S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Chemical IndustryDocument33 paginiChemical Industryjuan carlos100% (1)
- William T Sha - Novel Porous Media Formulation For Multiphase Flow Conservation Equations-Cambridge University Press (2011)Document257 paginiWilliam T Sha - Novel Porous Media Formulation For Multiphase Flow Conservation Equations-Cambridge University Press (2011)Dimas NugrahaÎncă nu există evaluări
- (Topics in Applied Physics) M. Cardona, G. Guntherodt - Light Scattering in Solids II - Basic Concept and Instrumentation. Volume 2-Springer (1982)Document262 pagini(Topics in Applied Physics) M. Cardona, G. Guntherodt - Light Scattering in Solids II - Basic Concept and Instrumentation. Volume 2-Springer (1982)Dimas NugrahaÎncă nu există evaluări
- Profile PDFDocument2 paginiProfile PDFDimas NugrahaÎncă nu există evaluări
- Wika PM0202Document2 paginiWika PM0202kuraimundÎncă nu există evaluări
- Bourdenpressuregauge 180227171311Document10 paginiBourdenpressuregauge 180227171311Dimas NugrahaÎncă nu există evaluări
- Chapter 7 Steam ConditioningDocument11 paginiChapter 7 Steam ConditioningDimas NugrahaÎncă nu există evaluări
- Tugas Elektronika DasarDocument2 paginiTugas Elektronika DasarDimas NugrahaÎncă nu există evaluări
- Acc07 PilotDocument8 paginiAcc07 PilotDimas NugrahaÎncă nu există evaluări
- Chapter 3 Valve and Actuator TypesDocument23 paginiChapter 3 Valve and Actuator TypesDimas NugrahaÎncă nu există evaluări
- Fundamentals of Gas Pipeline Metering Stations Pipeline Gas Journal PDFDocument4 paginiFundamentals of Gas Pipeline Metering Stations Pipeline Gas Journal PDFDimas NugrahaÎncă nu există evaluări
- Template - Control ValveDocument7 paginiTemplate - Control Valvecool_rd0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Grooved Butterfly Valve, Gear Operated, 300PSI FIG.F1022-300Document1 paginăGrooved Butterfly Valve, Gear Operated, 300PSI FIG.F1022-300Maurilio Batista de LimaÎncă nu există evaluări
- Hydraulic System: 5.1 Location of Main Hydraulic ComponentsDocument53 paginiHydraulic System: 5.1 Location of Main Hydraulic ComponentsMinh TânÎncă nu există evaluări
- Lecture Powerpoints: Physics: Principles With Applications, 7 EditionDocument45 paginiLecture Powerpoints: Physics: Principles With Applications, 7 EditionBsc CivilÎncă nu există evaluări
- Lo 5-2410-241-13Document12 paginiLo 5-2410-241-13"Rufus"Încă nu există evaluări
- Manual Perkins 2800 SeriesDocument122 paginiManual Perkins 2800 SeriesAnonymous tXzjQAJttH100% (1)
- MATERIALS AND CONSTRUCTION ArunachalamDocument6 paginiMATERIALS AND CONSTRUCTION Arunachalamdharanya sivabalanÎncă nu există evaluări
- Robushi Robox BlowerDocument2 paginiRobushi Robox Bloweranguyen22153319Încă nu există evaluări
- Scan Brush Semi Automatic Screen Filters Technical DataDocument5 paginiScan Brush Semi Automatic Screen Filters Technical DataChristian Ve GaÎncă nu există evaluări
- Automatic Float Switches 836 Series ABDocument37 paginiAutomatic Float Switches 836 Series ABJorge ReyesÎncă nu există evaluări
- Torsion: Torques or Twisting Moments. Cylindrical Members That Are Subjected To Torques and TransmitDocument22 paginiTorsion: Torques or Twisting Moments. Cylindrical Members That Are Subjected To Torques and TransmitNiaz KilamÎncă nu există evaluări
- Centrifugal PumpDocument6 paginiCentrifugal Pumpkadar AhmedÎncă nu există evaluări
- Asiatech Development & Builders (Adb) Corporation: Concrete Pouring ChecklistDocument1 paginăAsiatech Development & Builders (Adb) Corporation: Concrete Pouring ChecklistGenevieve GayosoÎncă nu există evaluări
- Mxu 250 - Lb50ad (Ro) - 2009.06.23Document150 paginiMxu 250 - Lb50ad (Ro) - 2009.06.23serdeanuÎncă nu există evaluări
- P01 24Document4 paginiP01 24Mohammad KhÎncă nu există evaluări
- Blast Valve PV-KK-WDocument2 paginiBlast Valve PV-KK-WyousufbashaÎncă nu există evaluări
- Modelling The Seismic Response of An Unreinforced Masonry StructureDocument152 paginiModelling The Seismic Response of An Unreinforced Masonry Structurecandsbanda100% (1)
- Medium & High Voltage and High Speed Motors PDFDocument16 paginiMedium & High Voltage and High Speed Motors PDFSandeep SinghÎncă nu există evaluări
- BL (T) 60Hz BL (T) 2 60HzDocument2 paginiBL (T) 60Hz BL (T) 2 60HzWilliam Steven Morales RodriguezÎncă nu există evaluări
- Homemade Paintball GunDocument8 paginiHomemade Paintball GunAinis Štelemėkas0% (1)
- TV 20 2013 1 59 64 PDFDocument6 paginiTV 20 2013 1 59 64 PDFEduardo Caldas da RochaÎncă nu există evaluări
- Free Body Diagram Work Book StudentDocument15 paginiFree Body Diagram Work Book StudentwshhytÎncă nu există evaluări
- SC30T MichaelDocument3 paginiSC30T Michaelmichaelmerlan0% (1)
- Thermowell SpecificationDocument1 paginăThermowell SpecificationNAYEEMÎncă nu există evaluări
- Cie As Physics 9702 Theory v1Document18 paginiCie As Physics 9702 Theory v1Fasih AhmadÎncă nu există evaluări
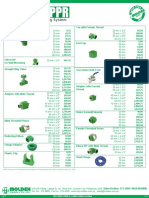
- Ecosafe PPR-Official PricelistDocument2 paginiEcosafe PPR-Official PricelistLoui Lester BarciaÎncă nu există evaluări
- An Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape CharacteristicsDocument5 paginiAn Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape Characteristicstejap314Încă nu există evaluări
- User List PDFDocument2 paginiUser List PDFroooyyÎncă nu există evaluări
- 04 NAC Initial Transverse Stability (160213)Document21 pagini04 NAC Initial Transverse Stability (160213)Gilles MathieuÎncă nu există evaluări
- 05 FS GduDocument18 pagini05 FS GduAnonymous O0lyGOShYGÎncă nu există evaluări
- Transport Phenomena PaperDocument4 paginiTransport Phenomena Paperbhaskar5377100% (1)