S-ar putea să vă placă și
- Guía de instalación para viviendasDe la EverandGuía de instalación para viviendasEvaluare: 5 din 5 stele5/5 (1)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De la EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Încă nu există evaluări
- Common Rail NissanDocument41 paginiCommon Rail NissanAgsinyeccion Electricidad Automotriz83% (29)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- Rediseño del laboratorio de soldadura de la Universidad UTEDe la EverandRediseño del laboratorio de soldadura de la Universidad UTEÎncă nu există evaluări
- Maquinas Electricas y Automatismo 4toDocument65 paginiMaquinas Electricas y Automatismo 4toAlejandro Aries100% (1)
- SM - BD-ED-FD-FED-BF (E3.x) - R4 - 02-2020 - en - En.esDocument68 paginiSM - BD-ED-FD-FED-BF (E3.x) - R4 - 02-2020 - en - En.esCristian Sarmiento FloresÎncă nu există evaluări
- EX FINAL Rios Enriquez Julio CesarDocument18 paginiEX FINAL Rios Enriquez Julio Cesarjose vargasÎncă nu există evaluări
- Komatsu Galeo Pc300 350 Excavator Hydraulic Shop ManualDocument20 paginiKomatsu Galeo Pc300 350 Excavator Hydraulic Shop Manualleroy100% (35)
- Guía de instalación en locales de características especialesDe la EverandGuía de instalación en locales de características especialesÎncă nu există evaluări
- Breaker Caja Moldeada - EspDocument194 paginiBreaker Caja Moldeada - EspOswaldo Guevara100% (1)
- Informe Motor Exc-07Document8 paginiInforme Motor Exc-07Ramon TrejosÎncă nu există evaluări
- Matematicas-3 ES RD ConalitegDocument306 paginiMatematicas-3 ES RD ConalitegAlejandro Aries64% (11)
- Guía de instalación para locales de pública concurrenciaDe la EverandGuía de instalación para locales de pública concurrenciaEvaluare: 5 din 5 stele5/5 (1)
- Proyecto Automatizacion - Cinta TransportadoraDocument20 paginiProyecto Automatizacion - Cinta TransportadoraAlejandro Aries100% (2)
- Filosofías de La India (Heinrich Zimmer)Document1.315 paginiFilosofías de La India (Heinrich Zimmer)Luisa SerraÎncă nu există evaluări
- Cuadernillo de Geografía 2do AñoDocument16 paginiCuadernillo de Geografía 2do AñoAlejandro Aries100% (1)
- Procura FinalDocument144 paginiProcura FinalVictor Huamani MamaniÎncă nu există evaluări
- F.1875.0005. Solicitud de Ingreso de Repuesto o Material en CustodiaDocument4 paginiF.1875.0005. Solicitud de Ingreso de Repuesto o Material en CustodiaJean Pierre Carranza CavaniÎncă nu există evaluări
- Req. 48 y 50Document4 paginiReq. 48 y 50saam_457Încă nu există evaluări
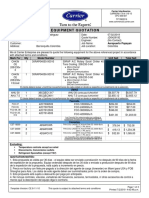
- Cotizacion en CallaoDocument3 paginiCotizacion en CallaojsajkasfjkdÎncă nu există evaluări
- Informe Integracción de Extractores Con BMSDocument4 paginiInforme Integracción de Extractores Con BMSCarmen CopaÎncă nu există evaluări
- FL 2012 0994 07 01Document3 paginiFL 2012 0994 07 01Mitchell AranaÎncă nu există evaluări
- Obras ComplementariasDocument12 paginiObras ComplementariasAlberth HernandezÎncă nu există evaluări
- Tiron en R y ReproDocument2 paginiTiron en R y ReproMario MastronardiÎncă nu există evaluări
- n23-1240 Alsud Almacenes Sudamericanos SaDocument2 paginin23-1240 Alsud Almacenes Sudamericanos SaEDISON ABDALA SEGURA PAYTAÎncă nu există evaluări
- JD0429192 Aeropuerto Popayan Rev070219 CLMDocument3 paginiJD0429192 Aeropuerto Popayan Rev070219 CLMCarlos HoyosÎncă nu există evaluări
- Actividad Costeo Por Ordenes Madera y ABC PazDocument3 paginiActividad Costeo Por Ordenes Madera y ABC Pazalewit04Încă nu există evaluări
- Variador de Velocidad 6 Pulsos Bombeo MecánicoDocument6 paginiVariador de Velocidad 6 Pulsos Bombeo MecánicokarinaÎncă nu există evaluări
- Portafusibles Seccionables ZolodaDocument15 paginiPortafusibles Seccionables ZolodaMaximiliano DreyerÎncă nu există evaluări
- Ejemplo de Cuadro de MaterialesDocument8 paginiEjemplo de Cuadro de MaterialesAldair Stuart Romero LauraÎncă nu există evaluări
- Cotiz. Mantenimiento A Climas Idealsa. CormagoDocument4 paginiCotiz. Mantenimiento A Climas Idealsa. CormagoRodrigoÎncă nu există evaluări
- COT. AGNES 325 TMA DE 15 KVA EN 22,900 - 460 - 230 + Tablero de DistribiciónDocument2 paginiCOT. AGNES 325 TMA DE 15 KVA EN 22,900 - 460 - 230 + Tablero de DistribiciónPercy Niño VasquezÎncă nu există evaluări
- Patct Da 297100 09 TS 501 - 0Document11 paginiPatct Da 297100 09 TS 501 - 0Aldo Quispe HuarachiÎncă nu există evaluări
- 2158-21 Hydropumps-Multifamiliar Catalina-Frank Rojas-VentilacionDocument2 pagini2158-21 Hydropumps-Multifamiliar Catalina-Frank Rojas-VentilacionFederico NuñezÎncă nu există evaluări
- Presupuesto Instalaciones MecanicasDocument2 paginiPresupuesto Instalaciones MecanicasAldoÎncă nu există evaluări
- Horno Rational CPC 101GDocument172 paginiHorno Rational CPC 101GVíctor Coronel MatillaÎncă nu există evaluări
- Cdoppi202286147 - Avenida - 3Document2 paginiCdoppi202286147 - Avenida - 3Yimer Guiovani Lopez AlmanzaÎncă nu există evaluări
- JG-230 ALYABE Cotizacion TechproDocument3 paginiJG-230 ALYABE Cotizacion TechproJuan MontufarÎncă nu există evaluări
- Cotz 29 - H&L - 2018 - Je - Rev 00Document13 paginiCotz 29 - H&L - 2018 - Je - Rev 00Real Fc MarcaÎncă nu există evaluări
- Motor DriveDocument225 paginiMotor Drivemantenimiento74Încă nu există evaluări
- Oferta 3 DamezDocument3 paginiOferta 3 DamezPramod ShawÎncă nu există evaluări
- Propuesta Comercial Tecnica ING 032 ACC VALKIRIA DM 240221.rev02Document13 paginiPropuesta Comercial Tecnica ING 032 ACC VALKIRIA DM 240221.rev02Emily Santander MamaniÎncă nu există evaluări
- Trabajos J Pendientes y Gastos-SistemasxproDocument3 paginiTrabajos J Pendientes y Gastos-SistemasxproandersonÎncă nu există evaluări
- Desarrollo de TallerDocument4 paginiDesarrollo de TallerCatherine Trejos BenitezÎncă nu există evaluări
- Catálogo de Recambios: Modell CM 101Document62 paginiCatálogo de Recambios: Modell CM 101Víctor Coronel MatillaÎncă nu există evaluări
- Capitulo 5 y 6 TerminadoDocument12 paginiCapitulo 5 y 6 TerminadoGeorge Lucas Colan AlvarezÎncă nu există evaluări
- Estudio y Coordinacion EST-ELEC-004 REV0Document96 paginiEstudio y Coordinacion EST-ELEC-004 REV0bastiancarmona1Încă nu există evaluări
- Medir La Recesión de La VálvulaDocument7 paginiMedir La Recesión de La VálvulaVillalba LuisÎncă nu există evaluări
- AUTOMATIZACION InformeDocument20 paginiAUTOMATIZACION InformeAracelly Siles CahuasiriÎncă nu există evaluări
- Manual de Formax f6Document142 paginiManual de Formax f6Emanuel Fernandez AlbaÎncă nu există evaluări
- Precios Unitarios y Especificaciones TecnicasDocument15 paginiPrecios Unitarios y Especificaciones TecnicasAugusto RollanoÎncă nu există evaluări
- L4 - Proyectos de AutomatizacionDocument9 paginiL4 - Proyectos de AutomatizacionRolando Jesus Díaz UgarteÎncă nu există evaluări
- Lista Precios Oct 10-2012Document57 paginiLista Precios Oct 10-2012Paola MejiaÎncă nu există evaluări
- Universidad Peruana de Ciencias Aplicadas: Facultad de Ingeniería IndustrialDocument26 paginiUniversidad Peruana de Ciencias Aplicadas: Facultad de Ingeniería IndustrialEfrain Parra QuispeÎncă nu există evaluări
- Oferta N18000185 Suministro e Instalacion de Tomas Estabilizados y Comer.-Savar OquendoDocument4 paginiOferta N18000185 Suministro e Instalacion de Tomas Estabilizados y Comer.-Savar OquendoNATHALIE DEL ROSARIO ROJO CHERRESÎncă nu există evaluări
- Scc201e Serie eDocument68 paginiScc201e Serie eVíctor Coronel MatillaÎncă nu există evaluări
- Stand 8A Tren 300 - 204456 REV6Document9 paginiStand 8A Tren 300 - 204456 REV6Danny LoyolaÎncă nu există evaluări
- Especificaciones Tecnicas ProuvaDocument11 paginiEspecificaciones Tecnicas ProuvaGiancarlo Conde ValdiviaÎncă nu există evaluări
- Master Circuito, C.A: Alta Tecnologia Y Calidad TotalDocument2 paginiMaster Circuito, C.A: Alta Tecnologia Y Calidad TotalSaid ArguelloÎncă nu există evaluări
- Tna Cas 20160923 Itr 8400 MDC Ca00 0001 R0Document38 paginiTna Cas 20160923 Itr 8400 MDC Ca00 0001 R0Cesar Antonio Pareja VasquezÎncă nu există evaluări
- 150 7228 SPDocument121 pagini150 7228 SPlenovitoÎncă nu există evaluări
- PLN Agosto-Sem 31Document22 paginiPLN Agosto-Sem 31Jack FloresÎncă nu există evaluări
- Cat Ptar GPI Silao 2019 TerminaciónDocument36 paginiCat Ptar GPI Silao 2019 Terminaciónjoshua_007Încă nu există evaluări
- Santillana - Construccion de Ciudadania IDocument129 paginiSantillana - Construccion de Ciudadania IAlejandro Aries100% (8)
- Nivel Educación Secundaria-Técnica-Modalidad PsicologíaDocument51 paginiNivel Educación Secundaria-Técnica-Modalidad PsicologíaAlejandro Aries0% (1)
- Conceptos Basicos de ElectricidadDocument19 paginiConceptos Basicos de ElectricidadAlejandro AriesÎncă nu există evaluări
- Desigualdad CuzcanoDocument183 paginiDesigualdad CuzcanoGenaro Condori Huallpa100% (2)
- GEOSINTÉTICOS EN CARRETERAS: Acercamiento General A Su Utilización y Planteamientospara Su Aplicación en Las Capas de Firme.Document20 paginiGEOSINTÉTICOS EN CARRETERAS: Acercamiento General A Su Utilización y Planteamientospara Su Aplicación en Las Capas de Firme.antonio baamonde roca100% (2)
- Tecnica de Conteo 1Document4 paginiTecnica de Conteo 1Lizeth RodriguezÎncă nu există evaluări
- HSEQ-F-61 Plan de Izaje de CargaDocument3 paginiHSEQ-F-61 Plan de Izaje de CargaJuanÎncă nu există evaluări
- La Planeación Estratégica y La Gestión LogísticaDocument15 paginiLa Planeación Estratégica y La Gestión LogísticaYoha Rodri FlorezÎncă nu există evaluări
- Física 03 AnualDocument6 paginiFísica 03 AnualELMER TIGRE HUAMANÎncă nu există evaluări
- Facultad de Administración: Año de La Universalización de La SaludDocument5 paginiFacultad de Administración: Año de La Universalización de La SaludQuispe Allauja Esmit EdwinÎncă nu există evaluări
- BALSADocument4 paginiBALSARODRIGO DE JESUS VARGAS MARTINEZÎncă nu există evaluări
- Planeación y Urbanismo. MesoamericaDocument12 paginiPlaneación y Urbanismo. MesoamericaKaryRodzÎncă nu există evaluări
- Calificar BarajitasDocument2 paginiCalificar BarajitasStefany OlvarellosÎncă nu există evaluări
- Laboratorio: Dilatación Por Incremento de TemperaturaDocument4 paginiLaboratorio: Dilatación Por Incremento de TemperaturaQUIROGA GOMEZ LUIS ALEJANDROÎncă nu există evaluări
- FrutasDocument10 paginiFrutasMarisol JimenezÎncă nu există evaluări
- 4 SEM 38 MISS FER y MARYDocument11 pagini4 SEM 38 MISS FER y MARYpaquito paquitoÎncă nu există evaluări
- INVENTARIO DEL LABORATORIO DE LA INSTITUCION SAN FRANCISCO DEL RAYO (Nuevo)Document2 paginiINVENTARIO DEL LABORATORIO DE LA INSTITUCION SAN FRANCISCO DEL RAYO (Nuevo)Jose Eduardo Salazar SandovalÎncă nu există evaluări
- Extraccion de ADN - PlatanoDocument13 paginiExtraccion de ADN - PlatanoCarlos Roncal Narváez0% (1)
- Informe Practico de Fisica Marco OrellanaDocument4 paginiInforme Practico de Fisica Marco OrellanaMarco OrellanaÎncă nu există evaluări
- Flujo Gradualmente VariadoDocument12 paginiFlujo Gradualmente VariadoArias AlejandroÎncă nu există evaluări
- SdraDocument26 paginiSdracande rojasÎncă nu există evaluări
- 03 Ateneo Delirium Agitado Fatal PDFDocument11 pagini03 Ateneo Delirium Agitado Fatal PDFAradia FioravanteÎncă nu există evaluări
- Arias Maris - Tesis Sobre Una Teoria Critica de Los Derechos HumanosDocument23 paginiArias Maris - Tesis Sobre Una Teoria Critica de Los Derechos HumanosJesus BlancoÎncă nu există evaluări
- Amor Sirenas FriasDocument247 paginiAmor Sirenas FriasLaura GandolfiÎncă nu există evaluări
- Batalla AyacuchoDocument73 paginiBatalla AyacuchoSantiago MondinoÎncă nu există evaluări
- Nomenclatura Con SelloDocument3 paginiNomenclatura Con SelloAgus LazarteÎncă nu există evaluări
- NB 1225001 Cap 15 FundacionesDocument7 paginiNB 1225001 Cap 15 FundacionesAnahir VallejosÎncă nu există evaluări
- Angelología CristianaDocument4 paginiAngelología CristianaJahir Valladares PanamaÎncă nu există evaluări
- LumbagoDocument12 paginiLumbagoMacarena Vidal Illanes100% (1)
- Caso 1Document7 paginiCaso 1Juan PradoÎncă nu există evaluări
- Martin Memoria de Calculo EstructuraDocument35 paginiMartin Memoria de Calculo EstructuraAAVAÎncă nu există evaluări
- 0ejercicios 8 y 9 de Teoria Economica-PatatabravaDocument12 pagini0ejercicios 8 y 9 de Teoria Economica-PatatabravaPaola HERNANDEZ GOMEZÎncă nu există evaluări
- Estudio de Impacto AmbientalDocument12 paginiEstudio de Impacto AmbientalYersin Edison Machacuay CrispinÎncă nu există evaluări