S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Book of DeliverablesDocument180 paginiBook of Deliverablesjulius100% (10)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- AHA CMRP Handbook PDFDocument32 paginiAHA CMRP Handbook PDFVinoth KumarÎncă nu există evaluări
- Navy IfaDocument368 paginiNavy IfaJoao Noronha EmilianoÎncă nu există evaluări
- SAP PS Material ManagementDocument5 paginiSAP PS Material Managementrahulbansal89Încă nu există evaluări
- 2014 Book InfranomicsDocument414 pagini2014 Book InfranomicsSunita ChayalÎncă nu există evaluări
- S4hana PPDS FeaturesDocument108 paginiS4hana PPDS FeaturesSachin Kumar H S100% (1)
- Apics BooksDocument17 paginiApics Booksshivam_dubey40040% (1)
- What Are The Steps Required To Setup An Internal Requisition in PurchasingDocument28 paginiWhat Are The Steps Required To Setup An Internal Requisition in PurchasingPJ19020% (1)
- Obateru Adeyanju (Curriculum Vitae)Document2 paginiObateru Adeyanju (Curriculum Vitae)Adeyanju IsaiahÎncă nu există evaluări
- Application of ABC Analysis For Material Management of A Residential BuildingDocument7 paginiApplication of ABC Analysis For Material Management of A Residential BuildingJimmy O'TooleÎncă nu există evaluări
- BJCS 04-13 PDFDocument10 paginiBJCS 04-13 PDFAkm Golam Kausar KanchanÎncă nu există evaluări
- WEEK 2 Reading Materials - SMP - PDFDocument24 paginiWEEK 2 Reading Materials - SMP - PDFMd Abdullah Al ArmanÎncă nu există evaluări
- Bidding Document NCB Volume 2Document21 paginiBidding Document NCB Volume 2pja shanthaÎncă nu există evaluări
- Value Balance: Opportunity RemediesDocument8 paginiValue Balance: Opportunity RemediesFabio ParisiÎncă nu există evaluări
- Pharmacy Store ManagementDocument26 paginiPharmacy Store ManagementalakhliÎncă nu există evaluări
- Telecom Sector Porter's 5 Force AnalysisDocument3 paginiTelecom Sector Porter's 5 Force AnalysisKARTIK ANAND100% (1)
- Unit 1 - Elements of Supply Chain - NotesDocument3 paginiUnit 1 - Elements of Supply Chain - NotesAnuj VermaÎncă nu există evaluări
- Suppliers Relationship ManagementDocument19 paginiSuppliers Relationship ManagementAmit AgarwalÎncă nu există evaluări
- Za Government Gazette Legal Notices A Dated 2022-04-22 No 46256 Part 1Document284 paginiZa Government Gazette Legal Notices A Dated 2022-04-22 No 46256 Part 1Juwene AppollisÎncă nu există evaluări
- GeM Bidding 2587139Document4 paginiGeM Bidding 2587139Om Prakash SinghÎncă nu există evaluări
- Andhra - Pradesh - Govt Rules For Epc ContractsDocument29 paginiAndhra - Pradesh - Govt Rules For Epc Contractsanon_740216180Încă nu există evaluări
- AP TRansco Purchase ManualDocument202 paginiAP TRansco Purchase Manualcgmpmm apcpdclÎncă nu există evaluări
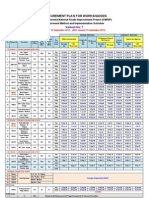
- Procurement Plan Ver 7 - NOL IssuedDocument1 paginăProcurement Plan Ver 7 - NOL IssuedHusnul AqibÎncă nu există evaluări
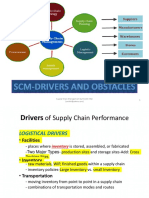
- SCM Fall 17 - 2 - Drivers and Obstacles-UpdatedDocument15 paginiSCM Fall 17 - 2 - Drivers and Obstacles-UpdatedMYawarMÎncă nu există evaluări
- Duresa's FINAL INTERNSHIP Report AASTUDocument47 paginiDuresa's FINAL INTERNSHIP Report AASTUphilipostamruÎncă nu există evaluări
- 2017-10 - Council Minutes October 2017Document58 pagini2017-10 - Council Minutes October 2017The ExaminerÎncă nu există evaluări
- Iprocurement Creating Blanket RequisitionDocument3 paginiIprocurement Creating Blanket RequisitionkiranÎncă nu există evaluări
- PPAP Process TrainingDocument78 paginiPPAP Process TrainingseenudesignÎncă nu există evaluări
- Contributors: Chandraprakash Kadam, Swarnankar Paul, Vikas Chinchore, Vijay Patil, Sanjoy R ChaudhuriDocument15 paginiContributors: Chandraprakash Kadam, Swarnankar Paul, Vikas Chinchore, Vijay Patil, Sanjoy R ChaudhuriAditya AkolkarÎncă nu există evaluări
- Problems Faced in Contract ManagementDocument17 paginiProblems Faced in Contract ManagementpushkarÎncă nu există evaluări