S-ar putea să vă placă și
- Saudi Aramco Inspection Checklist: Receiving Inspection of Air-Cooled Heat Exchanger SAIC-E-2005 15-Nov-17 MechDocument13 paginiSaudi Aramco Inspection Checklist: Receiving Inspection of Air-Cooled Heat Exchanger SAIC-E-2005 15-Nov-17 MechmominÎncă nu există evaluări
- SAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinDocument2 paginiSAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinLipika GayenÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 paginiSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWÎncă nu există evaluări
- Crosby ReliefValve JOS JBS JLT Cat D495Document64 paginiCrosby ReliefValve JOS JBS JLT Cat D495JudyÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldDocument4 paginiSaudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldRijwan MohammadÎncă nu există evaluări
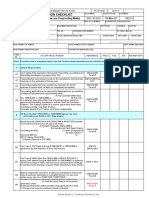
- Saudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 31-Dec-14Document10 paginiSaudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 31-Dec-14pravinÎncă nu există evaluări
- SAIC-W-2043 Rev 0Document3 paginiSAIC-W-2043 Rev 0philipyapÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechDocument4 paginiSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechpravinÎncă nu există evaluări
- Saic RT 2007Document9 paginiSaic RT 2007munnaÎncă nu există evaluări
- SAIC-X-3104 Rev 3Document4 paginiSAIC-X-3104 Rev 3Imran khanÎncă nu există evaluări
- Saudi Aramco Inspection ChecklistDocument13 paginiSaudi Aramco Inspection ChecklistAli AhmedÎncă nu există evaluări
- 32 Samss 011Document27 pagini32 Samss 011naruto256Încă nu există evaluări
- 00 Saip 72Document6 pagini00 Saip 72Erin JohnsonÎncă nu există evaluări
- S Viii, D 3 - A R C H - P V: Ection Ivision Lternative Ules For Onstruction OF IGH Ressure EsselsDocument24 paginiS Viii, D 3 - A R C H - P V: Ection Ivision Lternative Ules For Onstruction OF IGH Ressure EsselsLuis VargasÎncă nu există evaluări
- SAIC-D-2005 Rev 2Document4 paginiSAIC-D-2005 Rev 2ரமேஷ் பாலக்காடுÎncă nu există evaluări
- Fat Procedure XMT Assembly Gas Test & Hydrostatical Test: SubseaDocument17 paginiFat Procedure XMT Assembly Gas Test & Hydrostatical Test: Subseadzamir203Încă nu există evaluări
- Saudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldDocument3 paginiSaudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldRijwan MohammadÎncă nu există evaluări
- Investigation and Repair of H (1) - E.R Flange LeakDocument19 paginiInvestigation and Repair of H (1) - E.R Flange LeakriysallÎncă nu există evaluări
- 01 Saip 38Document14 pagini01 Saip 38Arjun RawatÎncă nu există evaluări
- SAIC-H-2010 Rev 7Document1 paginăSAIC-H-2010 Rev 7Satheesh Rama SamyÎncă nu există evaluări
- Saic MPT 2004 Rev 0Document6 paginiSaic MPT 2004 Rev 0philipyapÎncă nu există evaluări
- Optimization of Piping Expansion Loop in Process Plant: January 2015Document6 paginiOptimization of Piping Expansion Loop in Process Plant: January 2015Roberto Montano RuizÎncă nu există evaluări
- SATR-L-2001 Rev. 5Document10 paginiSATR-L-2001 Rev. 5Neelam AhmadÎncă nu există evaluări
- EXXON EPpressurevesselsDocument14 paginiEXXON EPpressurevesselsharrinsonfÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Document5 paginiSaudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Abdul HannanÎncă nu există evaluări
- Saic RT 2001Document24 paginiSaic RT 2001munnaÎncă nu există evaluări
- 32 SAMSS 011 - 02 18 2018 - Final PDFDocument53 pagini32 SAMSS 011 - 02 18 2018 - Final PDFkartik_harwani4387Încă nu există evaluări
- ASME B 31.3 Process Piping - 1 PDFDocument9 paginiASME B 31.3 Process Piping - 1 PDFRamesh BaluÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 31-Dec-14 PipingDocument5 paginiSaudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 31-Dec-14 PipingpravinÎncă nu există evaluări
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 paginiInspection & Testing Requirements Scope:: Test and Inspection PeraneeshjokayÎncă nu există evaluări
- Saic D 2024Document9 paginiSaic D 2024Md ShariqueÎncă nu există evaluări
- MSFC Spec 3679 PDFDocument102 paginiMSFC Spec 3679 PDFDragan Sorin100% (1)
- 32 Samss 007Document38 pagini32 Samss 007naruto256Încă nu există evaluări
- N2 - Rev ADocument13 paginiN2 - Rev AChirag ShahÎncă nu există evaluări
- 32 Saip 11Document9 pagini32 Saip 11Jam100% (2)
- 32 Samss 031 PDFDocument9 pagini32 Samss 031 PDFFlorin Daniel AnghelÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldDocument27 paginiSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldIrshad IqbalÎncă nu există evaluări
- Saic W 2011rev 0Document4 paginiSaic W 2011rev 0fariboy123Încă nu există evaluări
- Calculating Heat InputDocument5 paginiCalculating Heat InputAnonymous AlhzFE9EVNÎncă nu există evaluări
- Saep 306Document15 paginiSaep 306nadeem shaikh100% (1)
- SAIC-L-2014 Flange Joint Insp PDFDocument7 paginiSAIC-L-2014 Flange Joint Insp PDFAnonymous S9qBDVkyÎncă nu există evaluări
- SAIC-D-2022 Rev 2Document5 paginiSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுÎncă nu există evaluări
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 paginiInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05Document1 paginăSaudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05philipyapÎncă nu există evaluări
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachDocument5 paginiEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemÎncă nu există evaluări
- Saudi Aramco Test ReportDocument2 paginiSaudi Aramco Test ReportEswari AnandÎncă nu există evaluări
- To Rerate or Not To RerateDocument6 paginiTo Rerate or Not To ReratekblaxtonÎncă nu există evaluări
- Saep 325Document43 paginiSaep 325AbdullahÎncă nu există evaluări
- Insulation Inspection ReportDocument2 paginiInsulation Inspection ReportKarthik100% (1)
- TF1 - 2Q92 - 100002 - 0 - Welder Welding Operator Qualification Test ProcedureDocument16 paginiTF1 - 2Q92 - 100002 - 0 - Welder Welding Operator Qualification Test ProcedureTuan LuuÎncă nu există evaluări
- Saudi Aramco Inspection ChecklistDocument13 paginiSaudi Aramco Inspection ChecklistRijwan MohammadÎncă nu există evaluări
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 paginiAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimÎncă nu există evaluări
- Procedure Manual: Cast Valve ProductionDocument10 paginiProcedure Manual: Cast Valve ProductionParveen Kohli0% (1)
- SAIC-A-2023 Rev 6 Prssure Test Air GasDocument5 paginiSAIC-A-2023 Rev 6 Prssure Test Air Gaspookkoya thangalÎncă nu există evaluări
- SAIC-L-2002 Rev 6Document13 paginiSAIC-L-2002 Rev 6biplabpal2009Încă nu există evaluări
- SP 2154Document26 paginiSP 2154Anoop gokhaleÎncă nu există evaluări
- CML Optimization FinalDocument31 paginiCML Optimization FinalFatemeh SaadatmandÎncă nu există evaluări
- Materials System SpecificationDocument17 paginiMaterials System Specificationnadeem shaikhÎncă nu există evaluări
- SAIC-E-2005 Recvg Insp of AirCooled Heat ExchDocument5 paginiSAIC-E-2005 Recvg Insp of AirCooled Heat ExchAnonymous S9qBDVkyÎncă nu există evaluări
- Saic e 2002Document10 paginiSaic e 2002jerinÎncă nu există evaluări
- Saic A 1017Document1 paginăSaic A 1017jerinÎncă nu există evaluări
- Saic Gi 2102Document3 paginiSaic Gi 2102jerin100% (3)
- Saic J 6903Document9 paginiSaic J 6903jerinÎncă nu există evaluări
- Saic G 2011Document15 paginiSaic G 2011jerinÎncă nu există evaluări
- Saic G 2002Document32 paginiSaic G 2002jerinÎncă nu există evaluări
- Saic H 2060Document11 paginiSaic H 2060jerinÎncă nu există evaluări
- Saic e 2003Document7 paginiSaic e 2003jerinÎncă nu există evaluări
- Saic LPT 2003Document11 paginiSaic LPT 2003jerinÎncă nu există evaluări
- Saic LPT 2006Document12 paginiSaic LPT 2006jerinÎncă nu există evaluări
- Saic LPT 2001Document22 paginiSaic LPT 2001jerinÎncă nu există evaluări
- Saic A 1017Document1 paginăSaic A 1017jerinÎncă nu există evaluări
- Saic A 2013Document6 paginiSaic A 2013jerinÎncă nu există evaluări
- Saic LPT 2004Document13 paginiSaic LPT 2004jerinÎncă nu există evaluări
- Saic e 2004Document8 paginiSaic e 2004jerinÎncă nu există evaluări
- Saic B 1004Document2 paginiSaic B 1004jerinÎncă nu există evaluări
- Saic e 2001Document7 paginiSaic e 2001jerinÎncă nu există evaluări
- Saic e 2002Document10 paginiSaic e 2002jerinÎncă nu există evaluări
- Saic B 1002Document3 paginiSaic B 1002jerinÎncă nu există evaluări
- Saic A 1017Document1 paginăSaic A 1017jerinÎncă nu există evaluări
- Saic M 1002Document4 paginiSaic M 1002jerinÎncă nu există evaluări
- Saic F 2022Document4 paginiSaic F 2022jerinÎncă nu există evaluări
- Saic F 2021Document11 paginiSaic F 2021jerinÎncă nu există evaluări
- Saic A 1017Document1 paginăSaic A 1017jerinÎncă nu există evaluări
- Saic M 1004Document2 paginiSaic M 1004jerinÎncă nu există evaluări
- Saic A 2011Document8 paginiSaic A 2011jerinÎncă nu există evaluări
- Saic A 1016Document2 paginiSaic A 1016jerinÎncă nu există evaluări
- Saic A 1017Document1 paginăSaic A 1017jerinÎncă nu există evaluări
- Saic N 2031Document3 paginiSaic N 2031jerinÎncă nu există evaluări
- Saic A 2004Document4 paginiSaic A 2004jerinÎncă nu există evaluări
- Gas Dynamic Resonance Ignition For Repetitive StartsDocument8 paginiGas Dynamic Resonance Ignition For Repetitive StartsBrunno VasquesÎncă nu există evaluări
- Dynamic Depressurisation Calculations LNG Regasification UnitDocument15 paginiDynamic Depressurisation Calculations LNG Regasification Unitilmu2Încă nu există evaluări
- List Equipment Pltu Pangkalan Susu 2x200mwDocument7 paginiList Equipment Pltu Pangkalan Susu 2x200mwDanny SurbaktiÎncă nu există evaluări
- Mmscience - 2019 12 - Design of CNC Milling Machine As A Base of Industry 4 0 EnterpriseDocument6 paginiMmscience - 2019 12 - Design of CNC Milling Machine As A Base of Industry 4 0 EnterpriseKadir ŞUATAMANÎncă nu există evaluări
- CPD Review 2015 Chapter6 ErrataDocument22 paginiCPD Review 2015 Chapter6 ErrataMadhankumarÎncă nu există evaluări
- ASPE PSD - Fire Pump InstallationDocument4 paginiASPE PSD - Fire Pump InstallationNiong DavidÎncă nu există evaluări
- Gear Adendum Modification CoefficientDocument8 paginiGear Adendum Modification CoefficientRobert StuartÎncă nu există evaluări
- Conveyor DesignDocument73 paginiConveyor DesignAl Hisadin95% (22)
- BAE Airfoil Fans Catalogue M370 Metric PDFDocument78 paginiBAE Airfoil Fans Catalogue M370 Metric PDFHon NguyenÎncă nu există evaluări
- Manual Motores Audi A3Document74 paginiManual Motores Audi A3Carlos Garcia GodoyÎncă nu există evaluări
- Thermodynamics (5 Hours) : PhysicsDocument56 paginiThermodynamics (5 Hours) : PhysicsSaiful Nizam0% (1)
- Cooling Thesis PDFDocument60 paginiCooling Thesis PDFAudel Albarrán CÎncă nu există evaluări
- KC FLT 8809008 enDocument24 paginiKC FLT 8809008 enAnonymous l05hkK4yUV50% (4)
- MATERIALS AND CONSTRUCTION ArunachalamDocument6 paginiMATERIALS AND CONSTRUCTION Arunachalamdharanya sivabalanÎncă nu există evaluări
- CPP Report 2020-1Document20 paginiCPP Report 2020-1UnmayÎncă nu există evaluări
- Psychrometric Chart EditedDocument1 paginăPsychrometric Chart EditedMelord RoneÎncă nu există evaluări
- Robushi Robox BlowerDocument2 paginiRobushi Robox Bloweranguyen22153319Încă nu există evaluări
- Shaft GroundingDocument7 paginiShaft GroundingDan Alin MirceaÎncă nu există evaluări
- Cibse Variable Flow DPCV CPDDocument44 paginiCibse Variable Flow DPCV CPDmannu11Încă nu există evaluări
- Perkins 45 KVADocument4 paginiPerkins 45 KVASadiman SadimanÎncă nu există evaluări
- STP1210 Eb.1415051 1 PDFDocument298 paginiSTP1210 Eb.1415051 1 PDFpaolaÎncă nu există evaluări
- Operating and Maintenance Manual 6" To 8" Rewound Submersible MotorsDocument24 paginiOperating and Maintenance Manual 6" To 8" Rewound Submersible MotorsgeiyaulÎncă nu există evaluări
- Fixture Design: Introduction To Jigs and FixturesDocument10 paginiFixture Design: Introduction To Jigs and Fixturespankajpn100% (1)
- BerlinerLuft. Brochure HygCond 2017-2021 Eng. WebDocument24 paginiBerlinerLuft. Brochure HygCond 2017-2021 Eng. WebFabian FelsÎncă nu există evaluări
- J H Hooper Confectionery Packaging EquipmentDocument283 paginiJ H Hooper Confectionery Packaging Equipmentphucborso1Încă nu există evaluări
- B SafeunitDocument2 paginiB SafeunitvealealÎncă nu există evaluări
- HTO AssignmentDocument5 paginiHTO AssignmentMadhumita KumarÎncă nu există evaluări
- Reaffirmed 2001: For Current Committee PersonnelDocument24 paginiReaffirmed 2001: For Current Committee PersonnelJoel CieltoÎncă nu există evaluări
- Aircraft General Knowledge: Hydraulics and Landing GearDocument53 paginiAircraft General Knowledge: Hydraulics and Landing GearRizkinsya IlhamÎncă nu există evaluări
- Seleccion Chiller AguaDocument60 paginiSeleccion Chiller AguaÓscar Alfonso Gómez SepúlvedaÎncă nu există evaluări