turbomachines 2020Ashish DaundkarÎncă nu există evaluări
- METYB21 - B2 Activity 1Document7 paginiMETYB21 - B2 Activity 1Ashish DaundkarÎncă nu există evaluări
- Laboratory Manual: Fluid Machine ME-315-FDocument29 paginiLaboratory Manual: Fluid Machine ME-315-FAshish DaundkarÎncă nu există evaluări
- Asish METYB21 Transportation AssignmentDocument7 paginiAsish METYB21 Transportation AssignmentAshish DaundkarÎncă nu există evaluări
- Ashish METYB21 Assignment 1 Turbo-2 PDFDocument6 paginiAshish METYB21 Assignment 1 Turbo-2 PDFAshish DaundkarÎncă nu există evaluări
- Assignment: School of Mechanical EnggDocument1 paginăAssignment: School of Mechanical EnggAshish DaundkarÎncă nu există evaluări
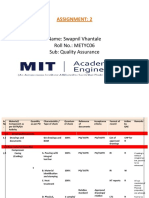
- Assignment: 2: Name: Swapnil Vhantale Roll No.: METYC06 Sub: Quality AssuranceDocument9 paginiAssignment: 2: Name: Swapnil Vhantale Roll No.: METYC06 Sub: Quality AssuranceAshish DaundkarÎncă nu există evaluări
- Assignment: School of Mechanical EnggDocument1 paginăAssignment: School of Mechanical EnggAshish DaundkarÎncă nu există evaluări
- Ashish METYB21 LPP AssignmentDocument2 paginiAshish METYB21 LPP AssignmentAshish DaundkarÎncă nu există evaluări
- Ashish METY B21 Assignment-2 TurboDocument6 paginiAshish METY B21 Assignment-2 TurboAshish DaundkarÎncă nu există evaluări
- Assignment Game TheoryDocument1 paginăAssignment Game TheoryAshish DaundkarÎncă nu există evaluări
- OR Practical Exam Final PDFDocument5 paginiOR Practical Exam Final PDFAshish DaundkarÎncă nu există evaluări
- Ashish METYB21 Assignment 1 TurboDocument6 paginiAshish METYB21 Assignment 1 TurboAshish DaundkarÎncă nu există evaluări
- Steam TurbineDocument42 paginiSteam TurbineAshish Daundkar100% (1)
- OR Practical Exam Final PDFDocument5 paginiOR Practical Exam Final PDFAshish DaundkarÎncă nu există evaluări
- The Machine-Room-Less Elevator: Kone E MonospaceDocument8 paginiThe Machine-Room-Less Elevator: Kone E MonospaceAbdelmuneimÎncă nu există evaluări
- 3ADW000379R0301 DCS550 Manual e CDocument310 pagini3ADW000379R0301 DCS550 Manual e CLaura SelvaÎncă nu există evaluări
- GbiDocument14 paginiGbimaurice86Încă nu există evaluări
- Lesson Plan 2 Sine Rule and Cosine RuleDocument8 paginiLesson Plan 2 Sine Rule and Cosine Ruleapi-280114661Încă nu există evaluări
- Vaje 3 - Macionis in PlummerDocument2 paginiVaje 3 - Macionis in PlummerLazar DjondricÎncă nu există evaluări
- The historical evolution of organizational behavior and how it shaped modern managementDocument3 paginiThe historical evolution of organizational behavior and how it shaped modern managementSaravanan Swagger100% (1)
- Veiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inDocument8 paginiVeiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inYakov Mario QuinterosÎncă nu există evaluări
- HGDocument64 paginiHGCharis PapadopoulosÎncă nu există evaluări
- Anie Altamirano Learning For Life HandoutDocument4 paginiAnie Altamirano Learning For Life HandoutAnnapurna VÎncă nu există evaluări
- Laser Communications Offer High-Performance Inter-Satellite LinksDocument18 paginiLaser Communications Offer High-Performance Inter-Satellite LinksAnukriti LeeÎncă nu există evaluări
- Computer Vision: Chapter 5. SegmentationDocument16 paginiComputer Vision: Chapter 5. SegmentationThịi ÁnhhÎncă nu există evaluări
- Interview QuestionsDocument3 paginiInterview Questionsاحتشام چوہدری100% (1)
- Fire InsuranceDocument108 paginiFire Insurancem_dattaias88% (8)
- Hardware Devices Used in Virtual Reality TechnologiesDocument6 paginiHardware Devices Used in Virtual Reality TechnologiesTheMoon LightÎncă nu există evaluări
- L028 Me Dat 01 00122 001 00Document8 paginiL028 Me Dat 01 00122 001 00sivasan10006098Încă nu există evaluări
- Advance Distributed ComputingDocument2 paginiAdvance Distributed ComputingValia Centre of ExcellenceÎncă nu există evaluări
- MD SHAFIUL ISLAM 沙菲 ID;20183290290Document23 paginiMD SHAFIUL ISLAM 沙菲 ID;20183290290SHAFIUL SETUÎncă nu există evaluări
- Chem 361 Separation Methods IntroDocument8 paginiChem 361 Separation Methods IntroTwum SomoahÎncă nu există evaluări
- b25d b30d Mkiii HydraulicsDocument28 paginib25d b30d Mkiii HydraulicsErmias100% (3)
- Data Sheet: High-Speed DiodesDocument7 paginiData Sheet: High-Speed DiodesZoltán ÁgostonÎncă nu există evaluări
- Educ 1301 Field Experience 1 ThielenDocument4 paginiEduc 1301 Field Experience 1 Thielenapi-610903961Încă nu există evaluări
- Maklumat Vaksinasi: Vaccination DetailsDocument1 paginăMaklumat Vaksinasi: Vaccination Detailsaccung manÎncă nu există evaluări
- Clinical TeachingDocument29 paginiClinical TeachingJeonoh Florida100% (2)
- 1.1 Thermodynamics 1Document28 pagini1.1 Thermodynamics 1Lyan SantosÎncă nu există evaluări
- Evolution of Computers: A Brief HistoryDocument15 paginiEvolution of Computers: A Brief HistoryshinÎncă nu există evaluări
- Instruction Manual Series 854 XTG Level GaugeDocument60 paginiInstruction Manual Series 854 XTG Level GaugeJandri JacobÎncă nu există evaluări
- List of SDAsDocument4 paginiList of SDAsAthouba SagolsemÎncă nu există evaluări
- 13 Nilufer-CaliskanDocument7 pagini13 Nilufer-Caliskanab theproÎncă nu există evaluări