S-ar putea să vă placă și
- Lucrari de ArmareDocument5 paginiLucrari de ArmareAlexandru PelinÎncă nu există evaluări
- GraficDocument1 paginăGraficDragan Madalin CosminÎncă nu există evaluări
- Formular Comanda Analize Apa PotabilaDocument3 paginiFormular Comanda Analize Apa PotabilaGeoÎncă nu există evaluări
- Anexa-2-Studiul de Fezabilitate Hg28Document5 paginiAnexa-2-Studiul de Fezabilitate Hg28Adriana MariaÎncă nu există evaluări
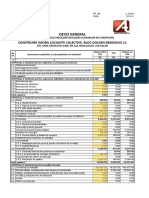
- Deviz-General Bloculet CosbucDocument2 paginiDeviz-General Bloculet CosbucCristian SalmenÎncă nu există evaluări
- Grafic de Esalonare 2012 - FinalDocument1 paginăGrafic de Esalonare 2012 - FinalramonagiurumescuÎncă nu există evaluări
- Cerere Tip Aviz Tehnic IscDocument1 paginăCerere Tip Aviz Tehnic IscMoldovan Adrian NeluÎncă nu există evaluări
- J.nota Otel S500sDocument3 paginiJ.nota Otel S500scristian_iv8787Încă nu există evaluări
- Asamblari Si Organe de AsamblareDocument4 paginiAsamblari Si Organe de AsamblareZu AlexÎncă nu există evaluări
- Procedura Betonare La DrumuriDocument7 paginiProcedura Betonare La Drumuritrako99Încă nu există evaluări
- Constructii Metalice - ACHDocument3 paginiConstructii Metalice - ACHAlina OpreanÎncă nu există evaluări
- Memoriu Tehnic Turn de Racire Nr.4Document9 paginiMemoriu Tehnic Turn de Racire Nr.4paul_taras19Încă nu există evaluări
- Studiu de Caz 4 PDFDocument7 paginiStudiu de Caz 4 PDFtzommpyancaÎncă nu există evaluări
- 06pte - 32 - Execuite Structuri Metalice Europrofile TridentDocument10 pagini06pte - 32 - Execuite Structuri Metalice Europrofile Tridentmihai costinÎncă nu există evaluări
- Memoriu de Rezistenta DTACDocument16 paginiMemoriu de Rezistenta DTACDumitru ZahariaÎncă nu există evaluări
- Memoriu Tehnic PDFDocument42 paginiMemoriu Tehnic PDFBurlacu Marian AlinÎncă nu există evaluări
- Plan de Afaceri Prefabricate BetonDocument31 paginiPlan de Afaceri Prefabricate BetonAndreea Alexandra GeanaÎncă nu există evaluări
- Decclaratie ConfidentialitateDocument3 paginiDecclaratie ConfidentialitateIancu Florin CatalinÎncă nu există evaluări
- Prezentare Societate BMV COMIMPEX S.R.LDocument4 paginiPrezentare Societate BMV COMIMPEX S.R.LMihaela StavilaÎncă nu există evaluări
- Economia in ConstructiiDocument21 paginiEconomia in ConstructiiNadea IlicoviciÎncă nu există evaluări
- !!!intocmirea Documentatiei de Mediu - Madalina - PopescuDocument46 pagini!!!intocmirea Documentatiei de Mediu - Madalina - PopescuPraporgescu PetreÎncă nu există evaluări
- Brosura Pompe Cu Cavitati Progresive PDFDocument11 paginiBrosura Pompe Cu Cavitati Progresive PDFPopescu Dorel MihaiÎncă nu există evaluări
- NTPEE Modificat - ORDIN 5 (1) .2009 ACTUALIZAT 2010Document119 paginiNTPEE Modificat - ORDIN 5 (1) .2009 ACTUALIZAT 2010Dana Teodorescu100% (1)
- Ordin 1354 Din 2020Document26 paginiOrdin 1354 Din 2020Ziarul PandurulÎncă nu există evaluări
- Dn6 Lot 2 4.1.2 DP Task 2Document96 paginiDn6 Lot 2 4.1.2 DP Task 2wasylika877745Încă nu există evaluări
- Caiet de Sarcini MetalDocument34 paginiCaiet de Sarcini MetalDuhanes SebastianÎncă nu există evaluări
- Cs Material Antifisura MODIFDocument12 paginiCs Material Antifisura MODIFRadu-Florin CristeaÎncă nu există evaluări
- Memoriu JustificativDocument39 paginiMemoriu JustificativMadalin PandeleÎncă nu există evaluări
- Liste de CantitatiDocument9 paginiListe de CantitatiPlaton MihaiÎncă nu există evaluări
- Caiet Sarcini - Lucrari BetoaneDocument34 paginiCaiet Sarcini - Lucrari Betoanealexandru_scant915Încă nu există evaluări
- Documentatie Teren Sport MultifuncDocument109 paginiDocumentatie Teren Sport MultifuncCosmina MariuțanÎncă nu există evaluări
- Prezentare Mirano Construct SRLDocument2 paginiPrezentare Mirano Construct SRLAndrei AndreiÎncă nu există evaluări
- Caiet Sarcini Arhitectura ValceaDocument63 paginiCaiet Sarcini Arhitectura ValceaRadu JuneÎncă nu există evaluări
- PO IV 19 InvelitoriDocument7 paginiPO IV 19 InvelitoriAdrianÎncă nu există evaluări
- GP 0001 - 96 - Protectia La Zgomot - GHID de Proiectare A Zonelor Urbane Din Punct de Vedere AcusDocument68 paginiGP 0001 - 96 - Protectia La Zgomot - GHID de Proiectare A Zonelor Urbane Din Punct de Vedere AcusflorincinciÎncă nu există evaluări
- Teh LCR ApaDocument237 paginiTeh LCR ApaSarah SantiagoÎncă nu există evaluări
- Fisa Tehnica Capac NecarosabilDocument2 paginiFisa Tehnica Capac NecarosabilOlaru Gabriela100% (1)
- CNGF12102Document8 paginiCNGF12102marius1979Încă nu există evaluări
- Anexa 1 Organigrama PDFDocument1 paginăAnexa 1 Organigrama PDFMellania AndreeaÎncă nu există evaluări
- Metodologie OltDocument210 paginiMetodologie OltneamtuadiÎncă nu există evaluări
- Separator Hidrocarburi Din Beton ArmatDocument2 paginiSeparator Hidrocarburi Din Beton ArmatvladcantoÎncă nu există evaluări
- Profile - Zincate Z, C, U Fisa TehnicaDocument2 paginiProfile - Zincate Z, C, U Fisa TehnicaDan Margaritescu100% (1)
- Plan GarantieDocument2 paginiPlan Garantiebalaurul1Încă nu există evaluări
- Declaratie Fiscala Pentru Stabilirea Impozitului Asupra Mijloacelor de Transport 2016Document2 paginiDeclaratie Fiscala Pentru Stabilirea Impozitului Asupra Mijloacelor de Transport 2016Gabriela RusÎncă nu există evaluări
- Proces Verbal Evaluare Tehnica TipDocument3 paginiProces Verbal Evaluare Tehnica TipmocsidÎncă nu există evaluări
- Memoriu Tehnic BRANSAMENTDocument7 paginiMemoriu Tehnic BRANSAMENTIonut PascuÎncă nu există evaluări
- Proiect PracticaDocument19 paginiProiect PracticaGeoGeorgeÎncă nu există evaluări
- Proiect Tehnic I1 PNRRDocument324 paginiProiect Tehnic I1 PNRRGeorgiana BancilaÎncă nu există evaluări
- 2010.10.26-Fise Tehnice KebuDocument10 pagini2010.10.26-Fise Tehnice Kebu007kykyÎncă nu există evaluări
- 2014 07 16 Oferta Centralizator-ContinuareDocument83 pagini2014 07 16 Oferta Centralizator-Continuarealinanicol2004Încă nu există evaluări
- Caiet de SarciniDocument26 paginiCaiet de SarciniPal Cornel Viorel100% (1)
- Tamplarie de Aluminiu Si PVCDocument4 paginiTamplarie de Aluminiu Si PVCSirghi AndreiÎncă nu există evaluări
- DEVIZ OFERTA Drumuri AgricoleDocument8 paginiDEVIZ OFERTA Drumuri AgricoleMihaela MihaliÎncă nu există evaluări
- 1.5 Constructii MetaliceDocument12 pagini1.5 Constructii MetaliceBucalae IzvorelÎncă nu există evaluări
- Caiet de Sarcini-STRUCTURA METALICADocument19 paginiCaiet de Sarcini-STRUCTURA METALICAFlorin StanescuÎncă nu există evaluări
- Caiet de Sarcini-STRUCTURA METALICADocument16 paginiCaiet de Sarcini-STRUCTURA METALICAFlorin StanescuÎncă nu există evaluări
- Caiet Sarcini - Constructii MetaliceDocument9 paginiCaiet Sarcini - Constructii MetalicePaul Cuş100% (1)
- C150 99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile Ale Si AgricoleDocument61 paginiC150 99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile Ale Si Agricolemthpcluj9126Încă nu există evaluări
- C150-99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile, Ale Si AgricoleDocument61 paginiC150-99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile, Ale Si Agricolecatalinmarus100% (13)
- Normativ Privind Calitatea Îmbinărilor Sudate Din Oţel Ale Construcţiilor Civile, Industriale Şi AgricoleDocument27 paginiNormativ Privind Calitatea Îmbinărilor Sudate Din Oţel Ale Construcţiilor Civile, Industriale Şi AgricoletaraÎncă nu există evaluări
- Condiții Constructive P100-1-2013Document20 paginiCondiții Constructive P100-1-2013asd1wd qasdasd1wdÎncă nu există evaluări
- FluviileDocument1 paginăFluviilePleşcan Alin SebastianÎncă nu există evaluări
- Alcatuirea Geometrica Si Constructiva Pentru Fermele Din LemnDocument8 paginiAlcatuirea Geometrica Si Constructiva Pentru Fermele Din LemnAdela NeculaÎncă nu există evaluări
- Alcatuirea Geometrica Si Constructiva Pentru Fermele Din LemnDocument8 paginiAlcatuirea Geometrica Si Constructiva Pentru Fermele Din LemnAdela NeculaÎncă nu există evaluări
- Alien 3 - Planeta Condamnatilor - Alan Dean Foster PDFDocument104 paginiAlien 3 - Planeta Condamnatilor - Alan Dean Foster PDFvirzavÎncă nu există evaluări
- 25 - 4 - Categoria de Importanta A Constructiilor PDFDocument12 pagini25 - 4 - Categoria de Importanta A Constructiilor PDFPleşcan Alin SebastianÎncă nu există evaluări
- Exemple Armare Conform EurocodDocument48 paginiExemple Armare Conform EurocodCiprian Dinu100% (3)
- Calcul Zid de SprijinDocument25 paginiCalcul Zid de SprijinManole Dumitru100% (3)
- 2 - Placi Si PlanseeDocument48 pagini2 - Placi Si PlanseecojocarugeluÎncă nu există evaluări
- CS - Confectii Metalice Sudate Si BulonateDocument9 paginiCS - Confectii Metalice Sudate Si BulonatePleşcan Alin SebastianÎncă nu există evaluări
- Plante Medicinale Miraculoase Din Flora Romaniei PDFDocument400 paginiPlante Medicinale Miraculoase Din Flora Romaniei PDFStefy Stefania100% (19)
- ZID DE SPRIJIN - Schema Incarcare Zid SprijinDocument1 paginăZID DE SPRIJIN - Schema Incarcare Zid SprijinPleşcan Alin SebastianÎncă nu există evaluări
- Exemple Armare Conform EurocodDocument48 paginiExemple Armare Conform EurocodCiprian Dinu100% (3)
- Note de Calcul S P 1E PDFDocument6 paginiNote de Calcul S P 1E PDFPleşcan Alin SebastianÎncă nu există evaluări
- Document TTTDocument2 paginiDocument TTTPleşcan Alin SebastianÎncă nu există evaluări
- Cap 8Document28 paginiCap 8Pleşcan Alin SebastianÎncă nu există evaluări
- A.C. Crispin - Alien 4 - RenastereaDocument135 paginiA.C. Crispin - Alien 4 - RenastereatodoranmihaiÎncă nu există evaluări
- Cap 7Document32 paginiCap 7Pleşcan Alin SebastianÎncă nu există evaluări
- Cap 6Document20 paginiCap 6Pleşcan Alin SebastianÎncă nu există evaluări
- Visa Maria Materile Reciclabile Suport de CursDocument212 paginiVisa Maria Materile Reciclabile Suport de CursPleşcan Alin SebastianÎncă nu există evaluări
- Condica BetoaneDocument2 paginiCondica BetoaneclontageorgeÎncă nu există evaluări
- Cap 1Document15 paginiCap 1Pleşcan Alin SebastianÎncă nu există evaluări
- Cap 3Document19 paginiCap 3Pleşcan Alin SebastianÎncă nu există evaluări
- Cap 4Document24 paginiCap 4Pleşcan Alin SebastianÎncă nu există evaluări
- Caiet de Sarcini - IGNIFUGAREDocument4 paginiCaiet de Sarcini - IGNIFUGAREBarbu CeliÎncă nu există evaluări
- NP 005-2003-Normativ Proiectare Constructiilor Din LemnDocument117 paginiNP 005-2003-Normativ Proiectare Constructiilor Din LemntuensÎncă nu există evaluări
- Etape de Lucru AutoCADDocument7 paginiEtape de Lucru AutoCADGavriloae IonÎncă nu există evaluări
- Retete Pentru Sanatatea NoastraDocument222 paginiRetete Pentru Sanatatea Noastrakostelf95% (88)