Documente Academic
Documente Profesional
Documente Cultură
Industrial Ventilation Design Guidebook OLD VERSION
Încărcat de
walter_micale_yahoo100%(11)100% au considerat acest document util (11 voturi)
4K vizualizări343 paginiThis document provides supplemental information for the Industrial Ventilation Manual in metric units. It includes design charts and tables from chapters 6 and 9 of the manual converted to metric. Conversion factors are provided for common ventilation parameters like velocity, volume, and pressure. English and German terminology for related terms is also included in a glossary.
Descriere originală:
Drepturi de autor
© Attribution Non-Commercial (BY-NC)
Formate disponibile
PDF, TXT sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentThis document provides supplemental information for the Industrial Ventilation Manual in metric units. It includes design charts and tables from chapters 6 and 9 of the manual converted to metric. Conversion factors are provided for common ventilation parameters like velocity, volume, and pressure. English and German terminology for related terms is also included in a glossary.
Drepturi de autor:
Attribution Non-Commercial (BY-NC)
Formate disponibile
Descărcați ca PDF, TXT sau citiți online pe Scribd
100%(11)100% au considerat acest document util (11 voturi)
4K vizualizări343 paginiIndustrial Ventilation Design Guidebook OLD VERSION
Încărcat de
walter_micale_yahooThis document provides supplemental information for the Industrial Ventilation Manual in metric units. It includes design charts and tables from chapters 6 and 9 of the manual converted to metric. Conversion factors are provided for common ventilation parameters like velocity, volume, and pressure. English and German terminology for related terms is also included in a glossary.
Drepturi de autor:
Attribution Non-Commercial (BY-NC)
Formate disponibile
Descărcați ca PDF, TXT sau citiți online pe Scribd
Sunteți pe pagina 1din 343
INDUSTRIAL VENTILATION
A Manual of Recommended Practice
COMlVIITTEE ON INDUSTRIAL VENTILATION P. O. BOX 453
LANSING, MICHIGAN, 48902, U.S.A.
American Conference of Governmental Industrial Hygienists
Manual
U.8-k Outside U B-A.
$4.00 - copy $5.00 - copy
3,00 - 25 or more copies 4.00 - 25 or more copies
Calculation Sheets $ .10 - copy
2.00 - 25 copies 4.00 - 100 copies
INDUSTRIAIJ VENTILATION
j AI anual of Recommended Practice
Metric Supplement
American Conference of Governmental Industrial Hygienists
INTRODUCTION
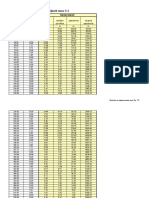
This supplement has been prepared for those designers who are accustomed to working in metric units. Most of the design charts and tables from Chapter 6 of the Industrial Ventilation Manual, plus the Pi.tot traverse point tables from Chapter g, are included These chapters in the manual should be referred to lor instructions in their use, No attempt was made to conform to any standard system of duct sizes, since several such systems are in us e, An air density of 1 2 kg'm3. which approximates the density of 21 C dry ail at sea level, was used throughout.
ENGLISH
[an
duct volume velocity air pressure exhaust
diameter acceleration friction densHy
area
inlet
slot
Ilang e
filter: plenum canopy
ventilation suction
GLOSSARY
GERMAN
der Ventilator die Le itung
der Raurninhal t, der Raumgehalt
die Geschwindigkeit, (die Schnel ligke it l die Lufl . dsr Luttzug
die Dr uckkr ait
auspumpen {verb]
dar Auspuf[ (noun)
der Durchm esser
die Be schleunigunc
die Reibung. (die Friktion) die Dichtigkeit
die FIachene inhalt
die Einlapoffnung (alt. spelling "Ein.assoef'Inung"} der Schl.itz ainwurI. leine schmale Offnungl
das Se it enstuck: del Krag en urn e ine Einla!3offnung, (die Flantsche I
der Filter
vollkommen ausgefullter Raurn
das Ver deck, das tiber der We r kstatt e hangt und fUr das Auspum pen gilt
die Luf tung . der Luftwechsel die Zugkralt
FRENCH SPANISH
ventilateur ventiladot
conduit conducto
volume volumen
vitesse ve locidad
air' aire
pression pr e ston
epuiser escape (de pas a vapor)
diarnetre diamet ro
accelerateur acel er ackin
Iri ctton Iricctcn
dendite densidad
arre area
entree astuar io
barre aber tur a
rebord pe stajm
mtre liltrar
plein pleno
baldaquin dosel
ventilation ventilactcn
sue cion ,-
succron VELOCITY
CONVERSION
fpm m/s fpm m/s fpm m/s fpm m/s fpm m/s
-~
1UO U.508 2UOO 10.16 4000 20.32 6000 30. 48 8000 40.64
150 O. 762 2100 10.67 4100 20.83 6100 30.99 8100 41.15
200 1. 016 2200 11. 18 4200 21.33 6200 31. 49 8200 41.65
30U 1.524 2300 11. 68 4300 21.84 6300 32.00 8300 42.16
400 2.032 2400 12. 19 4400 22.35 61~ LJ 0 32.51 8400 42.67
SUO 2 • 5!~ 0 2500 12.70 4.500 22.86 6500 33.02 8500 43.18
600 3.048 2600 13.21 46 00 23.37 6600 33.53 8600 43.69
7UU 3.556 2700 13.72 4700 23.87 6700 34.03 8700 44.19
800 4.064 2800 14.22 4800 24.38 6800 34.54 8800 44.70
9 00 4.572 2900 14.73 4900 24.89 6900 35.05 8900 45.21
1000 5.080 3000 15.24 5000 25.40 7000 35. 56 9000 45.72
1100 5. 51lB 3100 15.75 5100 25.91 7100 36.07 9100 46.23
1200 6.096 3200 16.26 5200 26. 41 7200 35. 57 9200 !~ 6. 73
1300 6.604 3300 16.76 5300 26.92 7300 37.08 9300 47.24
1400 7.112 340U 17.27 5400 27.43 71~ 0 0 37.59 9400 47.75
1500 7.620 35UO 17.78 55UU 27.94 7500 38.10 9500 48.26
1600 8.128 3600 18.29 5600 28. 45 7600 38.61 9600 48.77
1700 8.636 3700 18.80 5700 28.95 7700 39.11 9700 49.27
IbOO 9.144 3800 19.30 5800 29.46 7800 39.62 9800 49.78
1900 9.652 3900 19. 81 5900 29.97 7900 40.13 9900 50.29 Fig .. MS 1
VOLUME CONVERSION
cfm m3/s cfm m3/s cfm m3/s cfm m3/s cfm m3/s
100 0.0471 300 0.1415 500 0.2359 1500 0.7079 3500 1. 651
110 0.0519 310 0.1463 550 U.2595 1GOO D.7551 3600 1. 699
120 0.0566 320 0.1510 600 0.2831 1700 0.8023 3700 1. 746
130 0.0613 330 0.1557 650 0.3067 1800 0.8495 3800 1. 793
140 0.0660 340 0.1604 700 U. 3303 1900 0.8967 3900 1. 840
15U 0.0707 350 O. IG 51 750 0.35.39 2000 0.9438 4000 1. 887
1GO 0.0755 360 0.lG99 8U 0 0.3775 2100 O.SJ910 4100 1.934
170 0.0802 370 0.1746 850 0.4011 2200 1. 038 420U 1.982
loU 0.01;$49 3BU u. 1793 900 0.4247 2300 l.U85 4300 2.029
190 0.0896 390 0.1840 950 0.4483 2400 1.132 !~ 4 0 0 2. 076
200 0.0943 400 0.1887 1000 0.4719 2500 1. 179 4500 2. 123
210 0.0991 410 0.1934 1050 0.49S5 2600 1. 227 4600 2. 170
220 0.1038 420 0.1982 1100 0.5191 2700 1. 274 4700 2. 218
23U 0.lU05 430 U.2U29 1150 0.5427 2l:l00 1.321 4800 2.265
240 0.1132 440 0.2076 1200 0.5663 2900 1.3(;8 4900 2. 312
250 0.1179 450 0.2123 1250 0.5899 3000 1. 415 5000 2. 359
250 0.1227 460 0.2170 1300 0.6135 3100 1. 463 510U 2.406
27u 0.1274 470 0.2218 1350 0.6371 3200 1. 510 5200 2. 454
2eo 0.1321 480 0.2265 1400 0.6607 3300 1. 557 5300 2. 501
290 0.1368 490 0.2312 1450 0.6843 3400 1. 604 5400 2. 54 U Fig. MS Z
VELOCITY
PRESSURE
v = 4043./VP DENSITY OF AIR :: I 2 Kg / m3
VP :: VELOCITY PRESSURE I~ mrn OF WATER V:: VELOCITY IN m / SeC,
VP V VP V VP V VP V VP V VP V
O. 1 1. 28 5. 1 9. 13 11.0 13. 41 61.0 31. 58 Ill. 0 42.59 161. 0 51.30
O. 2 1. 81 5.2 9.22 12.0 14.00 62.0 31. 83 112.0 42.79 162.0 51. 46
O. 3 2. 21 5. 3 9.31 13.0 14.58 63. a 32.09 113.0 42.9.8 163.0 51. 62
0.4 2.56 5.4 9.39 14. 0 15.13 64.0 32. 34 114.0 43.17 164.0 51. 77
O. 5 2.86 5.5 9.48 15.0 15.66 65.0 32.59 115.0 43.35 165.0 51. 93
0.6 3.13 5.6 9. 57 16.0 16.17 66.0 32.84 116.0 43.54 166.0 52. 09
O. 7 3.38 5.7 9.65 17.0 16.67 67.0 33.09 117.0 43.73 167.0 52.24
O. 8 3.62 5.8 9.74 18.0 17.15 68.0 33. 34 118.0 43.92 168.0 52.40
0.9 3.84 5.9 9.82 19. a 17.62 69.0 33. 58 119.0 44.10 169. 0 52.56
1.0 4.04 6.0 9.90 20.0 18.08 70.0 33.82 120.0 44.29 170.0 52.71
1.1 4.24 6.1 9.99 21. 0 18.53 71. 0 34.07 121. a 44.47 171. a 52.87
1.2 4.43 6. 2 10.07 22.0 18.96 72.0 34.30 122.0 44..65 172.0 53.02
1.3 4.61 6. 3 10.15 23.0 19.39 73.0 34.54 123.0 44.84 173.0 53. 18
1.4 4.78 6.4 10.23 24. . 0 19.81 74.0 34.78 124.0 45.02 174. a 53.33
1.5 4.95 6.5 10.31 25.0 20.21 75.0 35.01 125.0 45.20 .175.0 53. 48
1.6 5.11 6.6 10.39 26.0 2 a . 61 76.0 35.24 126.0 45.38 176.0 53.63
1.7 5.27 6. 7 10.46 27.0 21. 01 77.0 35.48 127.0 45.56 177.0 53.79
1.8 5.42 6.8 10. 54 28.0 21.39 78.0 35.71 128.0 45.74 178.0 53.94
1.9 5.57 6.9 10.62 29.0 21. 77 79.0 35.93 129.0 45.92 179.0 54.09
2.0 5.72 7.0 10.70 30.0 22.14 80.0 36.16 130.0 46.10 180.0 54.24
2 • 1. 5. 86 7.1 10.77 31.0 22.51 81. 0 36.39 131. 0 46.27 181.0 54.39
2. 2 6.00 7 • 2 10.85 32.0 22.87 82.0 35.61 132.0 46.45 182.0 54.54
2. 3 6.13 7 • 3 10.92 33.0 23.22 83.0 36.83 133.0 46.62 183. a 54.69
2.4 6.26 7.4 11. 00 34.0 23. 57 84.0 37.05 134.0 46.80 184.0 54.84
2. 5 6. 39 7.5 11. 07 35.0 23.92 85.0 37. 27 135.0 46.97 185.0 54.99
2. 6 6. 52 7.6 11. 15 36.0 24. 26 86.0 37.49 136.0 47.15 186.0 55.14
2. 7 6.64 7. 7 11. 22 37.0 24.59 87.0 37.71 137.0 47.32 187. 0 55. 28
2. 8 6.76 7 . 8 11. 29 38.0 24.92 88.0 37.93 138.0 47.49 188.0 55. 43
2 .9 6.88 7.9 11. 36 39.0 25.25 89.0 38.14 139.0 47.66 189.0 55. 58
3. 0 7.00 8.0 11. 43 40.0 25.57 90.0 38.35 14.0.0 47.84 190.0 55.73
3. 1 7 • 12 8. 1 11. 51 41.0 25.89 91.0 38.57 141. 0 48.01 200.0 57.17
3. 2 7.23 8.2 11. 58 42.0 26.20 92.0 38.78 142.0 48.18 210.0 58.59
3. 3 7.34 8. 3 11.65 43.0 26. 51 93.0 38.99 143.0 48. 35 220.0 59.96
3. 4 7.45 8. 4 11. 72 44. a 26.82 94.0 39. 20 144.0 48.51 230.0 61. 31
:5 • 5 7 . 56 8. 5 11. 79 45.0 27.12 95.0 39.40 145.0 48.68 240.0 62.63
3.6 7.67 8.6 11. 86 46.0 27.42 96.0 39.61 146.0 43.85 250. 0 63.92
3. 7 7.78 8. 7 11. 92 47.0 27.72 97.0 39.82 147.0 49.02 260.0 65.19
3. 8 7.88 8.8 11. 99 48.0 28.01 98.0 4.0.02 148. 0 49.18 270. 0 66.43
3.9 7 .98 8.9 12.06 49.0 28.30 99.0 40.23 149.0 49.35 280.0 67.65
4.0 8.09 9.0 12.13 50.0 28.59 100.0 40.43 150.0 49. 51 290.0 68.85
4.1 8.19 9. 1 12.20 51. 0 28.87 101.0 40.63 151.0 49.G8 300.0 70,02
4 . 2 8.29 9 . 2 12. 26 52.0 29.15 102. 0 40.83 152. 0 49.84 31 U. 0 71. 18
4 . 3 8.38 9. 3 12. 33 53.0 29.43 103.0 41.03 153.0 50.01 320. 0 72 . 3~
4. 4 8.48 9.4 12.40 54. 0 29. 71 104.0 41. 23 154.0 50.17 330.0 73.44
4. 5 8 . 5 8 9. 5 12.46 55.0 29.93 105.0 41. 43 155.0 50.33 340.0 74. 55
4.6 8.G7 9. G 12.53 56.0 30.2.') 106.0 41. 62 156. 0 50.4CJ 350. 0 75. 63
4 . 7 8. 76 9. 7 12. 59 57.0 30.52 107.0 41.82 157.0 50.66 360.0 76. 71
4 . 8 8.86 g. 8 12.66 58. 0 30.79 108.0 4.2.01 158. 0 50.82 370.0 77. 77
4.9 8.95 9.9 12.72 59.0 31.05 109.0 42.21 159.0 50.98 380.0 78. 81
5. 0 9.04 10.0 12. 78 60.0 31. 32 110.0 42.40 160. 0 S 1.14 390.0 79.81;
. Fig. 7\18 3
c:::J
z::
0
tJ3
UJ
cr:: I
LL.J
Cl.. .09
cr:: 08
cor:
W- 07
=
.06 06
UJ
cr::
LL.J 05 05
I--
LL.J
::E:
<:..::> 04 04
=
~
c..::>
03 03 .02 .03 .04 .06 .08 .1 .2.3 4 .6.8 1 2 3 4 6 8 10
PTI~~~~~~~~~wm~~~~~~~~~~~~~IO
9 8
7
5
.4
3
2
02
hl-+--\--<--\--,->,-;-..;I.-H 0 I r-l-"1\-+--\"--i-\-t-+---'H 009 ~~--~~~+-+4~~~~---~~~~~~f~~+-~~~~H-~~~~~~OOB
00 7 ·tt-l---i\-I--t-\t-+--l+-Ir-~l_+__l+"_1,_'ri____'_\_i-__+t::J 007
006~~~~M-~~+4~+-~+-~-7++-+·~rr~~~~~~_r.~~~006 005~-L~-L~~~LL~~~~-w~~~~~~~~~~~~~~
01
02 03 04 06 08 1
2
3 4
6 8
2
3 4
FRICTION LOSS IN MILLIMETERS OF WATER PER METER
Fig. IvIS 4
01 .02 .03 .04 06 08 .1 .2.3.4.6.8 2 3 4 6 8 10
I 0 0 pl:;m::::p:riJrirrmIfuivJlrum:uptIti~:;q:::q4g;TI~IIlW,1ro+I::g:j::q:;QJ:I,TI:Ih~~~LIJ:+q::D:;itl
gO~~~-~~~+H~"~\.~ 80 1--+-+---\
80
20
t:::l.
Z
0
ca
t.I?
0:: 10
LJ..J
c.. 9
0::: 8
::;;::
'-'- 7 7
c::>
6 6
U)
0:::
LJ..J 5 5
t--
LJ..J
::E
c.;. 4 4
o::J
=
c...::>
3 3 I 9
8 8
7 -~-7
6 6
5~~~~LL~_~~~~~~~~~~~~UU-L~~~~~~~~5
01
02
03 04 06 08 I
2
3 4
6 8
2
3 4
6 8 10
FRICTION LOSS IN MILLIMETERS OF WATER PER METER
Fig, 1\'1S 5
10
15
20 25 30
40
50 £ 0 70 80 90 10
15 20 25 30 40 50
II o OC
DOC
o oe
000
o DC
o O! o 008
o 009 o 01
o 006
= o 02
W-J
...t..J
::;;:
=
o 03 o 03
W-J
'l..
J:>
Lt..J a 04 o 04
=
=
;..I')
:.n
..J...J o 05 o 05
=
0-
006 o 06
>-
007 007
c...:>
.:::> o 08 008
_.J
LW
:>- 009 o 09
o I o I
z
:.n
crs
.:::>
_.J
=
=
f= o 2 o 2
<...:>
=
~ o 3
04
o 5
o 6
o 7
o 8
o 9 i
I 0 I
10 15 20 25 30 40 50 60 70 04
80 90 10
15
20
25 30
40
50
VELOCITY IN METERS PER SECOND
Fig. fvIS G
AREA AND CmCUMFEHENCE OF CmCLES
DIAM. AREA cine. DIAM. AREA cisc. DIAM. AREA CIRC.
em m2 em em m2 em em m2 em
1 0.000079 3.142 42 0.1385 131.9 122 1. 169 :5 ~ 3. 3
2 U.000314 G. 28:5 44 0.1521 138.2 124 l. 20B 389.6
3 0.000707 9.425 46 0.1662 144.5 126 1. 247 395. ~
4 0.001257 12.57 48 0.1810 150.8 128 1.287 402.1
5 0.001963 15.71 50 0.1963 157. 1 130 1. 327 408. 4
G 0.002827 1 B. B 5 52 0.2124 163.4 132 1.368 414.7
7 0.003848 21. 99 54 0.2290 169.6 134 1. 410 421. 0
8 0.005827 25.13 56 U.2463 175.9 136 1. 453 427. 3
~ 0.006362 2 S. 27 58 Ll.2642 182. 2 138 1. 496 433. 5
10 0.U07854 31. 42 60 0.2827 1 c: 8. 5 140 1.539 439.8
11 0.009503 34.56 62 J.3019 194.8 142 1. 584 446.1
12 0.01131 37. 70 64 d.3217 201. 1 144 1. 629 452.4
13 U.01327 4 U. B 4 66 U.3421 207. 3 146 1. 674 458. 7
14 0.01539 43.98 68 0.3632 213.6 148 1. 720 465.0
15 0.01767 47.12 7(J O. 3 81~ 8 219.9 150 1. 767 471. 2
16 0.02011 50.27 72 0.4071 226.2 152 1.815 477. 5
17 0.02270 53.41 74 J.4301 232. 5 154 1.86) 483.8
Itl 0,02545 56.55 76 U.4S36 238.8 156 1.911 490.1
19 0.02835 59.69 78 0.4778 245.0 158 1. 961 496.4
20 0.03142 62.83 80 0.5027 251. 3 160 2. 011 50 2. 7
21 0,03464 65.97 82 0.5281 257.6 162 2.061 508.9
22 0.03801 69.11 84 O. 5542 263.9 164 2.112 515.2
23 0.04155 72.26 86 0,5809 270. 2 166 2. 164 521.5
24 0.04524 75.40 88 0.6082 276.5 168 2. 217 527. 8
25 0.04909 78.54 9U 0.6362 282.7 170 2. 270 534.1
26 0.05309 81.68 92 0.6648 289.0 172 2.324 540.4
27 0.05726 84.82 94 0.69L~0 295.3 174 2. 378 546.6
28 0.06158 87.96 96 0.7238 301.6 176 2. 433 552.9
29 0.U6605 91. 11 98 Ll.7543 307.9 178 2.488 559. 2
30 0.07069 94.25 100 0.7854 314.2 180 2.545 565. 5
31 0.07548 97.39 102 0.8171 320.4 1&2 2. 602 571. b
32 0.08042 10U.5 104 0.8495 326. 7 1t;4 2.659 578.1
33 0.08553 lLl3.7 106 0.8825 333. 0 1&6 2. 717 584.3
34 0.09079 106.8 108 0.9161 339.3 188 2. 776 590.6
35 0.09621 110,0 110 0.9503 345.6 190 2.83!) 596.9
3b 0.1018 113.1 112 0.9852 351. 9 192 2.895 603. 2
37 0.1075 116.2 114 1. 021 358.1 194 2.95G 609. 5
38 0.1134 119.4 116 1.057 364.4 196 3.017 615.8
39 o . 1195 122,5 118 1.094 370. 7 E18 3.079 622.0
40 U.1257 125. 7 120 1.131 377.0 200 3.142 628. 3 Fig. I\IS 7
"-
EQUIVALENT RESISTANCE IN METERS OF STRAIGHT PIPE
--
0/3
~r ~ 12Omr", J ~-1j_
--r- tiL H
o II I 6 0/3 I
t~ - 0 -- Petticoat
Roof 7 ~
,
I I
I ILl \ ,
Lj I I
t::::::>--J Sleeve
Not recommended
Pipe 900EIbow * Angle H7 No of
In Centerline Radius of Entry Diameters
mm 1.50 2.0D 2.50 300 450 I.OH 0.1SH O.SH
75 1.4 0.9 0.7 0.5 0.9 0.3 0.5 2.0
lOa 2.0 /.3 /./ 0.8 1.3 0.5 0.8 3.4
125 2.6 1.7 1.4 1,/ 1.7 0.6 1,/ 4.4
/50 3,2 2.2 /.8 1.4 2.2 0.8 1.4 5.5
/75 3.9 2.6 2.2 1.7 2.6 O,g /.7 606
200 4.6 3./ 2.5 2.0 3./ 1.1 2.0 7.8
250 60 4.0 3.3 2.6 4.0 1.4 2.6 10
300 7.4 5.0 4.1 3.2 5.0 1.8 3.2 /3
350 8.9 6.0 5.0 3.8 6,0 2.1 3.8 15
400 /0 7.0 5.8 4.5 7.0 2.5 4.5 18
450 /2 8./ 6.7 5.2 8./ 2.8 5.2 21
500 14 9.2 7.6 5.9 9.2 3.2 5.9 23
600 /7 1/ 9.5 7.3 II 4.0 7.3 29
700 2/ /4 II 8.8 14 4.8 8.8 35
800 24 16 13 /0 16 5.7 10 41
900 28 19 /5
1000 32 21 18
1200 39 26 22
1400 41 32 26
/600 55 31 31 AMERICAN CONFERENCE OF
1800 64 43 36 GOVERNMENTAL INDUSTRIAL HYGIENISTS
2000 12 49 40
~ For 600 elbows - x.67 DUCT DESIGN DATA
For 450 elbows -x.5
DATE /-70 J Fig. ]\1::3 8 tr\ N r-I
01..1)0'''' OO..-l-t r-I .,......( r-I --{
0:.1"\01..1) ~ ~LJ"\li'\ ~ t"""f r-I .....-i
.-{ to"'" L .. ,._ ..j...-:;r .sr .sr M _.. f"""'If""""'I
N..:t":_"lf"-., C"'4NC--..zN 1"""""1 H rl P"""f
O~I, 0 1.."""\ a :=J r-t -r-t NNt"".jN
OJ 0 N...;j'" en 0 0 0 ........ NNN
0;1 01 .......I r..f'\ LC u:: f"> 1-, ..-l ..-l ,.....; ..-l
ONt'"'I..::t t·"" r; 'v ,.."'" r-r\ r-i r-i ..-l ..-(
::=I t...r'I 0:... ... ~-.,! N"""" f'I"\ t'..I N N~'"
:.I"\"C"lO L:)t!:tDr--. ~........t--lM
l.OI'cnO .::- ..::t ..::t '" ..-l r-i ..-l ..-l
'::) L""'I ~ \..II ~ ...=. wi U"l ("".,!NNN
bD
~
:=> 01
tr\ co
o 00
o I'
tr\ l.?
o <D
o ..::t
2.5
2.4
2.3
2.2
2.1
2.0
1.9
1.8
1.7
a::: 1.6
0
....
() 1.5
~
1.4
1.3
z
0 1.2
-
~-
o 1.1
LLJ
0:::
a:: 1.0
0
u
9
,8
,7
,6 ROUGHNESS
CORRECTION
FACTO R
~ ...--
----
->
~~ ,.,.
\,?-o/
:. ~
»: V--
~~./ .,.--
'V" ..... ,)oV
/
/
/ V/ I --- :..--
/' 0\\ ----
/ / /V \~,o. ~
Gy.. -- L..-
-: -: ,/ ~90 VV .>: ~
--lS-'{\.-{ ........... V
/ / ."., V ~ i--'"
V -: v
/' ......- .."... --
V V/ V / ~---
/ ~ ~oo -
v / .>. V v'" ~
V __... ........ "'- __ \000 -
./
V y I--'" V »> __ '--~"o.oo~ ~oo
/' V l.--" -> ~~o0G'0_'_--::------
~ ......... .."... V ~ ~ WlC.O\~- __ 1---
f...' -- -::::----
...,.... .- ~ ~
f-- :..- ...- :- -
~ -- - -
!'-
CHART VALUES - AVERAGE PIPE (R = 0.0005 ) - ALL SIZES
MEDIU~ 1M60i I
-- - r-- ~ H (R" 0.00015 ) 2500
-- ~?;;:::~~
120
~
~~
H(R=O~ ~IOOO F:::::
00005) 20 ___ ~
---- r:: .5.6 .8
2
3 4 5 6 8 10 VELOCITY'- ml s
20 30 40 50
Fig. I\lS 10
DENSITY CORRECTION FACTOR
Kg 1m3 :: Den si ty Foctor x 12
Weight of Dry Air at 21 c and Sea Level :: I 2 Kg 1m3
Altitude, Meters Above Sea Level
Temp.,
C U 250 SUO 750 1000 1250 1500 1750 2000
0 1. 08 1. 05 1. 02 0.99 0.96 0.93 0.90 0.87 0.85
21 1. 00 0.97 0.94 o . 91 0.89 0.86 O. 83 0.81 0.78
50 0.91 0.88 0.86 O. 83 0.81 O. 78 0.76 0.74 O. 71
75 0.84 0.82 0.80 0.77 O. 75 0.73 0.71 o • 68 0.66
100 0.79 0.77 O. 74 0.72 0.70 0.68 0.66 0.61Jc 0.62
125 0.74 0.72 0.70 0.68 0.66 O. 64 0.62 0.60 0.58
150 0.6g 0.67 o .65 0.64 0.62 0.60 0.58 0.56 0.55
175 0.66 0.64 0.62 0.60 0.58 0.56 0.55 0.53 0.51
200 0.62 0.60 0.59 0.57 0.55 O. 53 0.52 O. 50 O. 49
225 0.59 0.57 0.56 0.54 0.52 0.51 0.49 0.48 0.46
250 0.56 0.55 0.53 0.51 0.50 0.48 0.47 O. 45 0.44
275 0.54 0.52 O. 51 0.49 0.48 0.46 0.45 0.43 0.42
300 0.51 0.50 0.48 O. 47 0.45 0.44 0.43 0.42 0.40
325 0.49 0.48 o . 1+ 6 0.45 0.44 0.42 0.41 0.40 0.39
350 0.47 0.46 0.44 0.43 0.42 0.41 O. 39 O. 38 0.37
375 0.45 o .44 0.43 0.41 O. 1+ 0 0.3 9 0.38 0.37 O. 36
400 0.44 0.42 0.41 0.40 0.39 0.38 0.36 0.35 0.34
425 0.42 0.41 0.40 0.38 0.37 0.36 0.35 O. 34 0.33
450 0.41 0.39 0.38 0.37 0.36 0.35 0.34 O. 33 0.32
475 0.39 0.38 0.37 0.36 o .35 O. 34 0.33 0.32 0.31
500 0.38 o • 37 0.36 0.35 0.34 0.33 0.32 O. 31 0.30 Friction loss varies directly with the density (first approximation) See fon laws or cited references for more detail ..
Fig. IvIS 11
PITOT TUBE TRAVERSE DISTANCES
( FROM WALL - 10 POINT TRAVERSE - NEAREST mm )
DIAMETER RI R2 R3 R4 R5 R6 R7 Rs R9 RIO
mm 0.0260 0.0820 0,1460 0.2250 0.3420 0.6580 0.7740 0.8540 0,9180 0.9740
50 1 4 7 11 17 33 39 43 46 49
60 2 5 9 14 21 39 46 51 55 52
71) 2 6 10 16 24 46 54 60 64 6(:;
80 2 7 12 IS 27 53 62 6B 73 78
~u 2 7 13 '1 . 31 59 70 77 83 88
t..U
100 3 8 15 23 34 66 77' 85 92 97
110 3 9 16 25 38 72 85 9 !~ 101 107
12CJ 3 10 18 27 41 79 93 102 . 110 117
130 3 11 19 29 44 G6 1LlI III 119 127
140 4 11 21 32 48 92 108 119 129 13G
150 4 12 22 34 51 99 116 128 138 146
IGO 4 13 23 36 55 105 124 137 147 156
170 4 14 25 38 58 112 132 145 156 166
180 5 15 26 41 62 118 139 154 165 175
190 5 16 28 43 65 125 147 162 174 1B5
200 5 16 29 45 68 132 155 171 104 19S
225 6 18 33 51 77 14 B 174 192 207 219
250 6 20 37 57 85 1G5 193 213 230 244
275 7 22 40 02 94 lSI 213 235 253 268
300 8 25 44 68 103 107 232 256 275 292
325 8 27 4& 73 111 214 252 277 298 317
350 9 29 51 79 120 230 271 299 321 341
375 10 31 55 85 128 24.7 290 320 344 365
400 lU 33 59 90 137 263 3lCJ 341 367 3'30
425 11 35 52 96 14 S 280 329 363 390 414
450 12 37 66 102 154 296 348 384 4.13 43G
475 12 39 70 107 162 313 368 405 436 463
500 13 41 73 113 171 329 387 427 459 487
550 14 45 &1 124 138 362 426 469 505 536
600 15 49 88 136 205 395 464 512 551 585
650 17 53 95 147 222 428 503 555 597 533
700 18 57 103 158 239 461 542 597 643 60")
u'-
750 19 61 110 170 256 494 580 640 689 731
800 21 65 117 181 274 52G 619 683 735 779
850 22 69 124 192 291 559 658 726 781 82 G
9 UO 23 74 132 204 30 I:) 592 696 768 826 877
95U 24 71:) 139 215 3L 5 625 735 811 872 926
1000 26 82 146 226 342 658 774 854 918 974
1050 27 86 154 237 359 691 813 e96 964 1023
1100 28 90 1 Ei 1 249 376 724 851 939 1010 1072
1150 30 94 168 260 393 757 89 U 982 1056 1120
1200 31 98 176 271 410 790 929 10211 1102 1169
1250 32 102 183 283 427 823 967 1067 11118 121(;
1300 33 luG 190 294 444 056 1006 111U 1194 1257
1350 35 110 198 3U 5 4.62 88li 10115 1152 1240 1315
1400 36 114 205 317 479 921 10~3 1195 12 8G 1364
1450 37 l18 212 32ti 496 954 1122 1238 1332 1413
15UO 3tl 123 220 339 513 987 11Gl 121::0 1377 1462 Fig. MS 12
I I
I I
FOREWORD
This Eleventh Edition of Industrial Ventilation represents the efforts of the Committee on Industrial Ventilation to provide a current, up-to-date manual of good practice in the design of industrial ventilating systems. The Committee has carefully reviewed the previous edition to insure that the material has been presented with clarity and accuracy and has examined much new information and data relating to the design and application of industrial ventilation.
The Committee continues its policy of presenting the material in a practical, concise, easy-to-understand manner, Theoretical dtecusstons and complex equations are not given. The manual is sufficiently complete so that an industrial ventilating system can be designed without reference to other texts,
In preparing the revised section on "Testing of Ventilating Systems," the Committee surveyed a number of agencies and organizations using air flow meters and pressure measuring devices to determine the usefulness, accuracy and durability of the currently available instruments. This section has been completely rewritten to assist ventilation engineers and other personnel in the field in measuring discharge stacks, air flows and in testing and evaluating industrial exhaust systems.
Other revisions and new material include:
Section 3 - Ventilation for Heat Control - The section on cooling with air velocity has been revised to bring it up to date with the latest information.
Section 5 - Specific Operations - New specific design material with diagrams has been included on cold header machine ventilation, drive through spray paint booths, core malting machine ventilation, and diecast melting furnace ventilation, Duct velocities for systems not handling particulates have been revised to correspond with optimum velocities based on computer analyses considering horsepower, initial cost, space requirements and amortization of duct work.
Section 6 - Design Procedure - Design procedures necessary to meet some of the specialized requirements of technology in air pollution are given" These procedures consider the problems associated with air at high temperatures and humidities with large variations in static pressures.
Additional designs for low loss vertical discharge weather caps are given.
Section 7 - Make-up and Recirculated Air - Additional information on combustion calculations is given,
Section 9 - Testing of Ventilation Systems - This section has been completely rewritten" A survey of user s of air meters and pressure measuring devices has been made to determine their experience as to usefulness, durability and accuracy of these instruments. Tabular data on characteristics of air meters and of pressure measuring devices is given. Tables of 6-, 10- and 20-point traverses [or circular duct up to 80 inches in diameter are included, This section includes complete information and diagrams for setting up an air flow meter calibration wind tunnel.
Appendix - A new, middle range psychrometric chart has been added" Curr-ent Threshold Limit Values are given,
Available separately will be two supplements: (1) a field testing manual which provides data, charts, tables, formulae and data sheets necessary for testing an industrial ventilating system and (2) a complete set of design tables and charts in metric units,
COMMITTEE ON INDUSTRIAL VENTILATION
M. M. Schuman, Michigan, Chairman J. C. Barrett, Michigan
R. P. Hibbard, Washington J. R. Lynch, U,S.P.R.S. Robert Wolle, Tennessee G, M. Hama, Consultant Lou Dickie, Consultant
V
ACKNOWLEDGMENTS
Industrial Ventilation is a true Committee effort, bringing into focus in one source useful, practical ventilation data from all parts of the country. The Committee membership of industrial ventilation and industrial hygiene engineers represents a diversity of experience and interest that insures a well-rounded cooperative effort.
From the 1st Edition in 1951 this effort has been successful, as witnessed by the acceptance of the "Ventilation Manual" throughout industry, by governmental agencies and as a world-wide reference and text The present Committee is grateful for the faith and firm foundation provided by past Committees and members enumerated elsewhere in these pages.
Special acknowledgment is made to the Division of Occupational Health, Michigan Department of Health for contributing their original field manual which was the basis for the 1st Edition, and to Mr. Knowlton Caplan who supervised the preparation of that manual.
The Committee is grateful also to those consultants who have contributed so greatly to the preparation of this and previous editions of Industrial Ventilation and to Mr-s. Norma Donovan, Secretary to the Committee for her untiring zeal in our efforts"
To many other individuals and agencies who have made specific contributions and have provided support, suggestions and constructive crtttcism, our special thanks"
COMMITTEE ON INDUSTRIAL VENTILATION
VII
INTRODUCTION
The importance of clean uncontaminated air in the industrial work environment is well known Modern industry with its complexity of operations and processes uses an increasing number of chemical compounds and substances, many of which may be highly toxic. The use of such materials may result in a dissemination of fumes, gases, vapors and mists into the workroom air. Effective, well designed ventilation offers a solution where protection to workers is needed under such environmental exposure.
In recent times the application of local exhaust ventilation has been accepted as the preferred method for an effective means of control. The smaller exhaust air volume results in lower heating costs, compared to high volume general exhaust air requirements, The present emphasis on air pollution control stresses the need of air cleaning devices on industrial ventilating systems. From the capital cost standpoint, the smaller air volumes of the local exhaust system are of great advantage on the price of air cleaning devtdes.
The unsatisfactory past practices of providing exhaust ventilation without giving thought as to how the outdoor replacement air is to be provided has resulted in worker discomfort, exposures to combustion gases from backdrafting flues and impaired ventilation. A present day awareness of this considers the need of providing suitable make -up air systems as well as efficiently designed local €..'(haust ventilation" The consideration of both these factors will result in personnel comfort as well as a safe, controlled atmosphere"
IX
Thir-d Edition 1954
~
~
tJ
!
W
-':, ~ 1
i
IF
PREVIOUS VEN'llLATION MAi'TUAL COMMITTEES
First Edition 1951
K lVL Mor-se, Chairman J. Baliii
G. M. Hama
J, F. Keppler K. E. Robinson J, C. Soet
J Kane, Consultant
Fourth Edition 1956
G. M. Harna, Chair-man R E. Bales
Jack Balif!
J" C. Barr ett B. Feiner
K Lynn Schall J" C, Soet
J,. Kayse, Consultant
Seventh Edition 1962
J. C Bar-r-ett, Michigan, Chairman Howard Aye!, U.S.P.RB.
Benj amin Feiner, New YOI'k
G" M. Ram a, Detroit
John Lumsden, Nor-th Carolina M. WI, Schuman, Michigan
J. A. WunderIe, Ohio
D, Bonn, Consultant
Tenth Edition 1988
M. M. Schuman, Michigan, Chairman J. C. Barr-att, Michigan
R. P. Hibbard, Washington J. R. Lynch, U.S.P.H.S. Robert Wolle, Tennessee G. M. Rama, Consultant Lou Dickie, Consultant
Second Edition 1952
K E. Robinson, Chairman J. Baitif
G, M. Hama J, F Keppler A. Salazar
J, C. Soet
J. wuus, Consultant
Fifth Edition 1958
George Ham a, Chairman Ronald Bales
J. C. Barr-att
Benjamin Feiner
J,. F Keppler
George Michaelson
John Soet
Do, Bonn, Consultant
Eighth Edition 1964
J. C. Bar-rett, Michigan, Chairman Howard Aye!, U.S,P,.H.S.
Benjamin Feine r, New York
Jose Luis Beltran, Venezuela
G" M. Hama, DetI'oit
John Lumsden, North Carolina M. M, Schuman, Michigan David Bonn, Consultant
VID
J Ballii, Chair-man R. E. Bales
J. C. Barrett
G, M, Hama
R. T, Page
J C. Soet
J. Willis, Consultant
Sixth Edition 1960
J. C Bar r ett, Chairman Benjamin Feiner
G, M. Rarna
H. S. Jordan
J, F. Keppler
J" A. Wunderle
D. Bonn, Consultant
Ninth Edition 1966
J C, Bar-rett. Michigan, Chairman Jose Luis Beltran, Venezuela Benjamin Feiner, New York
John Lumsden, North Caz-cltna Jeremiah R. Lynch, US P as
M M Schuman, Michigan
Robert Wolle, Tennessee
G M Rama, Consultant
David Bonn, Consultant
I I il
(I
i
I
\,
DEFINITIONS
Aerosol: An assemblage of small particles, solid or liquid, suspended in air. The diameter of the particles may vary from 100 microns down to 0.01 micron or less, e.g., dust, fog, smoke.
Air Cleaner: A device designed for the purpose of removing atmospheric air-borne impurities such as dusts, gases, vapors, fumes and smokes, (Air cleaners include air washers, air filters, electrostatic precipitators and charcoal filter s.}
Air Filter: An air cleaning device to remove light particulate loadings from normal atmospheric air before introduction into the building, Usual range: Loadings up to 3 grains per thousand cubic feet (0.003 grains per cubic foot). Note: Atmospheric air in heavy industrial areas and in-plant air in many industries have higher loadings than this and dust collectors are then indicated for proper air cleaning.
Air Horsepower: The theoretical horsepowe r required to drive a fan if there were no losses in the fan, that is, if its efficiency were 100%.
Air, .Standa.rd: Dry air at 70 F and 29.92 in (Hg) barometer, This is substantially equivalent to 0,075 Ib/cu ft.
Aspect Ratio: The ratio of the width to the length. AR:= ~
Aspect Ratio of an Elbow: The width (W) along the axis of the bend divided by depth (D) in plane of bend.
W AR" D
Blast Gate: Sliding damper.
Blow (throw): In air distrtbutton, the distance an air stream travels from an outlet to a position at which air motion along the axis reduces to a velocity of 50 fpm. For unit heaters, the distance an air stream travels from a heater without a perceptible rise due to temperature difference and loss of velocity
Brake Horsepower: The horsepower actually required to drive a fan, This includes the energy losses in the fan and can be determined only by actual test of the fan. (This does not include the drive losses between motor and fam.)
Capture Velocity; The air velocity at any point in front of the hood or at the hood opening necessary to overcome opposing air currents and to capture the contaminated air at that point by causing it to flow into the hood ..
Coefficient of Entry; The actual rate of flow caused by a given hood static pressure compared to the theoretical flow which would result if the static pressure could be converted to velocity pressure with 100% efficiency. It is the ratio of actual to theoretical flow.
Comfort Zone (Average): The range of effective temperatures over which the majority (50 per cent or more) of adults feel comfortable.
Convection: The motion resulting in a fluid from the differences in density and the action of gravity. In heat transmission this meaning has been extended to include both forced and natural motion or circulation.
Density: The ratio of the mass of a specimen of a substance to the volume of the specimen. The mass of a unit volume of a substance. When weight can be used without confuaton, as synonymous with mass, density is the weight of a unit volume of a substance"
Density Factor: The ratio of actual air density to density of standard air The product of the density factor and the density of standard ail' (0.075 lb/cu ft) will give the actual air density in lbs per cu ft.
d x 0.075:= actual density of air, lbs per cu ft
Dust: Small solid particles created by the breaking up of larger particles by processes such as crushing, grinding, drilling, explosions, etc. Dust particles already in existence in a mixture of materials may escape into the air through such operations as shoveling, conveying, screening, sweeping, etc.
Dust Collector; An air cleaning device to remove heavy particulate loadings from exhaust systems before discharge to outdoors. Usual range: Loadings 0.003 grains per cubic foot and higher.
XI
~l
,}
- "'I ,_:1, r
~ :\¥
·":1
...
';J,
~
, : ~
It '"11
1
I I
<T2m06:~tu.!:;, IJ";jet-E1..!lb: Tl"!€:t:;'".!.:cdyn8.1nic ~Net-t~lb tempez-atu:t2 is the tempe:::--atU2"8 at i.vhich liquid or solid water. by evaporating into air, can bring the air' to satur atton adiabatically at the same ts;;:;;;;po$:atu::::
Wet-bulb temperature (without qualification) is the temperature indlcated by a wet-bulb psychrometer con-
structed and used according to spectncations \
Threshold Limit Values (TLV): The values for air borne toxic materials which are to be used as guides in the control of health hazards and represent time weighted concentrations to which nearly all workers may be exposed 8 hours per day over extended periods of time without adverse effects. (See Appendix)
Transport (Conveying) Velocity: Minimum air velocity required to move the particulates in the air stream, rpm,
Vapor: The gaseous form of substances which are normally in the solid or liquid state and which can be changed to these states either by increasing the pressure or decreasing the temperature. Vapors diffuse,
xm
EDt""] Less: Loss in pr-essure caused by air' flowing into a duct or hood. (Inches H20). ~: Small solid particles formed by the condensation of vapors of solid materials ..
Gases: Formless fluids which tend to occupy an entire space uniformly at ordinary tempe. aturss and pressures.
Gravity, Specific: The ratio of the mass of a unit volume of a substance to the mass of the same volume of a standard substance at a standard temperature Water at 39.2 F is the standard substance usually r'eIer r ed to. For gases, dl-y ail', at the same temperature and pI'eSSUI'e as the gas, is often taken as the standand substance"
Hood: A shaped inlet designed to capture contaminated air and conduct it into the exhaust duct system .. Humidity, Absolute: The weight of water vapor per unit volume, pounds per cubic foot or grams per cubic centimeter,
Humidity, Relative: The r-atio of the actual partial pressur-e of the water vapor in a space to the saturation pressure of pure water at the same temperatur-e.
Inch of Wate::: A unit of preasure equal to the pressur-e exerted by a column of liquid water one inch high at a standard temperature>
Lower Explosive Limit: The lower limit of flammlbiltty or explosibility of a gas or vapor' at ordinary ambient temperatures expressed in per cent of the gas or vapor in air by Volume, This limit is assumed constant for temper-atur-es up to 250 F, Above these temperatures, it should be decr-eased by a factor of 0" 7 since explosibility increases with higher' temperatures.
Manometer': An instrument for measuring pressure; essentially a U-tube partially filled with a liquid, usually water, mer-cury or a light oil, 50 constructed that the amount of displacement of the liquid indicates the preSSUI e being exerted on the instr-ument.
Micron: A unit of length, the thousandth part of 1 mm or the millionth of a meter, (approximately 1/25,000
of an inch),
Mists: Small droplets of materials that are or-dinar-Ily liquid at normal temperature and pressure. Plenum: Preasure equalizing chamber
Pressure, Atmospheric: The p reasure due to the weight of the atmosphere. It is the pressure indicated by a barometer. Standard Atmoapher-ic Pressure or Standar-d Atmosphere is the pressure of 29,92 inches of mercury ..
PressuI'e, Static: The potential pressure exerted in all di ractions by a fluid at rest. For a fluid in motion it is measured in a directton normal to the direction of flaw. Usually expr-essed in inches water gauge when dealing with air . (The tendency to either burst or collapse the pipe .. )
PI'essuI'e, Tota1: The algebraic sum of the velocity pr assura and the static pr-assur e (with due r-egar-d to sign).
PleSSUI'e, Vapor': The pr-essure exerted by a vapor. If a vapor' is kept in confinement aver its liquid so that the vapor can accumulate above the liquid, the temperature being held constant, the vapor pressure approaches a Iixed limit called the maximum 01 satur-ated, vapor pressur e, dependent only on the temperature and the liquid" The term vapor pressure is sometimes used as synonymous with saturated vapor- pressure.
PI'essure. Velocity: The kinetic pressure in the direction of flow necessary to cause a fluid at fest to flow at a given velocity. Usually expr-essed in inches water gauge ..
Radiation, Thermal (Heat) Radiation: The transmisstcn of energy by means of electromagnetic waves of very long wave length. Radiant energy of any wave length may, when absorbed, become thermal energy and result in an increase in the temper-ature of the absorbing body,
Slat Velocity: Linear flow rate of contaminated air through slot, Ipm
Smoke: An air suspension (aerosol] of particles, usually but not necessarily solid, often originating in a solid nucleus, formed from combustion or sublimation ..
TemperatuI'e, Effective: An ar-bitr-ar-y index which combines into a Single value the effect of temperature, humidity and air movement on the sensation of warmth OI' cold felt by the human body. The numerical value is that of the ternpe rature of still, saturated air which would induce an identical sensation.
> <
;q ~-
.'ci
.e.?l r
"';<
~
I'iP
.o~~~
r I
I I .~
SecticD. 1
GErlERAL PRINCIPLES OF VENTILATION
Principles of Air Flow
/
The flow of air between two paints is due to the occurrence of a pressure difference between the two paints. This pressure difference results in a force on the air, causing air flow from the high pressure zone to the low pressure ZOne. The quantity of air flow (Q) and the velocity of flow (V) are related according to the equation
Q :: AV
where; Q -= volume, cubic feet per minute
A :: cross sectional area through which the air flows in square feet V :: velocity in lineal feet per minute
This basic relationship describes the flow of air under all conditions.
Air traveling at a specific velocity will create a definite pressure which is known as the Velocity Pressure, There is a definite relationship between the velocity of air and the Velocity Pressure, The basic statement of this relationship is
where: v ;;:; velocity, feet per second
g gravitational acceleration, feet per second per second
h ::: head of air, feet
When g = 32 .. 2 ftlsec2 and air density is 0.075 pounds per cubic foot, this formula converts to V :: 4005 v'VP
where; V = air velocity, feet per minute
VP == velocity pressure, inches of water
It should be emphasized that Velocity Pressure is always exerted in the direction of air flow.
Air confined within an enclosure, whether in motion or not, creates another type of pressure which exerts itself perpendicularly to the walls of the enclosure. This pressure is known as Static Pressure and it is normally independent of the velocity of the air.
When Static Pressure is below atmospheric pressure it is negative. When it is above atmospheric presSure it is positive. Velocity Pressure is always positive.
The algebraic sum of Static Pressure and Velocity Pressure is Total Pressure, This may also be written in the form of an equation-the symbols are those used throughout this book:
TP " SP + VP
The significance of these pressures can be demonstrated under actual conditions, For example, assume a rectangular chamber (sealed) containing air pressure of 0.05 pounds per square inch. ThiS 0.05 psi pressure is entirely due to static pressure. If a small hole is drilled into this chamber and a U-tube is used, a reading of 1.39 inches of water will result (1 psi", 27.7 inches of water.) Since there is no air flow, the velocity pressure w1ll be zero and the total pressure will be 1.39 inches of water. This is shown in Figure 1-1.
Total Pressure 1.39"
Static Pressure 1.39"
.L.
Fig. 1-1 1-1
:: VelOCity Pressure 0"
~?:t--:_'.~·' . ", ' _ -~ '_" _ .... __ . , -. ~ __ ,,.- .. _ ._" -_ :_: '~-:''':';-' '.:~- ,~. .'.:_., _-", ?-:. , ' __ ~':Y:'.
~:, - :. .. :--- ~ .; _ ' .. ,_-: ._.:. - . :: -_~:~-_ __:_- _ ~,-;,~ ~,~ _~~: -::i'
AHP ,,,,,,, acfm ., , '
AR " .. ,.
B ", bhp btu btuh Ce, dm, cu it F
d
D "."" ••.
E'I •. , . , .
Ipm , , . " , fps .. , , . "
g .,.,,"'"
gpm " .. ".
gr' ~ oj- ~ ~ • '.' ~
he· " ... , . hp ..• " , " ,
ABBRE VLA.TiONS
Air horsepower actual cfm
Aspe ct ratio barometric pressure Brake horsepower Bdtish thermal unit btu/hr
Coefficient of entry Cubic feet per minute Cubic foot
Degree, Fahrenheit Density factor Diameter
Effective temperature Feet per minute
Feet pel' second
Gravitational force, it! sec! sec Gallons pel' minute
oratns
Hood entry loss Horsepower'
! i
',I
...
hr , , , . ' . . Hour in " " . " . .. Inc h
LEL Lower explosive limit
ME Mechanical efficiency
mg mt.lltgram
MRT Mean radiant temperatuI'e
mm . . Millimeter
min" .. !'IlW ' , .
ppm .'"." Ib .
psi
Q.
RH
p, "
rpm SFM sq it sq in , SP, , SPh, sefm sp, gr S'lP TLV TP
V
VP wg
Minute
Molecular Weight Parts pel' million Pound
Pounds pel' aquare inch Quantity of ail'; cfrn Relative humidity Density of air in lb! cu ft
Revolutions per' minute Sm'face feet per minute Squar-e foot
Square inch
Static pressure
Hood static pressure
Cfm at standard air conditions Specific gravity
Standard temper atur e and pressure Threshold Limit Values
Total pressure
Velocity, fpm
Velocity pr-essure
Water gauge
XIV
1-2
INDUSTR'L4.L VENTILATION
"(;3 ' .. ~
,
a ~
If the e nds of t111s chamber a r S openad, it b=co,,"",ss a duet through which a ir may flow, With air flowing
through this duct there are now two distinct pressures, namely, static pressure and velocity pressure, The M
algebraic sum of these two pressures is called total pressure. If a fan is placed so that air is blown through ~
the duct, the pressures shown in FiguI'e 1-2 could result.
Total Pressure /.39"
Static Pressure 0.3911
/.3!/'
Air flortl ----
:: Velocity Pressure 1.0"
PRESSURE IN THIS PIPE ABOVE A TMOSPHERIC PRESSURE
Fig. 1-2
If a fan is placed so that air is drawn through the duct, the pressures indicated in Figure 1-3 could result.
I
Tofal Pressure -0.39"
Stotic Pressure (-1.39'')
Air flow-
4005 (pm.
= Velocity Pressure +1.0"
Fig, 1-3
PRESSURE IN THIS PIPE BELOW ATMOSPHERIC PRESSURE
I
In Figure 1-4 typical static and velocity pressures are shown in a long section of exhaust duct equipped with a defined hood,
Hood static pressure
Static pressure
Velocity pressure
j_ -
T
4005 {pm
Fig. 1-4
Stotic pressure
velocity pressure
.1
GEl'TER .. ~L :?RTNCl~LES OF iIEI'iTILP-_'TIOrT
Acceleration of Air and Hood Entrance Losses
The pressure diffe."ence required to move ail into an opening must be sufficient to both accelerate the ail" hom rest to a velocity and to overcome the turbulence losses at the opening,
For acceleration, the energy requued is equal to the Veloe.i.b' Pressure corresponding to the veloctty. Tur-bulence losses are caused by the opening and vary with the shape of opening. The coefficient of entry (Ce) indicates the extent of turbulence losses, In a thecretically perfect hood with no turbulence loss,
Ce "" LO.
Hood Static PressuIe (8Ph) is a direct measurement, in inches of water, of both the acceleration energy and turbulence losses. For a perfect hood with no turbulence loss, Ce :: LO and 8Ph '" VP (See Section 4). In this case:
v = 4005 Ce ySPh = 4005 ySPh For the hood shown in Figure 1-4 where Ce = 0.86 this becomes:
V = 4005 c, y8Ph = 4005 x 0.86 y8Ph = 3444 ySPh
To obtain the desired velocity, 4005 Ipm, the requir-ed SPh can be calculated from the above formula: _~ v 4005
'18Ph = 3444 '" 3444
4005 ,
SPh = (3444)2 '" 1.35 inche s of water
As pr-eviously stated, the hood static pressure indicates both the acceleration (VP) and turbulence losses (he). This may be expressed as
SPh '" VP + he
FOI' design purposes the entry loss (he) is often designated as a decimal fraction (F) of the velocity pressure (VPL In this Iorm it applies to all velocities.
he '" FVP (See Section 4, Figure 4 -5; Section 5; Section 6, F'lgure 6 -10.)
Pressure Dr'op Through DUctWOlk
Air flowing through ducts encounters resistance to flow due to (1) friction losses and (2) dynamic (turbulence) losses. Friction losses are caused by the actual rubbtng of the ail' against the surfaces of the duct. Dynamic losses result due to air turbulence which takes place whenever air flow through a duct changes direction at velocity; Le., whenever the duct changes direction or varies in crosa-secttonal area .. The result of the friction and dynamic losses is to cause a pressure drop to occur as the ail' flows through a duct.
The well known Bernoulli's Theorem Irequently used in flow of fluids is mer-ely a statement of the laws of conser-vation of energy. Bernoulli's Theor-em as applied to ail' is: static pressure plus velocity pressure at a point upstream in direction of au' flow is equal to the static pressure plus velocity pressure at a point downstream in direction of air flow plus the Ir-ictton and dynamic losses:
SP1 + VP1 "" SP2 + VP2 + losses
For' practical purposes, the total amount of friction through any round duct var-ies directly as the length, inversely as the diameter of the duct and directly as the square of the velocity of air flowing through the duct. The pressure drop through a duct system due to dynamic losses depends upon (1) number and type of elbows present and (2) the frequency with which the velocity of air changes as it flows through the duct system,
In or' de I" to overcome the resistances of a duct system, it is necessary to expend ener-gy in maintaining a pressure differ'ential between the two ends of the system. This is usually accomplished by the use of a fan" The fan delivers ail- at a static pressure great enough to overcome the resistance of the system, Figure 1- 5 gives a graphical dascr-iptton of actual pressure changes in a simple exhaust system.
Effective Spec uic GI'avity
Frequently, the location of exhaust hoods is mistakenly based on a supposition that the contaminant is
U heavier than air" or U lighter than ail'. n In most health hazar-d applications, this criterion is of little value. Hazar-dous dust, fumes, vapors and gases are truly air-borne, Iollowing air currents and ax e not subject to appr-ec iable motion either upward or downward because of their own density, FOI- example, consider the
1-3
l-'l
2 I o -f
-2
2 f o -f
\ ;
- =w
.\\' ~\\i
",Iii
VP
...< ,\\\\\\\\\\\\\\\ ,\\\\\\\\\\\\\'\
\\\\\\\\\\\\'-S
~M
VP -
TP I. - VP
'f ,-"
SP o -f
-2
-3
-4
2
- Fan
J ··\'1 ,
:_.' ,
I ! 11
II
,
VP I TP
1/ ;VP
/. elL
!~~ /1
\ ~
<.e; -==---
- )
2 f o -f
2 / o -/
-2
Fig. 1-5
degreasing solvent, perchloroethylene (tetrachloroethylene). Assuming the perchloroethylene vapor is well mixed with air, the following calculations indicate the effective specific gravity of a 10,000 ppm perchloroethylene-air mixture.
Specific gravity of air := 1 Specific gravity of C2C14 = 5,7
10,000 ppm ;;;;; 1 part C2C14 : 99 parts of air 0,01 x 5.7 = 0.057
0,99 x 1.0 = 0.990
1.047 = effective specific gravity of mixture
Since 10,000 ppm is 100 times the TLV value of perchloroethylene, the mixture normally encountered would contain much less than 10,000 ppm. By a similar calculation a 100 ppm perchloroethylene-air mixture has an effective specific gravity of 1.0005.
Therefore, the perchloroethylene-air mixtures compared to clean air would have a tendency to move downward expressed by the ratio of 105/100 in the case of the 10,000 ppm mixture or 10005/10000 in the case of the 100 ppm mixture and not by the ratio of 5.7/1 as is frequently implied. Thus the effects of window ventilation, cross currents, traffic and heat can dwarf into insignificance the effect of specific gravity. A vapor of high specific gravity has been chosen for illustration; obviously the influence of specific gravity will be even less in the case of those gases and vapors whose specific gravity is closer to the specific gravity of air.
Air Flow Characteristics of Blowing and Exhausing
Air blown from a small opening retains its directional effect for a considerable distance beyond the plane of the opening. However, if the flow of air through the same opening were reversed so that it operated as an exhaust opening handling the same volume of air, the flow would become almost completely non-directional and its range of influence would be greatly reduced. For this reason, local exhaust hoods must not be contemplated for any process which cannot be conducted in the immediate vicinity of the hood. Figure 1-6 illustrates the fundamental difference between blowing and exhausting,
Make-Up Air
Many exhaust systems will require a mechanical system of supplied air to offset the air exhausted, For a more complete discussion of destgn, refer to Section 7, "Make -Up and Recirculated AiL"
It
,
11
i
!
GEr'TEP~~_L PRIl\iC'IPLES OF 1lErTTILATICYrT
1-5
:------- 3() d -----------'J .. 1 BLO\MNG
"<, ....
r::-:-~!-'!""'-rrl----"'~_!!,'_ - - - - - - -- - - \
)
4000 FF'M AIR VE-.LOCITY AT fACE OF 60TH
APPROXIMATE.LY 10 % OF FACE. VELOCITY AT ;:.0 DIA. AWAY FROM PRESSURE
JET OPENING,
EXHAUSTING
APPROXIMATELY 10% OF FACE VELOCITY AT ONE OIA. AWAY FROM EXHAUST OPENING.
Fig, 1-6
DILUTIOi'i VEf'.ITILATION
The terms general ventilation and dilution ventilation are often usad interchangeably. L, this manual general ventilation refers to the removal (or supply) of air from a general area, room or building fa! the purpose of comfort control, and is covered under "Ventilation for Heat Control," Section 3. Dilution ventilation, as the name implies, refers to dilution of contaminated ail' with uncontaminated air in a general area, room or building tor the purpose of health hazard or nuisance control.
Dilution Ventilation for Health
In general, dilution ventilation is not as satisfactory for health hazard control as is local exhaust ventilation.
There are, however, occasional circumstances in which dilution ventilation must be used because the operation or process prohibits local exhaust. Circumstances-may be found in which dilution ventilation provides an adequate amount of control more economically than a local exhaust system. One should be careful, however, not to base the economical conSiderations entirely upon the first cost of the system since dilution ventilation frequently exhausts large volumes of heat from a building and can easily be a troublesome factor.
The use of dilution ventilation has four limiting factors: (1) the quantity of contaminant generated must not be too great or air volume necessary for dilution will be impractical; (2) workers must be far enough away from contaminant evolution, or evolution of contaminant must be in sufficiently low concentrations so that workers will not have an exposure in excess of the established TLV value; and (3) the toxicity of the contaminant must be low; (4) the evolution of contaminants must be reasonably uniform.
Dilution ventilation is very seldom successfully applied to fumes and dusts because (1) the high toxicities often encountered require too great quantities of dilution air; (2) velocity and rate of evolution are usually very high; and (3) data on the amount of fumes and dust production are very difficult if not impossible to obtain.
Dilution ventilation is most often used to advantage to control the vapors from organic liquids such as the less toxic solvents. In order to successfully apply the principles of dilution to such a problem, factual data are needed on the rate of vapor generation or on the rate of liquid evaporation. Usually such data can be obtained from the plant if they keep any type of adequate records on material consumption.
Example
Suppose a cementing operation contaminates the air of a workroom with methyl ethyi ketone vapors, the solvent portion of the cement.
It is necessary to determine how much solvent vapor is being formed every minute and this can be done by determining the amount of cement consumed and the proportion of methyl ethyl ketone contained therein. Assume that fOUT gallons of solvent are used in eight hours or four pints per hour.
The next step is to select a K value. K serves as a multi-purpose safety factor to maintain air concentrations well below the TLV In selecting K one consideration is the toxicity of the material:
Slightly toxic material: TL V ?: 500 ppm
Moderately toxic: TLV 100 - 500 ppm
Highly toxic: TLV ;$ 100 ppm
Another consideration is the evolution rate of the contaminant; usually this is non-uniform. A third aspect is the effectiveness of the ventilation, See Figure 2-1.
The K value selected can vary from 3 to 10 depending on these considerations Since several employees are scattered throughout the workroom and since the only possible location of fans in an outside wall is a considerable distance from some of the pointe of evolution of solvent, assume a K value of 6
Cu. ft, dilution per hour
_ 403 x specific gravity of solvent x 1,000,000 x pints solvent/hr. x K
- molecular weight solvent x TLV
= 403 x 0.805 x 1,000,000 x 4 x 6 = 540 000 9 000 f dil ti .
72.06 x 200 ' or, cm uunon aar ,
Table 2-11ists the dilution air volumes for several of the solvents often encountered. Formulas are also given for calculating dilution ai r volumes for liquids not specifically listed.
2-1
·,
'I
F
I
i
.: ~
I
.J, ,.
I
I
I
,
I
Ii
..
••
I
!
,s \
I
1
I !
I
J
I
I
I
•
The ioUc;wing values ar s tabulated using thc; TL Y values shown in parentheses, parts per m illton. TL V values ale subject to revision if further research or exper ience indicates the need .. Ii the TLV value has changed, the dilution air r squtr ements should be calculated from the following formulae.
C tt air . t . t d _ 403 x sp. gr. liquid x 1,000,000 x K
u I aiz per pm evaoora e - 1 1 . ht l' ld TLV
. mo ecu ar werg iqui x
, _ 387 x 1,000,000 x K
Cu ft arr per Ib evaporated - I I . ht l' id TLV
mo eeu ar weig iqui x
Cu it of air (STP) required for dilution to TLV*
Liquid Per Pint Evaporation Per Pound Evaporation
Acetone (100O) 5,500 6,650
n-Amyl acetate (100) 27,200 29,800
Isoamyl alcohol (100) 37,200 43,900
Benzol (25) Not Recommended
n-Butanol (butyl alcohol) (100) 44,000 52,200
n-Butyl acetate (150) 20,400 I 22,200
Butyl cellosolve (50) 61,600 65,600
Carbon disulfide (20) Not Recommended
Carbon tetrachloride (1O) Not Recommended
Cellosolve (200) 20,800 21,500
Cellosolve acetate
(2-ethoxyethyl-acetate)(100) 29,700 29,300
Chloroform (50) Not Recommended
1-2 Dichloroethane (50) Not Recommended
(ethylene dichloride)
1-2 Dichloroethylene (20O) 26,900 20,000
Dioxane (100) 47,300 43,900
Ethyl acetate (400) 10,300 11,000
Ethyl alcohol (1000) 6,900 8,400
Ethyl ether (400) 9,630 13,100
Gasoline Requires special consideration
Methyl acetate (200) 25,000 26,100
Methyl alcohol (200) 49,100 60,500
Methyl butyl ketone (100) 33,500 38,700
Methyl cellosolve (25) Not Recommended
Methyl cellosolve acetate (25) Not Recommended
Methyl ethyl ketone (200) 22,500 26,900
Methyl isobutyl ketone (100) 32,300 38,700
Methyl propyl ketone (200) 19,000 22,400
Naptha (coal tar) (100) 30,000-38,000 40,000-50,000
Naptha (petroleum) (500) 6,000-7,000 8,000-10,000
Nitrobenzene (1) Not Recommended
n-Propyl acetate (200) 17,500 18,900
Isopropyl alcohol (400) 13,200 16,100
Isopropyl ether (500) 5,700 7,570
Stoddard solvent (500) 6,000-7,000 8,000-10,000
1,1,2,2 - Tetrachloroethane (5) Not Recommended
Tetrachloroethylene (100) 39,600 23,400
Toluol (Toluene) (200) 19,000 21,000
Trichloroethylene (100) 45,000 29,400
Xylol (xylene) (100) 33,000 36,400 .. The tabulated dilution air quantities must be multiplied by the selected K value. See Appendix for additional TLV and for LEL values.
DILUTION VEI'iI'ILATION
2-3
Gcod air inlet
Poor air inlet
-
Fair air inlet
Good air inlet
,+-"
Poor air inlet
Fair air inlet POOR FAN LOCATIONS
Plenum III X -
Best air inlef
GOOD FAN LOCATION
--
Good air inlet
Plenum
Best exhaust (local) Calculate air volume as boot» /OOcfm/sq.ft. open area
Best air inlet
Fair air inle t
Poor air inlet
'1tHtH
AMIERICAN CONFERENCE OF GOYfRNMIENTAL INDUSTRiAL HYG!IEN!STS
DATE /-66
PRINCIPLES OF DILUTION VENTILATION
Fig. 2-1
"'I-
Best air inlet
Note,'
Inlet air requires tempering during winter months.
See Section 7
2-,-!
INDUSTRIAL VENTILA TION
The prtnciples to be applied to a dilution ventilation system ax e as follows:
1.. Select from factual data the amount of air raquir ed for satisfactory dilution of the contaminant, The
values tabulated on Table 2-1 assume perfect dtstrtbutton and dilution of the air and solvent vapors. These values must be multiplied by the proper K value.
2. Locate the exhaust openings near the sources of contaminant, if possible, in order to obtain the benefit of "spot ven tilation."
3. In order for dilution methods to be effective, the exhaust outlet and air supply must be so located that all the air employed in the ven tilation passes through the zone of contamination.
4. Replace exhausted air by a make-up air system. Make-up air should be heated during cold weather. Dilution ventilation systems usually handle large quantities of air by means of propeller fans. Make-up air usually must be provided if the ventilation is to be adequate and the system to operate satisfactorily.
5. The general air movements in the room should keep the source between the operator and the exhaust opening,
6. A combined supply and exhaust system is preferred with a slight excess of exhaust if there are adjoining occupied spaces and a slight excess of supply if there are no such spaces.
7. Avoid re-entrance of the exhausted air by discharging the exhaust high above the roof line or by assuring that no window, outside air intakes or other such openings are located near the exhaust discharge ..
Dilution Ventilation for Fire and Explosion
Another function of dilution ventilation is to reduce the concentration of vapors within an enclosure to below the lower explosive limit. It should be stressed that this concept is never applied in cases where workers are exposed to the vapor .. In such instances, dilution rates for health hazard control are always applied.. The reason for this will be apparent when comparing TLV's and lower explosive limits (LEL's) ..
The TLV of xylol is 200 ppm. The LEL of xylol is 1% or 10,000 ppm, An atmosphere of xylol safeguarded against fire and explosion will usually be kept at 25% of the LEL or 2500 ppm. Exposure to such
an atmosphar'e may cause severe illness or death. However, in baking and drying ovens, in enclosed air drying spaces, within ventilation ductwork, etc, dilution ventilation for fire and explosion is used to reduce the vapor concentration to below the LEL ..
The formulas listed on page 2-2 may be modified to yield air quantities to dilute to below the LEL. By substituting LEL for TLV:
. (403) (sp. gr. liquid) (100) (C) "
Cu ft per pint evaporated = (MoL wt liquid) (LEL) (B) (For Standard All')
Note: L Since LEL is expressed in %(parts per 100) rather
than ppm (parts per million as for the TLV), the
factor of 1,000,000 becomes 100
2. C is a safety factor which depends on the percentage of the LEL necessary for safe conditions. In most ovens and drying enclosures it has been found desirable to maintain vapor concentrations at not more than 25% of the LEL at all times in all parts of the oven. In
properly ventilated continuous ovens, a C factor of 4 is used. In batch ovens, with good air distribution, the existence of peak drying rates require saC factor of 10 or 12 to maintain safe concentrations at all times. In non-recirculating or improperly ventilated batch or continuous ovens, larger C factors may be necessary.
3, B is a constant which takes into account the fact that the lower explosive limit of a solvent vapor-air mixture decreases at elevated temperatures, B == 1 for temperatures up to 250 F; B '" 0.7 for temperatures above 250 F.
DILli"'TION VENTILATION
2-5
E;,ample I
A batch of enamel dipped shelves is baked in a recirculating Oven at 350 F far' one haul'. The volatiles in the enamel applied to the shelves consist of two pints of xylol. What oven ventilation rate, in cfm, is r equir-ed to dilute the xylol vapor concentration within the oven to a safe limit at all times?
For xylol, the LEL == 1%; Sp, gr. '" 0.88; Mol. WL '" 106i C = 10; B '" 0,7. Flam the above formula:
cu it per pint evaporated ""
(403)(0.88)(100)(10) (106)(1)(0.7)
For two pints of xylol evaporated in one hour:
(2)( 403) (0.88)( 100)(10)
cfm(STP) '" (106)(1)(60)(0,7) = 158
Since the above formula is at standard conditions, the air flow rate must be converted from 70 F to 350 F (operating conditions).
(cfmSTP) (Ratio of Absolute Temperatures)
cfm350 F
(cfmSTP) (460 F + (460 F +
(158) (810) 242
(530)
350 F) 70 F)
Example II
In many Circumstances, solvent evaporation rate is non-uniform due to the process temperature or the manner of solvent use,
A 6 ft diameter muller is used for mixing resin sand on a 10 minute cycle. Each batch consists of 400 pounds of sand, 19 pounds of resin and 8 pounds of ethyl alcohol. What ventilation rate is required?
For ethyl alcohol: LEL '" 3.28%; mol wt = 46.07; C '" 4; B:= 1
(387) (100) (C) cu ft per pound evaporated :::
Mol wt x LEL x B
(387) (100) (4) (46007) (3.28) (1)
1022
For 8 pounds of ethyl alcohol evaporated in 2 minutes: 8
cfm(STP) =: 2' x 1022 4088
To convert to operating conditions, 200 F
cfm(200 F) - (460 F + 200 F) = 5100 - (460 F + 70 F)
C
n
,. + TLV n
Another SOUIce of data is the National Board of Fire Underwriters' Pamphlet #86, "Standard for Class A Ovens and Furnaces". This contains a more complete list of solvents and their proper-ties. In addition it lists and describes a number of safeguards and interlocks which must always be considered in connection with fire dilution ventilation. See also Reference 81
Mixtures
In many cases the parent liquid for which dilution ventilation rates are being designed will consist of a mixture of solvents, The common procedure used in such instances is as follows.
Health Dilution Ventilation
When two or mor-e hazardous substances ar-e present, thei r combined effect, r-ather than that of either individually, should be given primary consideration" In the absence of information to the contI'ary, the effects of the different hazaI'ds should be considel>ed as additive .. That is, if the sum of the following fractions,
exceeds unity, then the threshold limit of the mixture should be considered as being exceeded. C indicates the observed atmospheric concentration and TLV the corresponding threshold limit.
Exceptions to the above rule may be made when there is good reason to believe that the chief effects of the different harmful substances ar-e not in fact additive but independent, as when purely local effects on different
2-6
INDUBTP.lAL VENT1LATION
organs oZ the bcdy are produced OJ the vartcus components of ths mixtura. In such cases, thz= thrsshol·1 limit
d' .".,.il, i~ T "'''' ..... ad n l-r ,,,, '" at least '" ".,"', ber of the sertes (_5_ or _l :LC) ;"-",17 has ~ ,',1, "
or In~ ..... y "'+.} e~_c._.,_'LI,c Ot __ ) ~Yn\,;;;n L ~-.-= on_ J...:. .. _m -- - L ..... 0;;;;_...::::.;:. 7' .... ,- - 7-1- s ..... L ,', ~t.~-..;:;_ + .... ~ .;:, la_D·.,..
_J..,11 _J..,12
exceeding unity.
Where two or more hazardous substances are present, the dilution ventilation should be therefore calculated in the absence of information to the contrary on the basts that the effect of the different hazards is additive .. The air quantity required to dilute each component of the mixture to the required safe concentration is calculated and the sum of the air quantities is used as the required dilution ventilation for the mixture ..
Where two or more hazardous substances are present and it is known that the effects of the different substances are not additive but act independently on the different organs of the body, the required dilution ventilation for each component of the mixture should be calculated and the highest cfm thus obtained used as the dilution venttlation rate.
Example III
A paint stripping operation is being performed; methylene chloride (dichlormethane) and methyl alcohol (methanol) are being released. Both of these have narcotic properties and the effects are considered additive" Air samples disclose concentrations of 300 ppm methylene chloride and 100 ppm methyl alcohol, USing the
equation given, the sum of the fractions (;~~ + ;~~ '" 1.1) is greater than unity and the TLV of the mixture is exceeded" The volume of air at standard temperature and pressure required for dilution of this mixture to the TLV would be as follows,
Assume that 2 pints of each is being released each hour. Select a UK" value of 4 for methylene chloride and a "K" value of 6 for methyl alcohol.
, , , 403 x 1.336 x 1 000 000 x 4 x 2 )
Dt lution rate for methylene chloride ::: 84"94 x '500 'x 60 '" 1700 cfm (STP
. , 403 x 0.792 x 1 000 000 x 6 x 2
Dilution rate for methyl alcohol = 32,04 x '200 IX 60 = 9950 dm (STP)
Dilution rate for the mixture = 1700 + 9950 '" 11,650 cfm
Fire Dilution Ventilation
There is a formula for determining the lower explosive limit of mixtures of gases which is usually correct but which frequently shows a marked discrepancy between calculated and observed values, particularly for mixtur as of solvent vapors, This formula is useful when its applicability to a particular mixture of solvent vapors can be demonstrated but it cannot be applied indiscriminately.
In such instances, it is common practice to regard the entire mixture as consisting of the components requiring the highest amount of dilution air per unit liquid volume and to calculate the required air quantity on
that basis, (This component would be the one with the highest value for (~{(J:~L) ),
~
!
~
II
~
il
il
il
m
II I,
Ii ~
\i
~
SECTION 3
VENTILATION FOR HEAT CONTROL
Ventilation for heat relief may include certain phases of air conditioning, the design details of which are outside the scope of this manual, Air conditioning is defined as the process of treating air so as to control Simultaneously its temperature, humidity, cleanliness and distribution to meet the requirements of the conditioned space. In most residenttal, office and commercial systems the requirements are comfort for the occupants. In many industrial situations, however, comfort conditions cannot be maintained and the function of ventilation and air conditioning, along with other control methods such as isolation, shielding and insulation is to prevent acute discomrort or actual physiological damage, SpecifiC installations may require cooling and/or dehumidification of supply air or the supply and exhaust of considerable quantities of untreated air The following gives some criteria fOI' evaluating hot conditions and suggests applicable methods of control. Although exposures to cold occur in many Industr-ies, control by heating and suitable clothing is usually attained easily and cold exposure will not be further mentioned.
PHYSIOLOGICAL PRINCIPLES
RespintOl'Y Requilements
The need tcr outside ail' for respiration, that is, to remove carbon dioxide produced by the body and provide oxygen, is self-evident In most situations, sufficient air for this purpose will enter by tnnltratton. Examples of some exceptions to this are the following:
L Sealed spaces such as vaults and under-ground shelters.
I , I I F I
veoruanon ReqlJli-ements
'A - Air required to provide necessary oxygen contant.
r - Air reqored to prevent CO2 concentrations from?"
I rIsing above 05 per cent.
C - Alf' required to remove objectionable body odors
I on sedenlalY adults. -
0- Data jf} curve C increased by 50 per cent (and -
projected) to allow fo/moderaie physical
1\ activity.
\
, "" -D
'\ :fire "
<, <, <,
....... I"-... <, i'-.
...... ......... i-
t-. -- ....
,./'8 - i"" - -
,-A 100 200 300 400 500 600 roo
AI;' Space in Cubic Feel per Person,
800
900 /000
Fig., 3-1 3-1
i_
3-2 ll'TDUSTR!AL VENTILATION
2 'I'anks, \,i&113, sewers , silos: fermentation vats, etc ., where oxygen [nay hays been displaced by organic decomposition products such as methane, hydrogen sulfide, carbon dioxide. In some other cases a toxic residual gas or vapor may be pr esent even though sufficient oxygen Ior respiration is available
3. Spaces when, special effort has been made to isolate the area from outside air (e.g, clean rooms), particularly when inert gases are used and the ventilating system is set for 100% recirculation of the clean air or in processes where an excess of inert gas is used ..
Other needs for fresh air ventilation in enclosed spaces are for odor removal and removal of tobacco smoke. In actual practice, oxygen requirements and carbon dioxide removal needs are met when odor and tobacco smoke are controlled. The values shown on Curve D represent current design standards. (For detailed information, see Reference 2.) However, the prime need for ventilation is to maintain heat balance in the body.
Heat Balance
Environmental conditions within a space must be consistent with the body's heat balance. The problem is physical, not chemical, and the main part of the body involved is the skin, not the lungs. The heat balance may be expressed as an equation: M '" ±. S + E ± R ± C
where M rate of metabolism
S rate of heat storage in the body
E rate of evaporative heat loss
R rate of radiative heat loss or gain
C rate of convective heat loss or gain
In this equation, M is a positive number; R and C may be either positive or negative, depending on whether the body is Iosmg or gaining heat by these methods. For example, ii the body is lostng heat by radiation to cold walls, R is positive. S is either positive, negative or zero to balance the equation.
The rate of metabolism and the rate of heat losses from the body vary with both environmental and organism factors as shown in Table 3-1. The standard rate of metabolism for sedentary adults is taken as 400 btu/hr. Under heavy exertion this may be increased to as much as 3000 or 4000 btu/hr. Metabolism is the rate at Which the body produces heat. In order to maintain thermal equilibrium, the body must lose heat at exactly this same rate"
TABLE 3-1. FACTORS INVOLVING HEAT BALANCE EQUATION
FACTOR ENVrnONMENT HUMAN
Metabolism (M) Little effect Activity
Weight
Surface Area
Age
Sex
Evaporation (E) Wet Bulb Temperature Ability to produce sweat
Dry Bulb Temperature Surface area
Velocity Clothing
Radiation (R) Temperature difference between bodies Surface area
Emissivity of surfaces Clothing
Convection (C) Dry Bulb Temperature Clothing
Velocity Mean body surface temp ..
Surface area The rate of evaporative heat loss is always 'Positive; that is, the body can only lose heat by this means. It cannot gain heat by evaporation. The radiative and convective heat loss or gain should need no explanation.
The storage factor S, which is needed to balance the equation is always small. The body cannot adapt itself to large storage effects of either warmth or cold. It is this storage effect, chiefly in the large muscle areas of the body, which produces the feeling of chill or uncomfortable warmth" Figure 3-2 shows these factors for a clothed subject at rest for varying dry bulb temperatures and constant relative humidity,
VENTILATION FOR HEAT CONTROL
600
Hea;' tsesee, Slof'cge, end Ti:mperofur;a Ra/ofions for Clothed Sl1bjeci
500
Metobolism
400
300
!-..
~200
~
~ 100 I:tl
-100
-200~----~----~----~----~----~------~~
50 60 J() eo 90 100
Dry Bulb Temperature, Oeg. F
Fig., 3-2
3-3
110
Adaptive Mechanism of the Body
The human body, by a very complex mechanism, can attain perfect adaptation to environmental conditions through a naH'OW range. When this is true the storage facto!' is zero and optimum comfort is attained. The chief adaptive mechanisms of the body are per-ipher-al blood Circulation, sweating and change in metabolism ..
In cold environments the skin surface has reduced blood circulation while in a warm environment the blood circulation to the skin is incr-eased. This increase in blood at the skin surface is at the expense of the internal organs and brain and, if excessive, can result in heat exhaustion.
Sweating increases sharply in warm environments, However, in order to have a cooling effect, the humidity must be low and/or the air velocity must be high since the cooling effect is due to the evaporation of the liquid content of the sweat. Profuse sweating depletes the body salt content of unacclimatized persons and extra
salt may be given when heavy work must be carried out under hot dry conditions,
The rate of metabolism is fairly constant in a temper-ate environment. There is an increase, however, in metabolism at low temperatures and at high temperatur-es. At elevated temperatures a sharp increase in metabolism denotes the beginning of the breakdown of the regulative process. See Figure 3-2.
Ac c limatiz ation
Acclimatization of personnel exposed to heat for extended periods of time is well demonstr-ated .. Over a period of two weeks or so, the capacity of the individual to withstand heat is considerably increased. The acclimatization starts with a decrease in heat production as the individual adjusts by using energy more efficiently and r-elaxing when the work situation permits. During the first few days an increase in sweating develops, The heat regulating mechanism apparently becomes more sensitive, enabling the individual to better react to rapidly changing environmental conditions. The blood volume is increased, as is the volume of extracellular fluid; at the same time there is a marked drop in pulse rate response. The concentration of salt in the sweat decreases to a point where it is virtually impossible for a chlor-ide deficit to be produced even by hard work in a hot dry environment.
Effective Temperature
Effective temperature (ET) is an index of relative comfort dater-mined by successive comparison of different combinations of temperature, humidity and air movement and gives the relative tmpresston of persons immediately upon entering a spac e. The numer-ical value of the ET for any given air condition is fixed by the
3-4
Il'lDDSTPJ.AL VENTILAT10;>T
90 I -'''~~T'~--'-~( ---
AIR iitlOVEi1tlENT os TURBULENCE 15 TO 25 FEET PER MINUTE
80r----+----~----~---+-----+---
so
60
70 DRY BULB
80 TE/WPERATURE F
90
100
Notes
L Effective Temperature (dashed) lines indicate sensation of warmth immediately after entering
conditioned space.
2.. Solid lines 3, 4, 5, and 6 indicate sensations experienced after three hour occupancy, 3. Both sets of curves apply to people at rest and normally clothed,
Fig. 3 -3. Comfort chart for still air. Cour·tesyof the American Society of Heating, Refrigeration and Air Conditioning Engineers.
VENTILATION FOR HEAT CONTROL
3-5
40
ee Fig. 3-4. Chart showing normal scale of effective temperature (applicable to persons at rest and normally clothed), Courtesy of the Amer-ican Society of Heating and Ventilation Engineers.. For application of this chart, see text.
3-6
INDUSTRiAL VENTILATION
At rest or doing light physical work in rooms heated by convection methods.
Fig 3-5. Effective Temperature. Basic scale of effective temperature applicable to men stripped to the waist. (Courtesy American Society of Heating and Ventilating Engineer a.) For application of this chart, see
texL
VEl'TTILATION FOR HEAT CONTROL
3-7
ternpez-atur e of slowly moving saturated ail' which gives a like immediate sensation of warmth 01' coolness 'The ET is determined by refer-ring measured dry bulb temperature, wet bulb temperature and air velocity to a chart.
For p€I'SOnS at rest or engaged in light activity, over per-iods of sever-al hours, it has been determined that the effect of humidity is much less than indicated by the effective temperature. Presently accepted criteria for comfort of normally clothed, sedentary Americans are shown on the revised ASHRAE comfort chart, Figure 3 -3, along with the effective temperature lines for' still (less than 25 fpm) air,
Effective temperatures are still valid criteria when sweating occurs and in the absence of a radiative heat load may be used to specify permissible thermal conditions. Figure 3-4 shows the effective temperature chart for' persons normally clothed, engaged in moderate activity and includes the effect of ail' velocity. To determine effective temperature from this chart, a line is drawn connecting dry bulb and wet bulb temperatures, The intersection of this line with the ail' velocity line determtnes the effective temperature.
Globe Temperature
Effective temperature does not consider the effect of radiant heat although radiation from hot surfaces is often a major heat load on the body. One measure of the radiation effect is the globe temper ature, The globe temper-ature is determined by means of a thermometer placed inside a six-Inch copper sphere, matte black inside and out (a copper toilet tank float stmtlar'ly treated may be substituted) The globe thermometer ordinarily requires 20 minutes to come to equilibrium" If the globe temperature is 20 F or more above the temperature determined in the same location by a shielded thermometer, then radiation shielding should be considered as it will reduce the heat load on an individual considerably mere than will additional ventilation. Globe temperatures may be used to determine effective temperature corrected for radiation as descr-ibed later.
Where air velocities are more than 200 fpm and/or when the radiation is such that opposite sides of the globe have very different surface temperatures, globe readings will be inconsistent and r-adiation on a person may be calculated from measur-ed surface temperatures and solid angles as described in Reference 70,
Effective Tempel'ature Conected for Radiation
Effective temperature for an environment involving radiant heat load may be determined by use of dry bulb, wet bulb and globe thermometer readtngs in the following manner:
L Determine the absolute humidity of the air by the use of wet bulb and dry bulb temperatures and psychrometric char-t (See Appendix).
2. Determine a pseudo wet bulb temperature represented by the absolute humidity and a dry bulb temperature the same as the globe thermometer reading"
3. Determine the effective temperature represented by the pseudo wet bulb reading and the globe thermometer reading by use of the effective temper-ature cha rt.
An example of these on a psychrometric chart is shown in Fig. 3-6.,
Pseudo wet 64F
\
\ \
Absolute humidity
T roe dry bulb ?OF
Globe temperature 95F
Fig .. 3-6
3-3
RTDUST?lAL YEI'TTILATION
Given: Dry bulb 'Net bulb
Globe temperature
70 F 55 F 95 F
Fi.nd: Absolute humidity Pseudo wet bulb
40 gr/Ib 64 F
To determine effective temperature, use the value 95 F for dry bulb temperature and 64 F for wet bulb.
Tolerance to Hot Atmospheres
Various laboratory and field studies have indicated the temperature and humidity limits for continuous work in hot industries shown in Table 3-2" The effective temperatures correspond approximately to those obtained from Figure 3-5 which is based on at-rest subjects stripped to the waist. Thus either Table 3-2 or Figure 3-5 may be used in determining effective temperatures for use with the effective temperature tolerance limits for various work conditions given in Table 3-2. The limitation of temperature and humidity to the perspiration threshold of 75 ET in cold weather is desirable in order to reduce excessive sweating and consequent chilling of workers during rest or in post work periods. In all cases where a Significant radiant heat load is involved, the effective temperature corrected for radiation should be used,
Where exposure to heat beyond the limits of Table 3-2 becomes necessary, short periods of work in the heat should be alternated with rest periods in a cooler environment. Thus while it is generally concluded that a wet-bulb temperature of 88 F to 90 F is the upper limit which men can endure for long periods, wetbulb temperatures of over 110 F can be tolerated for a few minutes. Figure 3-7 relates tolerance time to wet-bulb temperature at different humidities for subjects at rest, stripped to the waist, and Figure 3-8 presents the same data in terms of effective temperature. For higher rates of metabolism the tolerance would be greatly reduced" Thus an increase in metabolism of 2 1/2 times decreases the wet-bulb temperature of tolerance for one hour by 13 F.
60%
',_ - -30%
--15%
900~------~~----~------~------~
o 2 4
Hours
Fig .. 3-7,. Tolerance times for men at rest in still air of diverse wet-bulb temperatures and lour relative humidities, Times are averaged for the three or four men, nude to the waist, who sat Simultaneously through each test. The consistency of the results is represented by the fact that points of diverse humidities do not overlap, The temperature ceiling is reduced about 1 F for each 20% of relative humidity.
Humidify o 100% D. 60% o 30% (2) 15%
1100
9000~----~L------~2~----~------~4 Hours
Fig. 3-8. Tolerance times at diverse effective temperatures. Same data as in Figure 3-7, It is evident that the scale of effective temperatures makes the times identical regardless of humidities.
. __ .~ v _ ...........
"ifEI'iT1L .. 4.TTC1·j FOR HEAT -COrTTROL
3-9
CONTROL IIt!ETHODS
This manual will deal only with engineering methods for the control of abnor-mally hot atmospheres. However, an accepted industrial hygiene method other than actual control will Ii.rst be mentioned" This method is to limit the time-of exposure as well as the total number of employees exposed. If control cannot be achieved by other methods it may prove necessary to limit the time of exposure, with periods of rest or other work in cooter atmospheres, Baffles, shields or partitions may also be indicated to prevent unnecessary exposure of workers.
Ventilation
Exhaust ventilation may be used to remove excessive heat and/or humidity if a source of cooler' air is avatlahle, If it is possible to enclose the heat source, such as in the case of ovens or certain furnaces, a gravity or forced air stack may be all that is necessary to prevent excessive heat from entering the workroom, If a partial enclosure or local hood is indicated, control velocities as shown in Section 5 may be used to determine the volume of air to be exhausted.
In the case of many operations which do not lend themselves to local exhaust, general ventilation may be indicated. In order to arrive at the air volumes requtred it is necessary to estimate the summation of all sources of both sensible and latent heat, as well as to determine in advance the temperature rise or humidity
Table 3-2
High Environmental Dry and Wet-Bulb Temperatures* That Can Be Tolerated in Daily Work by Healthy, Acclimatized Men Wearing Warm Weather Clothing
Air Movement
Relative 15-25 fpm 100 fpm 300 fpm
Activity Humidity Dry Wet Dry Wet Dry Wet
% Bulb Bulb Bulb Bulb Bulb Bulb
Summer season 80 89 84 91 85 93 87
Light sedentary 60 94 82 96 84 98 85
activities 40 100 79 101 81 103 82
(85 ET) 20 109 75 110 75 110 75
5 119 69 118 69 117 68
Summer season 80 83 78 86 81 89 83
Heavy work 60 88 76 90 78 93 80
(80 ET) 40 93 73 95 75 97 76
20 100 69 101 70 102 70
5 107 64 107 64 106 63
Winter season 80 78 73 81 77 85 79
Light or heavy 60 81 71 85 74 88 76
work 40 86 68 89 70 91 72
(75 ET) 20 91 63 93 65 94 66
5 97 58 97 58 97 59 *( Including radiation effect)
rise which will be acceptable. The volume of air required fO!' sensible heat may be estimated from the following equation:
cfm = Total Btu/hI' sensible heat
1.08 x Temp. rise -- F
In order to use this equation it is necessary to fiI'st estimate the heat load. This will include sun load, people, lights and motors as well as other particular Sources of heat. Of these, sun load, lights and motors are aU completely sensible, The people heat load is part sensible and part latent. In the case of hot processes which give off both sensible and latent heat, it will be necessary to estimate the amounts or percentages of each.
In using the above equation for sensible heat, the temparature rise which will be permitted must be decided upon. Thus in a locality wher-e 90 F outside dry bulb may be expected, if it is desired that the inside temper-
Supply Air Velocity, fpm
~
~ ~
I
~ -r If
~ _.JI
D
"'·';1··
."
~ ~
":1'
err ,
I:i§ . .... ,
a ,I
3-10
INDUSTRIAL VENTILATION
atur e not exceed 100 F, or a 10 degre e r ise , a certain air volume will be necessary If an inside te mpe ratur '" of 95 F is required, the air volume will be doubled"
For' latent heat load, the procedur-e is similar although more difficult,. Ii the total amount of steam evaporated is known, the heat load may be estimated by multiplying the pounds of steam per hour by 1000. Then
elm = btu/hr latent heat
0,67 x Grains/lb difference
When the amount of water released is known, the following formula is used:
Pounds/hr water released as vapor
cfm '" 116,7 I
Grains pound difference x d
where d '" density of air in pounds/cu ft
The term "grains per pound difference" is taken from the psychrometric chart or tables and represents the difference in moisture content of the outside air and the conditions acceptable to the engineer destgning the exhaust system .. The air quantities calculated from the above two equations should not be added to arrive at the required air quantity, Rather, the higher quantity should be used, since both sensible and latent heat are absorbed simultaneously, Furthermore, in the majority of cases the sensible heat load far exceeds the latent heat load so that the design can be calculated only on the basis of sensible heat.
Velocity Cooling
If the air dry bulb or wet bulb temperatures are lower than 95 - 100 F, the worker may be cooled by COnvection or evaporation as shown by the Effective Temperature Charts, Fig. 3-4 and 3-5. When the dry bulb temperature is higher than 95 - 100 F, increased air velocity may add heat to the worker by convection; if the wet bulb temperature is high also, evaporative heat loss may not increase proportionately and the net result will be an increase in the workers' heat burden. Many designers consider that supply air temperature should not exceed 80 F for practical heat relief.
Current practice indicates that air velocities considerably higher than those shown in Fig. 3-4 and 3-5 can be used successfully for direct cooling of workers and the following may be used as guides. For best results provide directional control of the air supply (see Fig. 7-2) to accommodate daily and seasonal variations in heat exposure and supply air temperatures.
TABLE 3-3 ACCEPTABLE AIR MOTION AT THE WORKER
Continuous Exposure
50-75
Air conditioned space
Fixed work station, general ventilation or spot cooling: Sitting
Standing
75-125 100-200
Intermittent Exposure, Spot Cooling or Relief Stations
Light heat loads and activity Moderate heat loads and activity High heat loads and activity
1000-2000 2000-3000 3000-4000
Enclosures
In certain hot industries, such as in steel mills, it is unnecessary and impractical to attempt to control the heat from the process" If the operation is such that remote control is pcsaible, an air conditioned booth or cab can be utilized to keep the operators reasonably comfortable in an otherwise intolerable atmosphere,
Insulation
If the source of heat is a surface giving rise to convection, heat insulation at the surface will reduce this form of heat transfer. Insulation by itself, however, will not usually be sufficient if the temperature is very high or if the heat content is high
VENTILATION FOR HEAT CONTROL
3-11
Since radiation is a form of beat energy which needs no medium for its transfer, radiant heat cannot be controlled by any of the above means Painting OI' coating the surface of hot bedies "lith materials having low radiation emission char acter-isttcs is one method of r-educing radiation ..
TABLE 3-4 RELATIVE EFFICIENCIES OF C0Ml\10N SHIELDING MATERIALS
Surface of Shielding
Reflection of Radiant Heat Incident Upon Surface
Emission of Radiant Heat from Surface
Aluminum, bright Zinc, bright Aluminum, oxidized Zinc, oxidized
Aluminum paint, new clean Aluminum paint, dull, dirty Iron, sheet, smooth
Iron, sheet, oxidized
EI'ick
Lacquer, black Lacquer, white Asbestos board Lacquer, flat black
95 90 84 73 65 40 45 35 20 10 10
6 3
5 10 16 27 35 60 55 65 80 90 90 94 97
For materials such as molten masses of metal or glass which cannot be controlled dir-ectly, radiation shields are effective, These shields can consist of metal plates, screens, or other material interposed between the scurce of radiant heat and the worker's, Shielding reduces the radiant heat load by I'eflecting the major po rticu of the incident radiant heat away from the ope rater and by re-emitting to the operator only a por-tion of that radiant heat which has been absorbed. Additional ventilation will control the sensible heat load but will have only a minimal effect, if any, upon the radiant heat load.
P~'otective Suits fol' ShOlt Exposures
For br-ief €.."{posul'es to ver-y high temperatures, insulated aluminized suits and other protective clothing may be worn. These suits reduce the rate of heat gain by the body but provide no means of removing body heat; ther-efor-e, only short exposur-es may be tolerated
Respiratory Heat Exchangers
For brief exposures to air of good quality but high temperature, a heat €.."{changer on a half-mask respirator Iacepiece is available, This device will bring air into the resptratcry passages at a tolerable ternperatur e
but will not remove contaminants nor furnish oxygen in poor atmospheres.
Refrigerated Suits
Wher e individuals must move about, cold air may be blown into a suit or hood worn as a portable enclosure.
The usual refrigeration methods may be used with insulated tubing to the suit. It may be difficult, however', to deliver' air at a sufficiently low temperature, If compressed air is available, cold air may be delivered Irom a vortex tube worn on the suit (75), SUits of this type ale commercially available"
Section 4
HOOD DESIGN DATA
Introduction
Proper design of exhaust hoods is necessary if a local exhaust system is to effectively control atmospheric contamination at its source with a minimum air flow and power consumption, The theory of capture velocity depends on the creation of air flow past the source of contaminant sufficient to remove the highly contaminated air around the source or issuing from that source and to draw the air into an exhaust hood.
It can be shown that dust particles in the small micron sizes, even if impelled at extremely high original velocities, travel a very short distance in air--a matter of a few inches at the most (References 7, 16). Thus the fine dust particles of health significance follow the air currents and are often referred to as "air -borne dust» The same cons Iderations apply to mists and fumes. Vapors and gases, of course, mix intimately with air and follow the air currents,
Larger dust particles r-eleased at high velocities (example, the lar-ger particles from grinding) do have an appreciable trajector-y or "thr-ow" in air. These larger particles cannot be captured unless directed into the hood. Scattering can also be prevented by properly placed barriers. It is desirable to collect this dust as well as the truly air-borne dust and thus utilize the exhaust ventilation to improve the housekeeping and maintenance situation in the plant
Principles of Hood Design
Basically, hood design requires sufficient knowledge of a process or operation so the most effective hood or- enclosure can be installed to provide minimum exhaust volumes for effective contaminant control. The mere complete the enclosure; the more economical and effective the installation will be, Many designers develop their hoods by mentally enclosing the operation completely, from there providing access and working openings as indicated. From this complete enclosure concept, familiar hood shapes like booths, side or down-draft hoods with or without Side shields are developed. AU openings are kept to a minimum and located away from the natural path of the contaminant travel wherever possible. Inspection and maintenance openings are provided with doors whenever practicable.
Local hoods that do not enclose or confine the contaminant are recommended only as a last resort because exhaust volumes are large and control can be so easily upset by cross drafts in the area.
Canopy hoods are effective for the control of hot processes and for those operations which release sudden surges of hot gases and vapors. Canopies should not be used where men must work directly over the operation as in the case of plating tanks and cementing tables since the flow of air passes the worker's breathing zone and can increase his exposure to toxic materials.
Exhaust duct takeoffs will be located, when posstble , to be in the line of normal contaminant travel and will be arranged So desired distribution of exhaust air How is attained. In the case of large shallow hoods, the air movement tends to concentrate in front of the duct opening. Satisfactory air distribution can be attained by using multiple takeoffs or by installing interior baffles or filter banks.
Effects of Flanging
Wherever poss ible , flanges should be provided to eliminate air flow from ineffective zones where no contaminant exists. lncreastng the hood effectiveness in this manner will usually reduce air requirements by 25% (See Figures 4-2, 4-3 and 4-4,) For most applications the flange width can be equal to the hood diameter or side but need not exceed 6 in.
It is only after the hood design has been determined that exhaust volume requirements can be calculated.
With enclosure s; volumes are calculated from the known open area of the hood and the selection of the capture or indraft velocity suffic ient to prevent outward escapement. Where enclosure of the process is impracticable, air flow pattern in front of the hood must be such that selected capture velocities will be maintained in
the area of generation, conveying the contaminant to the hood opening.
4-1
i
"~ I
r
I
I
I
~
,
- .1
r
I I
~
lid 1--
-I:;
I :&.
\ :1..
,r-
1
1,..
I I
It
I
4-2
TI'lTIUSTRIF_L VENTiLATION
Slot velocity
Plenum velocity
Face -_..L velocity
sourcek Capture ve/o~
Capture Va/ad!,y - Air velocity at any point in front of the hood or at the hood opening necessary to overcome opposing air currents and to capture the contaminated 0;" at that potnt by causing if to flow info the hood
Face Velocity - Air velocity at the hood opening.
Slot Velocity - Air vetocity through the openings in a slot-type hood] tpm. It IS used primarily as a means of obtaining uniform air distribution across the face of the hood
Plenum Velocity- Air velocity in the plenum, fpm. For good air distribution with slot -types of hoods I the maximum plenum vetocity should be //2 of the Slot Velocity or less.
Duct Velocity - Air velocity through the duct cross section, fpm. When solid moreno! is present in the air stream, the duct vetociiy must be equal to the minimum Transport Velocity.
Transport (Conveying) vetodty - Minimum air vetocay required to move the particulates in the oir stream, fpm.
AMER~CAN CONfERENCE or GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF EXHAUST HOODS
Fig. 4-/
DATE
/-66
HOOD DESIGN DATA
4-3
Plain Openings
Air will move in all di re cttons towar-d openings under suction. By definition, flow contours are lines of equal velocity in front of a hood. Similarly, streamlines are lines perpendicular to velocity contours. (The tangent to a streamline at any point indicates the direction of air flow at that potnt.) Figure 4-2 illustrates air flow in front of a circular opening.
The equation of flow before free hanging hoods (Refer-ence 9) for round hoods, and rectangular hoods whic h are essentially square, is:
v
Q
lOX2 + A
Where:
V Centerline velocity at X distance from hood, fpm
X Distance outward along axis in ft.. (Note: equation is accurate only for limited dis-
tance of X, where X is within 1-1/2 D) Q ::: Air' flow, cfm.
A '" Area of hood opening in square feeL
D '" Diameter of round hoods Or' side of essentially square hoods.
As can be seen from this equation and from Figure 4-2, ther-e is a rapid velocity decrease with increasing distances from the hood, varying almost Inver-sely with the square of the distance ..
Where distances of X are greater than 1-1/2D, the veIoctty decreases less rapidly with distance than the above equation indicates (See References 38 and 54) ..
o 50
% 01 diomefer
/00
- -
....... b-,_
<, <, I\.
"
<, ~ V r\
- ,'" '\ V ~ \ ..;
.,...
:\ \ lY V \
I -' - - H \ L.\
\ ~ ~ ,~ ~r-- ~
I .. ~ I~
\ Q 10 I-- :-- 1:'- "
r-
) '.., - ~ N U
J
I ~ / II- r-, 1
- / ~ ~ /
/
,/ y t-, V
V V Y ...
L -:
- r-- I
'> V r-.. ...........
V i'x - IL_ <,
r-... r--./
, r-J r-, 'v \
II r ,./ K" \ 1\
\
( 1.-''''''' \ ~ .......
L--
\ I~ ~I- -~ ~r ~
~
0 ~ i() ti'i ....
,_ - I
-i: j / -., 'rf-.., -J
\ v ........ v; / /
t.: V /f"-..... rJ
" !7- ~ .... ,/ /v
-
J' r-, - /'
\ o
50
% 01 diameter
100
Fig, 4-3
Velocity contours (expressed in percentage of opening velocity) and streamltnes for Circular openings"
The preceeding for-mula applies to air flow conditions in front of freely suspended plain openings. Figure 4-4 illustrates other hood types and gives the ail' volume formulae which apply.
4-4
TIiDUSTRIAL VE"i'iTILA1'10N
HOOD TYPE
FLANGED SLOT 0.2 or less Q=2.BLVX
(Reference 38)
PLAIN OPENING 0.2 or greater 0= V(IOX2+A)
and round
A=WL (sq. ru (Reference 9)
FLANGED OPENING 02 or greater Q =0. 75V(!OX 2rA)
and round
(Reference 9J DESCRIPTION
SLOT
ASPECT RATIO~ f
.~_'------------~
Ah9 VOLUhlE
0.2 or less
Q= 37 LVX
BOOTH
CANOPY
(Reference 38)
Capture Velocities
Capture velocity is the velocity at any point in front of the hood necessary to overcome opposing air currents and to capture the contaminated air by causing it to flow into the exhaust hood.
Exceptionally high volume hoods (example, large side -dr aft shakeout) require less air volume than would be indicated by the capture velocity values recommended for small hoods. This phenomenon is ascribed to:
L The presence of a large air mass moving into the hood.
2. The fact that the contaminant is under the influence of the hood for a much longer time than is the case
with small hoods.
3. The fact that the large air volume affords considerable dilution as described above.
Table 4-1 offers capture velocity data. Additional information is found in Section 5, Table 5-9-2.
To suit work
0= VA = VWH
To sud work
Q=l4PDV
See VS-903
P = perimeter of work D:: height above work
Fig. 4-4
HOOD DESIGN DATA
TABLE 4-1
RANGE OF CAPTURE VELOCITIES (7,24)
Condition of Dispersion of Contaminant
Examples
Capture Velocity, fpm
!Released with practically no Evaporation from tanks; degr-eas.ing , 50-100
velocity into quiet air. etc. O,L-i';'U,I--J$
Released at low velocity into Spray booths; intermittent container' 100-200
moderately still ail' 0 filling; low speed conveyor transfers; (_J,:;- -: J :J,i~ S
welding; plating; pickling
Active generation into zone of Spray painting in shallow booths; 200-500
rapid air motion barr-el filling; conveyor loading; ,~ ~ Z, r "'-~
crushers
Released at high initial velocity Grinding; abrasive blasting, tumbling 500-2000
into zone of very rapid air motion. Q,) ~ ~(}) \M,/~ Hood Design Procedure
Effective contr-ol of a contaminant producing process is brought about by first eliminating or minimizing all air motion about the process and then capturing the contaminated air by causing it to flow into the exhaust hood, Flow toward the suction opening must be sufficiently high to maintain the necessary capture velocity and to overcome oppostng air curr-ents,
Elimination of sources of air motion as a first step in hood design is an important factor in cutting down
the required air volume and the corresponding power consumption" Important sources of air motion are:
L Thermal ail' curr-ents, especially hom hot processes or' heat-generating operations, 2, Motion of machinery, as by a grinding wheel, belt conveyor, etc,
3, Material motion, as in dumping or container filling.
4, Movements of the operator,
5. Room air currents (which rue usually taken at 50 fpm minimum and may be much higher).
6. Spot cooling and heating equipment.
The shape of the hood, its size, location and rate of air flow are important design considerations,
The hood should enclose the operation as much as possible. If enclosure is not practicable, the hood should be located as close as possible to the source and shaped to control the area of contamination.
Flanges should be used whenever possible to eliminate exhausting air Ir-orn ineffective areas (see page 4-1) and also to decrease the hood entry loss.
Hood Entry Coefficient and Static Pressure
If by creating suction air enter's an opening, a typical flow patter-n results as shown in Figure 4 -2.. Maximum convergence of the air stream OCCU!'S at a short distance downstream at the plane of the vena contracta where the diameter' of the jet Is smaller than the diameter of the duct.
The formation of the vena contr acta is accompanied by a conversion of static pI essure to velocity pressure and from velocity pressure back to static pressure. A loss of about 2% in static pressure results from the conversion of static to velocity preasur e and a much greater loss in static pressur e r-esults from the conversion of velocity pressur-e at the vena contr ac ta to static pressure as the air fills the duct. The area of the
air str-eam at the vena contracta will vary with the shape of the hood 01' duct opening and for most hood shapes will lange from 7fJfo to 100% of the duct area,
4-3
D:fDUSTR.L.i;.L "\i"ENTlLATIQN
I
I:
I
>
Fig. 4-5. Air flow at the vena contr acta.
lib I It
!
The losses due to pressure conversion result in a decreased rate of flow as indicated by the coefficient of entry, Ceo The coefficient of entry is defined as the actual rate of flow caused by a given static pressure compared to the theoretical flow which would result if the static pressure could be converted to velocity pressure with 100% efficiency. It is the ratio of actual to theoretical flow. Figure 4-8 provides Ce values for many hood types.
Coefficient of entry Ce represents the percentage of flow that will occur into a give,~d based on the SP B.==
developed in the branch. CFM for any hood can be written either in the usual (4005 A r VP) or as ~
(4005 A Ce vsPh)
Q ;;; 4005 A yVP :: 4005 A c, YsPh
Ce;~
h
Hood entry loss he is another convenient means of determining air flow through a hood and can be defined as representing the loss in pressure caused by air flowing into a duct
SPh at hood « VP in the duct + he.
Relationship between Ce and he can be derived as follows:
ce=fst.
h
Substitute: SPh
Ce =VVPV~ he
C 2 VP
e " VP + he
,~ ~
:~
,8b .~
I~.i
'~
E'C'OD DESXG'iL·i DA:TA
4-7
GIVEN
TO FIND
It is, therefore, destrable to minimize the air stream contraction which occurs at the vena contracta zone by suitable hood design. Figure 4 -8 illustrates the effect of hood design on the entry coefficient and on the entry loss in terms of velocity head in the connecting duct, the latter being another way of expressing hood entry loss.
Considering the gr-inding wheel hood shown in Figure 4 -8, some typical calculations are as follows:
Example Problem I
Ce '" 0.78
SPh", 2,50 inches water
Duct Diameter'" 5 inches Duct Area:; 0.136 square feet
a. Air Volume b, Duct Velocity
C. Per Cent Loss in Velocity Head a. Q :: 4005 Ce A ~ :: 4005 x 0.78
h
x 0.136 V2.50 '" 672 crm
Q 672
b. V = Ii. = 0.136 :: 4950 fpm
v 2 49502
c. VP = (4005) = (400~ = L 52
SPh = VP + he
he = SPh - VP = 2.50 - 1,52 :: 0.98
F = ~:;~ "0.645
0/. Loss > F x 100 '" 0.645 x 100 = 64,5%
where SPh" static pressure, inches water VP = velocity pressure, inches water he :; hood entry loss, inches water
F = hood entr-y loss facto r
As a ventilation standard, static pressure alone without refer-ence to, the duct diameter is meaningless.
Decreasing the branch duct size results in higher velocity, greater r-eaistance and a lowered rate of flow although the static pressure value is increased, The ventilation partor-mance of hoods should be based pi-imar lly on air volumes handled.
Calculation of Static Pressure Losses in Exhaust Hoods
Simple Hoods: Plain duct openings, flanged duct openings, canopies and similar hoods have only one significant energy loss, at the point where the air enter's the duct. At this location a pronounced vena contracta is formed and an energy loss occurs first in the conversion of static pr-essur-e to velocity pressure. As the air passes through the vena contracta, the flow area enlarges to fill the duct and velocity pressure converts to static pressure, again with Some energy loss. The more pronounced the vena contracta, the greater will be the energy loss and hood static pressure. The hood entr-y loss (he) can be expressed ther-efor-e in terms of a single factor (F) which, when multiplied by the duct velocity pressure (VP), will give the entry loss (he) in inches of water.
Example Problem II
In a simple hood (Figure 4-6) the hood static pressure is equal to the velocity pressure in the duct plus the hood entr-y loss, (See page 1-3, "Acceleration of Air and Hood Entrance Lossesv.) The velocity pressure represents the pressure necessary to accelerate the air from rest to the duct velocity; the hood entry loss represents the energy necessary to overcome the loss as the air enters the duct. This may be expressed as:
SPh = hed + VPd
when face velocity is less than 1000 fpm (when face velocity is higher than 1000 fpm, the hood should be treated as a compound hood. See fcllowtng.) ..
Where: hed'" entry loss of transrtion (See Figure 6-10) VPd '" Duct Ve loc ity Pressure
4-8
TI'iDDSTRLt\L Vl);!.'ITILATTON
.. D._ typical calculation is a3 folloyv:S:
Given;
Face Velocity ee
___s__ '" 2 50 rpm. Af
ace
~ '" 2000 tpm duct
Duct Velocity =
VPd = 0,25"
F 0.25 VPd
SPh hed + VPd
Slot loss Slot velocjry
Open face of hood
Fig. 4-6
Fig. 4-7
Compound Hoods: Other types of hoods have two or more points of significant energy loss and must be considered in greater detail. Common examples are hoods having double entry losses: slot type hoods and multiple opening, lateral draft hoods commonly used on plating, paint dipping and degreasing tanks and foundry side draft shakeout ventilation.
Figure 4-7 illustrates a double entry loss hood; this is a Single slot hood with a plenum and a transition from the plenum to the duct, The purpose of the plenum is to give uniform velocity across the slot opening. Air enters the slot, in this case a sharp-edged orifice, and loses energy due to the vena contracta at this point, The air then continues through the plenum where the greater portion of the slot velocity is retained because the air stream projects itself across the plenum in a manner Similar to the "blowing" supply stream shown in Figure 1-6. (The retention of velocity in the plenum is characteristic of most local exhaust hoods because of the short plenum length. In the case of very large hoods or exhausted sealed rooms, however, the velocity loss must be taken into account.) The air then converges into the duct through the transition where the second significant energy loss occurs"
Example Problem ill
In Figure 4-7 the air enters the slot, a slot entry loss occurs and the air is accelerated to the slot velocity.
It then crosses the plenum and enters the duct through the hood transition where another entry loss occurs and the air is accelerated further from its initial velocity in the slot to the higher duct velocity. In most cases, the slot velocity is equal to or lower than the duct velocity; in aU cases, however, the air must be accelerated to the higher velocity.
The hood static pressure for a double entry hood can be expressed as the equation;
SPh '" h + VP + h d + VPd - VP
es s e s
thus:
(1) SPh '" hes + hed + VPd when duct velocity is greater than slot velocity
(2) SPh '" h + h d + VP when slot velocity is greater than duct velocity
es e s
'" entry loss through slot (See Figure 6-10)
where: h es
VP '" slot velocity pressure
s
hed = entry loss of transition (See
VP d '" duct velocity pressure
Figure 6-10)
,1
il
:Ii
:1
:1
.~ !~
HOOD DESIGN DATA
Some typical calculations, using GEquation 1", are as follows:
Plating Hood
Slot veloctty > A Q = 2000 fpm
slot
Foundry Shakeout Hoed
Slot velocrty= 1000 Ipm
VP '" 0.25" s
F, stot > 1.78 VP s
Duct velocity = A Q 2000 fpm
slot
VP s '" 0.07"
F, slot = 1.78 VP s
Duct veloctty > 3500 fpm
VPd '" 0,25"
F, transition = 0.25 VPd
VPd '" 0.76"
F, trans ition :::: 0,.25 VP d h +hd+VPd
es e
Substituting given values:
SPh'" 178 VPs + 0.25 VPd + VPd
(L78xO.25) + (0,25xO.25) + 0.25 SPh'" (L78xO.07) + (O,25x076) + 0 .. 76
SPh = 1.0746" = 1.07"
The use of "Equation 2" is tllustrated in the case of a hood where:
Slot velocity = 4000 fpm Duct velocity:::: 2000 fpm
VP 1 00"
s
VP = 025" d .
SPh h + h + VP *
es ed s
(1.78 x 100") + (025xO.25") + LOO"
SPh 2,8425" = 2.84"
* In an actual instaflatton there may be some regain of the higher vP as the air passes through the hood.. It is not possible to predict this, however, and it is better to assume that the energy requirement is as shown.
Certain hoods may be constructed with internal baffles and/or slots and can have mor-e than two significant energy losses. In such cases, a simple step-by-step calculation of all losses will result in an accurate determination of SPh,
Ventilation of Radioactive and High Toxicity Opel'ations
Ventilation of radioactive and high toxicity processes requires a knowledge of the hazards, the use of proven control methods and adequate maintenance, including monitor-ing. While the degr-ee of air or gas cleanliness r-equired will vary with the operation, in most cases the order of cleaning before discharge to atmospher-e will be considerably beyond the more usual industrial clean air standards.
The chemical laboratory exhaust hood (VS-203) Illust ratas typical design crtte rton. The influence of eddy currents from air supply systems, the care in sizing and locating exhaust connections, the study of air flow patterns within the hood and the cleaning of exhaust gases are much more involved than the rule of thumb design efforts for usual laboratory hoods where dilution ventilation gr-eatly contributes to satisfactory control. The same care is mandatory for ail' supply and exhaust systems and the selection of ail' cleaning equipment. AiI' cleaning of supply air is normally of a high order of effici ency and the exhaust air cleaning is often a combination of high-efficiency collectors or' filters backed up by absolute or ultra high-efficiency designs.
Exposure of service personnel and contamination hazards from servicing or replacing collector or filter elements justify the expensive equipment so often encountered, Wet dust collector designs in place of inexpensive air filters may store material more safely and may make contamination of an area less liltely, Reverse jet fabric arresters will often be used in place of less expensive conventional fabriC because there are fewer feet of air seals to leak and fewer elements to be replaced. Scalping or pr efiltera installed in series with absolute filters will reduce r-eplacement cycle, reduce handling, waste disposal and possible contamination problems.
4-9
4-10
ItIT),UST?J...~L VJI:l'ITILATIO:tT
The follo';.;tng gomelal rules should be 1012ow",0 in the des ign of heeds for r adtoacttv s and high toxic try rriaceriais:
L Operations in which radioactive materials are handled should be enclosed as much as possible to prevent contaminating large air volumes. (The use of glove boxes minimizes air volumes and simplifies air-treatment problems.)
2. High velocities and cross-drafts should be avoided because they may increase contamination and dust loading many fold,
3 The volume of air withdrawn from the hood must be greater than the volume of contaminated gases, fumes or dusts created in the hood"
4" If possible, the operations requiring large amounts of wet digestion and volatilized acid or solvent treatment should be confined to one group of hoods and the handling of dry material in others"
5, Whenever possible, radioactive aerosols should be removed by filtration as close to the hood as practical to prevent unnecessary contamination of equipment and ductwork.
6. The value or accountability of the material may require a design so that even the smallest chips and turnings can be reclaimed"
7" An adequate supply of coolant inside the hood may be necessary, depending on the pyroforic nature of the contaminant.
S, Accessibility for decontamination of the hood and duct system must be made as easy as possible and quite frequently stainless steel is used for the metal parts of the hood for this reason"
9, The fan should be located so ductwork within the building is under a negative pressure,
Normally, for laboratory type hoods, an average face velocity of 125-200 fpm and a minimum face velocity of 100 fpm would be necessary to insure that no contaminant would escape into the room. In addition, face velocities of laboratory hoods with adjustable fronts should be controlled within reasonable limits in order to reduce the disturbances of air-borne materials within the hood, This velocity control can be accomplished by either proportional bypass (constant volume) or controlled face velocity (variable volume), Hoods with high heat loads should have a major portion of the air exhausted through the slot at the top.
In the laboratory handling of high alpha or beta emitters, enclosed glove boxes should be used. With the necessary tight construction, an exhaust volume of from 35 to 50 ctm is usually sufficient for these enclosures. The air locks needed With these hoods should be exhausted if they open directly to the room"
Adequate quantities of makeup air must be furnished by mechanical supply systems and intelligently dis ~ tr ibuted with relation to exhaust paints. Supply air distribution must be arranged to provide general air flow from clean areas toward more contaminated areas, Filtration of supply air is necessary to reduce air-borne dust concentrations, thus prolonging the life of ultrabigh efficiency exhaust Iilter s ,
The use of prefilters in laboratory type hoods for radioactive materials prevents contamination of the exhaust piping. A gauge should be installed indicating pressure drop across the filter, so that the filter Will be replaced when pressure drop exceeds design value. Filtration of room supply air will prolong the life of ultra high efficiency hood exhaust filters.
Where there is a possibility of spontaneous or continuous release of toxic materials, or where several hoods are connected to a Single exhaust system the exhaust fan should be operated continuously. Standby fan capacity should be available for breakdowns.
,;1
HOOD DESIGN DATA
4-11
HOOD TYPE
0.49 VP
DESCRIPTION
COEFFICIENT OF ENTRY LOSS
ENTRY, ce
PLAIN OPENING
0.72
093VP
p~ BELL MOUTH 0.98 Q04VP
INLET
I
~ t ['
~\
~ ORIFICE See Fig,6-/0
~-
STRAIGHT TAKE-OFF
€k- 0.78 I O,65VP
TYPICAL GRINDING
HOOD TAPERED TAKE -OFF
0.85 Q40VP
Fig, 4-8 FLANGED OPENING
Q82
TAPER or CONE HOOD
Varies with angle of toper or cone.
See Fig, 6-/0
4-12
I
1
I
Paint dip
Paint dip
-- I
Good
Bad
LOCATION
Solvent vapors in health hazard concentrations are not appreciably heavier than air Exhaust from the floor usually gives fire protection only.
Example; Density of air I. 0
Density of 100% amyl acetate vapor 4,49
Density lowest explosive mixture 1,038
Density T.L.I/. mixture 1,0003
1,000 cfm needed
Source ~
o ~-
~X-1
4,000 cfm needed
Source ~
o ~)-
~2X-1 #'
Good
Bad
LOCATION Place hood os close to the source of contaml.'rtant 0$ possible. The required
volume varies with the square of the
distance from the source
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF EXHAUST HOODS
DATE
1-64
Fig,4-9
-Iii ~
4-13
I /"
,
Bell
Hopper
Good
ENCLOSE
Enclose the operation as much as possible. The more complelely enclosed the source, the less air required for control.
t
Sial
tit
Plating tonk
Plating lank
Good Bod
DIRECTION OF AIR FL OW
t.ocote the hood so the contaminant IS removed away trom the brealhing zone of the worker
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF EXHAUST HOODS
Fig. 4"'/0
DATE
1-64
4-14
INDUSTRIAL VENTILATION
Grinding wheel ----...
1 J I
(
'- /
--_./
Good
Bod
LOCATION
Locate and shape the hood so !he original veloc/~y of the contaminant wIll throw It into the hood opening"
50 -100 {pm capture velocity (or c{m/sq, fl. tonk
r"\-- surface l
-~---.-iJ
Plating tonk
2000 fpm slot =:
Plating tonk
Good basis
Poor basis
CAPTURE VELOCITY OR PROPER VOLUME
Create air flow past the source sufficient to capture the cootomtnonr (see fables I Many arbITrary standards l'r?clude this; others do not. Proper standards ore usuolly on:
fpm copture basis of source, cfm per sq. fl. of source basis,
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF EXHAUST HOODS
DATE
/-64
Fig. 4,·//
i i
HeOL· DESIG!'-f DAJ:'_~
InSIde radius more important than oats/de:
4.-15
-
510! velocity 2000 fpm =:'>:
OJ
Max. plenum
clOcity = 1/2 .sIal velocity
lEI/min -- ------- ----
Section Slope for draining is desirable
Slope does not aid in distribution
DISTRIBUTION BY SLOT RESISTANCE
:=r
1/
I' '\
Tank
Tank
Tank
DISTRIBUTION BY FISH TAIL,
tl - : : @
r 0 _ Tolol cfm in man/fold
- 500 x L DISTRIBUTION
BY SPLITTER VANES
With low plenum velocities and high stot velocities, good distribution is obtained If this design is not posstbte, splitter vanes should be used. Slots over 10 feet to 12 feet in length usually need multiple take-ofls.
r---~----------------------------------B
AMIERICAN CONFERENCE OF
GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF MANIFOLD DESIGN
DATE
/- 70
Fig. 4-12
4-15
INDUSTRIAL VENTILATION
,-
DISTRIBUTION BY BAFFLES See Fig. 4 -16
LONG BOOTHS - DISTRIBUTION BY MULTIPLE TAKE -OFFS and TAPERS BOOTH-TYPE HOODS
( Same principle apply to canopy type)
DISTRIBUTION BY SPLITTER VANES
DISTRIBUTION BY TA PER
DISTRIBUTION BY SLOT (or baffles)
SIDE-DRAFT a SUSPENDED HOODS
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF MANIFOLD DESIGN
/-64
Fig. 4-/3
DATE
4-17
material.
Q::: (JOX2+A)V Refer to Section 4
Lorge hood, X small-- measure X perpendicular to hood face, not less than EX from hood edge.
=>:
~ sr
Need not exceed 6 ___:t._
HOOD WITH WIDE FLANGE 0=075 {/OX2+A)V SUSPENDED HOODS
(Small side-draft hoods)
HOOD ON BENCH OR FLOOR Q:::0.75(10X2fA)V
Q::: Required exhaust volume, cfm
X = DJstance from hood face to farthest point of contaminant release, feel. A::: Hood face areo,sq ft
v::: Capture velocity, tpm, at distance X
Note' Air votome must increase as the square of aistonce of the source from the hood Baffling by flanging or by placing on bench, floor, ect has a beneficial effect
¢:::====:::::::J~
~D-T
CANOPY HOOD
Q= IA PDV(P=perimeter ortank, feel}
Not recommeded if material is toxic and workers must bend over source. V ranges from 50 to 500 fpm depending on crossdratts. Side curtains on two or three sides to create a semi- booth or booth are desirable. Suitable for steam vapor or other innocuous
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
HOOD DESIGN DATA
DATE
/-66
4-18
INDUSTRIAL VENTIL~ TIOrT
$ G
;~ :-
,
'BC -
,
I
~ -
E
I
I
,~
!
~
I
~
I
.8F:\
I~
FREELY SUSPENDED SLOT Q::3.7LVX
Source
Q= Required exhaust volume, cfm X=Distance, feet. hood face to forthest point of source (usually on centerline of hood)
V=Copture velocity, fpm, at distance X ?rLength,feet, of hood, slot, table. lank,etc w= Width, feel, of toble, lank, etc
SLOT ON TABLE OR BENCH O=2BLVX
Manifold forms effective flange
r-W
Tank
Tank
FLANGED SLOT Q=CLW
Flange
r-W --J fo--W--l
t--"-{] [}--{]
~~
SLOT ON TANK Q=CLW
One - half Q in each slot if slots on both sides
r-w
FLANGED SLOT Q=CLW
..... -----"-
,- ........ -----~---
L= Length of stot, feet AMERICAN CONFERENCE Of
W= Width of tabte or tonk; feet GOVERNMENTAL INDUSTRiAL HYGIENISTS
C = Constant, varies from 50 to 500'l-_~ _
usual choice is /50 to 250.
Flanged slots require lowest exhaust See Section 5
HOOD DESIGN DATA
/-66
Fig. 4-/5
DATE
HOOD DESIGN DATA
4-19
Angle baffle
if desired ~
<----Source far fram grille
Source close to grille
Q=VA
Similar 10 booth
Similar to suspended hood
DOWNDRAFT
HOODS
Not recommended for hot or heat -producing operations if downdraft area is/orge, see "Capture Veloelfy" in this Section
18~
I
Baffle line -----' BOOTH - TYPE HOODS
O=AV (A = face area sa tt., v=tace vetocity.tpml.
Baffles are optional hI' air distribution,' not required if a water wall booth or if other
means for distribution is provided
S varies from 4 inches to 8 inches, depending on size of booth. T varies from 6 inches to 12 inches 1 depending on size of booth Increase the number of ponels with size of booth
FOI booths 3 feet by 3 feet ond smaller, provide one panel 6 inches larger than fon diameter.
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
HOOD DESIGN DATA
DATE
/-64
4-20
INDUSTHIAL VEJ'.TTILATION
;r=======================================================================~ :
i
No major obstructions rI7\\
InpothOfjet.~ W f~
-f----:T
_ --r (J2
0, _ - /0" I H
~- -- -- -_ -- __j_ - j_j_
Pressure slot
W exhaust hood
~----------o------------~~
PUSH PULL HOODS
Exhaust Hood
Quantity of air exhausted,
02 :: 100 to 150 cfm /sq, ft. of tonk area, depending on temp~ erature of liquid, cross drafts, agitation, etc,
Hood height should be I H::O x tan. 10 C)"
~ 0.180
Pressure Slot Ouantity of air supplied,
0/: 0 ~E x 02
where,'O ::: length of throw, feet E z: entrainment factor
Entrainment
tactor, E
2.0 1.4
1.0
0.7
Throw
length, D,feet
0-8
B -/6
16 -24 over 24
Slot width W should be designed for a velocity of /000 to 2000 fpm
Oesign such systems so they can be easily modified or adjusted to obtain desired results.
r--------------------------------------
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
HOOD DESIGN DATA
i
~
Section 5
SPECIFIC OPERATIONS
The following illustrations of hoods fOI' specific oparattons are intended as guides for design purposes and apply to usual or typical operations, In most cases they are taken from designs used tn actual installations of successful local exhaust ventilation systems, All conditions of operation cannot be categorized and because of special conditions, t.e. cross drafts, motion, differences in temperature or use of other means of contaminant suppr-esston, modifications may be in Older.
Unless it is specifically stated, the design data are not to be applied indiscriminately to matertals of high toxicity, i.e., beryllium and radioactive materials" Thus the designer may require higher or lower air volumes or velocities or other modifications because of the peculiar ittes of the process in order to adequately control the air contaminant.
Index to Prints
Gr'oup Operation Pr-int No. Page No.
L Foundry Abrasive Blasting VS-IOl 5-4
COI'e Grinder VS-102 5-5
Melting FUrnace
Crucible, Non-Tilt VS-I03 5-6
Electric Rock:ing VS-104 5-7
Electric, Top Electrode VS-I05 5-8
Tilting VS-106 5-9
Mixer and Muller Hood VS-107 5-10
Mixer and Muller Ventilation VS-108 5-11
Pouring Station VS-l09 5-12
Shakeout VS-IIO 5-13
VS-Ill 5-14
VS-112 5-15
Tumbling Mills VS-113 5-16
Shell Core Molding VS-114 5-17
COI'e Making Machine;
Smail Roll-over Type VS-115 5-18
2. High Toxicity Crucible Furnace VS-201 5-19
Mater-ials Dry Box 5-20
VS-202
Laboratory Hood VS-203 5-21
Laboratory Hood Data VS-204 5-22
Per chlortc Acid Hood Data VS-205 5-23
Specialized Laboratory Hood Designs VS-206 5-24
Lathe VB-207 5-25
Metal Shears VB-208 5-26
Milling Machine VS-209 5-27
3. Material Bag Filling VS-30l 5-28
Handling Bag Tube Packer VS-302 5-29
5-1 ~
F
5-2 Ii'fDUSTRLA_L VENTILATION .::::
G!Cl!P Operation. Print No, Page no.
~
Bar-rel Filling VS-303 5-30 ~
Bin and Hopper VS-304 5-31
Bucket Elevator VS-30S 5-32 ~
. -.~
Conveyor Belt VS-30e 5-33
Screens VS-307 5-34 ~
,
Belt Wiper VS-30a 5-35
4. Metal Working Abrasive Cutoff Saw VS-401 5-36
Buffing and Polishing I:
Belts
Backstand Idler VS-402 5-37
Metal Polishing VS-403 5-38 E;
Wheels
Automatic Circular VS-404 5-39
Automatic Straight Line VS-405 5-40 It
Manual VS-406 5-41 ·
VS-407 5-42
Grinding ~
Disc
Hcrfzontal Double -Spindle VS-408 5-43
Horizontal Single -Spindle VS-409 5-44
Vertical Spindle VS-410 5-45 ~
Wheel
Grinding Jack VS-411 5-46
Portable Grinding Bench VS-412 5-47
Portable Grinding Table VS-413 5-48 ~
Swing Grinder VS-414 5-49
Metal Spraying VS-415 5-50
Welding (Arc) VS-416 5-51 R
Surface Grinder VS-417 5-52 ,
Metal Cutting Bandsaw VS-418 5-53
5. Open Surface Degreasing - Solvent VS-501 5-54 &
Tanks Dip Tank
VS-502 5- 55
Open Surface Tanks VS-503 5-56
VS-504 5-57 •
.
Table Slot Hood VS-505 5-58
Open Surface Tank Data 5-59 to 5-64 I:
6. Painting Auto Spray Booth VS-60l 5-65
Drying Oven VS-602 5-66
Spray Booth, Large VS-603 5-67 -
Small VS-604 5-68
Trailer Interior VS-605 5-69 1£
Large Drive-through Spray Paint ,
Booth VS-606 5-70
7. Wood Working Jointer VS-701 5-71 ·ai
Sanders
Belt VS-702 5-72
Disc VS-703 5-73 &1
Drum-Multiple VS-704 5-74
Single VS-705 5-75
e
t
!
It
· ,
!
~ SPECIF1C OPERATIONS 5·3
Group Oper ation Pr'int No. Page NG
Saws
Band VS-706 5-76
Swing VS-707 5-77
Table VS-708 5-78
Radial VS-709 5-79
Miscellaneous Data Table 5-7-1 5-80 to 5-81
8. Low-Volume Cone Wheels VS-801 5-84
High- Velocity Cup Wheels & Brushes VS-802 5-85
Pneumatic Chisel VS-803 5-86
Radial Grinders VS-804 5-87
System Design VS-805 5-88
Data 5-82 to 5-83
9" Miscellaneous Banbury Mixer VS-9OI 5-89
Calender Rolls VS-902 5-90
Canopy Hood VS-903 5-91
Die Casting VS-904 5-92
Die Casting Hood-Overhead VB-905 5-93
Melting Pot VS-906 5-94
Service Gar ages=-Over-head VS-907 5-95
Underflocr VS-908 5-96
Granite Cutting & Finishing VS-909 5-97
Kitchen Range VS-9ID 5-98
Kitchen Range and Data VS-911 5-99
Dishwasher- VS-9I2 5-100
Charcoal Br otler and Barbeque VS-913 5-101
Pistol Range (indoor) VS-914 5-102
Fluidized Beds VS-915 5-103
Torch Cutting VS-916 5-104
Clean Room Air Flow VS-917 5-105
Clean Room Air Flow Data VS-9i8 5-106
Cold Heading Machine
Ventilation VS-919 5-107
Grain Industry Data Table 5-9-1 5-108
Miscellaneous Data Table 5-9-2 5-109 5-4
ll'TDUSTRIAL VENTILATION
~
3500 !pm, mlmjmJJ{"l) )-=- To c/J.;si' coneotor.
Floor gr!'l/e.
';}. ".'
,0 ..
~ __ 'c
""t
~1 ~
,
1
! I
~
,I
~
~
a
I
ti
.,
ti
I
:t
~
I
ti
J J J
I
tb
J
!
I
SECTION THRU TYPICAL ROOM
Rooms.' 60-100 fpm downdraft i usual choice 80 tpm , or 100 tpm crossdraft. Operator in room requires Bureau of Mines approved abrasive blasting helmets.
Rotary tables " 200 cfm /sq ft of totol openings (taken without cortamsl. Cabinets: 20 air changes per minute ,.
At least 500 fpm inward veloc/~Y 01 all operat/ng openings. Openings to be baffled.
Entry loss: I VP; or cotcatate from lndivldual losses,
For small cabinets: Use rear plenum or trap to settle.
Trap loss: I. 5 VP
AMERICAN CONfERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
ABRASIVE BLASTING VEN TIL A TION
DATE /-64 I VS- /0/
SPECIFIC OPERATIONS
5-5
Slip and swivel join}
Access door
Cut 10 suit around frame
Use canvas or rubber baffles 10 surround disc as for as possible
Disc diameter Duct diameter cfm
up to 20tJ 611 900
over 20"to 30" all 1600
If '5' 12'1 3500
over30 to 5.
over 55' to 72" /6' 6300 Minimum duct velocity = 4500 {pm branch 3500 fpm main Minimum slot velocity = 2000 fpm
£tifry loss = 10 SIOI ve/ocify pressure plus O. 40 duct VP
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYG!ENISTS
CORE GRINDER
VS-/02
- r
/-64
DATE
INDUSTRlA..L VENTILATION
DO
DO
D
:It
Row of crucibles,
Q :: 200 scfm/sq It of opening including doors, plus products of combustion '11;
Entry toss= G.5VP "
Duct vetocity « 1000- 3500 tpm *.,.
* Correct for temperature.
** For horizontal runs, transport velocity is necessary.
NOTE: Same principle of sliding or swinging doors is applied to individual furnace enclosures,
___ .--- Exhaust stack
,----- Fireproof drop panel from roof.
___ -- Canopy 10 clear crone; or sIal for crane bridge, or separate cranes inside and outside, or manual crucible removal,
Q ::200 cfm /sq ft of total opening, minimum,
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
MEL TING FURNACE CRUCIBLE NON- TIL T
DATE
/-64
VS-/03
SPECIFIC OPERATIONS
5-7
ELECTRIC ROCKING FURNACE
Hinged loading door
Hinged door
Q = 400 cfm/lt of opening
Duct vetocity= /000 - 3500 fpm"*
Enfry toss= /,78 VP slot f O<2SVP duct "* For horizontal runs, transport vetocity
is necessary
vs- /04
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
DATE
/-64
5-3
INDUSTRlA..L VENTILATlON
.It;
~ .~
i
I ~
~
.~
,.4
. I
ti
1
~
!
.
I I I
~
I
Exhaust trans/lion - Electrodes
Slog door hood
Hood is fastened to furnace roof and swings with roof
Hood over pounng spout
For Q, SP and operating temperature, consult manufacturers
Other exhaust designs utilize direct furnace roof top.
For details consult manufacturers
o
AMERICAN CONfERENCE OF
GOVERNMENTAL INDUSTRIAL HYGIENISTS
HOOD FOR roe ELECTRODE MELTING FURNACE
DATE /-64 VS-/05
SPECIFIC OPERA TlONS
5-9
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
MELTING FURNACE - TILTING
,.---·--OccP' guides _. - - .. -.----
- Counter-weigh/ed or springloaded sliding doors front and bock ,1 necessary -
Door to extend be/olll top of furnace ,I possible.
Solitiside panels
Fumace
Q = 200 lJII/; but not less than 200 scfm/sq It 010/1 openings
with doors open" '*
entry loss =0.25 VP
Duct velocity :: 1000-3500 fpm** 1kCorrect for temperature and combustion products.
**For horizontal runs, transport velocity is necessary.
J I
L _
l I I
Ii - II
I I /~]\ I I
I I / F\ \ I I
! I / r=>. \ I I I r r>: \ I I !ir- - -\-\ I
/ / \ \I
DATE
/-64
VS-/06
5-1D
frTDUS'TRL4.L VENTFA.Tl0N
r"1 r To pY.,3'18m' coadensatioa, m;;U/OYiOr7 I-i./ bearers may be necessary 01 ose
r---v dilution fifting
r
?-I;".
Hood behind skIp between-......, ...,
rods Q= 250 LW efm .... .., ,/ Muller
. nA. / 6----.,:;l
f~
~s/ots -L-
'Enclosing hood
I Opening for skip ~ modmg I
I I
-r-- -,
,.ir---(' __ ..,
"'" I 1.- .,!.J
U ,I t V Ii
It ~,~ ;
--...... .;
r ........... loo-..,..--- .... l
L J
I I I I
I I ....
I ~.~ \
1_1" "
)( I ,'"
" I \ I I )
I I \ I I
I I \ I I I I l. \ I I
',\ I I
" I r " \ 1/
\ I! C'r __
\ I I !._
, ,J I !
I I ,_.l-' _L-- __ ~
I I
I I I I I I I I
I I
I I
1 I
I I ! I I I I I
I I
Or :;ir;p
Q::: 150 cfm/sq ft through a/I openings but not less than:
Mixer diom, feet Exhaust, elm
4 750
6 900
-
7 /050
B 1200
/0 1575 Skip
u ~ ,I
~'-8offle
Muller
For Cooling Muliers, See vs- 108
Other types of mixers: enclose as much as possible and provide 150 cfm/sq ft of remaining openings
When flammable solvents ore used in mixer, catcutate minimum esnaus) volume for dilution fa 25% of the L £ L See Section 2
Duct velocity ::: 4500 tpm, min Entry toss= 0.25 VP
AMERICAN CONFERENCE Of
DATE
1-66
GOVERNMENTAL INDUSTRIAL HYGlnUSTS
MIXER AND MULLER HOOD
VS-I07
i1iiF. ~
~
i
~
'j
~ ~
~ I
~
l ~
J l
~
ttl
i
.~
~ '~
~
SPECll'lC OPERATIONS
5-11
To prr:'1~i7t condensation] insulation or stlip healers may be necessary or use dilution fttting ..
Tight enclosure
Side hood Of booth
- Enclosing hood
o
Bond hopper
Muller
Muller
Cooling fan -I--------_+_ blow-through
arrangement
1.,---------.1-- --;r-- --.--
II -,
I II \
L _ - ....... ,..,... ....... -.. ~l'J I J - - .... 1~
I \ } t
\ .• I
\ ' ..
,
- ..... --
Mi'nimum exllOusl volume
Muller type
Location No cooling Blow-thru Oraw-fhfu
cooling cooling
Batch hoppe,. Note I 600 Note I
Bond hopper 600 600 600
Muller," Nole2 Note 3 Note 3
41 diameter 750 '/ II
6' diameter 900 II "
?'diameter 1050 II "
a'diameter 1200 1/ "
IOla/ometer /575 II " Duct vetoclty= 4500 fpm minimum Enlry toss= 0.25 VP
Notes.
t Balch hopper reauires separate exhaust with btow- thru cooling,. Wllh other fan arrangement, (muller under suction) separate eshaos) may not be required (If skip hoist is used, see VS-I07)
2. Maintain 150 tpm velocity through all openings in muller hood. Exhaust volume shown are the minimum to be used
3. Cooling mutters do not require exhaust if maintained in dust tight condition. 81ow-thru fan must be ofl durmg load/ng. If muller is not dust Itgh~ exhaust as in note 2 plus cooling air volume.
4 When flammable solvents are used in mixer, calculate minimum exhaust volume for dilution to 25% of fhe L E L See Section 2
AMERICAN CONFERENCE Of GOVERNMIENTAL INDUSTRIAL HYGIENISTS
MIXER AND MULLER VENTILATION
1-66
DATE
VS-I08
5-12
INDUSTRL~L VENTILATION
Wide flange
Use top baffle I!I/';en operations permit. ----,
C/o"'CIe~
l
8±:
I
.
J
I
k
I
:~
!
Mold
'---- Canveyor-----'
SMALL MOLDS Unflanged hood. 0= 200 (I0X2 ~ hood area). Ranged hood, reduce 0 25%
Duct velocity = 2000 {pm
Entry loss =025 VP (For slots I 178 slot VP + 025 duct Vp)
PARTIAL SIDE ENCLOSURE
,//<l Use slots ".or distribution
_// -------1 Slot velocity = 1500-
2-3 ft 2000fpm
r------1IJ
Q = 200 - 300 cfm/lin ff of hood
NOTE.'
For large molds and ladles provide Jarge side -draft hood similar to shakeout
Q = 400 elm /59 ft working area
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAl. HYGIENISTS
POURING STATION
DATE
/-64
VS-/09
SPECIFIC OPERATIONS
Velocity ff':f'J1 o.permi'n9i'J
700 -ICOO fpm ---~
,,--- ;1;l"'I/();f)/~ panels to secure
/i d~$;rad dlsrJnouYioi?
.: II
5-13
" \ //I! _J ~
" \
~ ~ \ \
3/2L I i \
, / 71 -I
r " :t /
IX' \/ /
Ai /\/
- I-- - r- - l7 - ~ lL II I- -I-
; !J 1\
- /
I I
/
;[
Sha/(eoou!
L I
L //61
Saffle to edge £, of grote. ---
Minimum practical clearance -l
SIDE- DRAFT HOOD
Duct velocity:: 3500 fpm minimum. Entry /os'S:: ir8 slot VP+ Q25 duct VP
Working openings, keep as small as possible.
Molds in he"e.~"
Castings au/he!?
Mold converor
--~--~--------~---~~
ENCLOSING HOOD
MtlERICAN CONfERENCE Of GOVERNMENTAL INDUSTRiAL HYGIENISTS
Provides best control with least volume.
Due! velocity:: 3500 fpm minimum. Entry toss :: 0.25 VP
See VS -/12
FOUNDRY
SHAKEOUT
DATE
/-64
vs-tto
5-14
INTIUSTRL:;"L VENTILA TIDN
j--
-" -Blonk wall In lhls position 1:5 dmosi as good as dcuble hood,
Minimum c,eoronCl
DOUBLE SlOE -DRAFT
Proportions same as single side -draft hood except for overhang.
Plenum chamber and slots full length of shakeout - in tunnel
DOWNDR AFT HOOD Slots sized for 1500 - 2000 tpm Duct velocity :4000 tom minimum Size 0 for 1000 fpm or tess.
Entr,y Ioss » 1.78 slot VP plus fittings For cool castings only
Difficult 10 prevent plugging or excess fines removal
See VS - 112
Shakeout grale
Side baffles desirable
Floor line
Provide plenum cleanouts
-'-Hopper Section A-A
:~
~ I
I
I
~
J J J
!
-m==b
~~ f
.~ ~-== !
I
'eb
I
I
I
~
i
~
!
i .~
~
,
AMERICAN CONFERENCE Of GOVERNMENTAL INDUSTRIAL HYGIIENISTS
FOUNDRY SHAKEOUT
DATE
/-64
vs-///
SPECIFIC OPERA T10l'TS
5-15
f mMimum 7r- I
; Sl7ak:out exhaust ~ I
i
Type of hood Hot castings Cool castings
Enclosing * * 200 cfm/sq ft opening 200 c fm /sq It opening
At least 200 cfm/sq II At least 150 cfm/sq fl
grate area grate area
Enclo sed two sides and 300cfm/sq ft grate area 275 cfm/sq II grate area
//3 top area **
Side hood (as shown or 400-500 cfm/sq It grate 350-400cfm/sq ft grate
equivalent) * "* area area
Double side hood *" * 4OOcfm/sq ff grate area 300cfm/sq ft grate area
Downdraft *""* * Not recommended 200-250cfm/sq ft grate
600cfm/5q tt grate area area
* Choose higher values when
(/) Castings are quite hot
(2) Sand to metal ratio is low
(3) Cross -dratts are high
** Shakeout hoppers require exhaust with 10% ol the total exhaust volume.
*** Grate area must be greater than flask area. If castings and sand
completely cover grate} vent/lotion will not function.
If feeder enclosure is over /0' long, exhaust
also at hopper: See VS-305 and
VS-306
r=: ~
d Grote I I J
~
Shield
Y2~ I ~
A/eo 4~ ~
minimum '- Enclose pan feeder or belt completely.
Exhaust at transfer to elevator.
Elevator
End view Side view See VS-305
Hopper exhaust detail
AMERICAN CONFERENCE OF
GOVERNMENTAL INDUSTRIAL HYGIENISTS
FOUNDRY SHAKEOUT
DATE /-64 I VS-/12 5-18
Il'TDUSTRL~L VENTILA nON
End bel!
Air slot ve/oci~ 400 rpm minimum
STAVE MILL (END SECTION)
SECTION THRU HOLLOW TRUNNION TUMBLER
Duct velocity :: 5000 fpm
Entry loss» 3.25''- 8.2511 H20 (depends on desion")
Duct veacity= 3500 fpm minimum Entry loss varies with take- off O.25-0.S0VP
EXHAUST VOLUMES
Square mill Round mill cfm '*"*
side diom in. I D. in inches Trunnion Stove
Up to 24 inc/. 430 800
Up to 24 inc!. 24 - 30 680 900
25 - 30 3/ ~ 36 980 980
31 - 36 37 - 42 /330 /330
37 - 42 43 - 48 /750 /750
43 - 48 49 - 54 2200 2200
49 -54 55 - 60 2730 2730
55 -60 61 - 66 3300 3300
6/ -66 67 - 72 3920 3920
67 -72 4600 4600 "* L ow- loss designs have large air inlet openings in end bell Holes in end discs are sized for vetociiies of 1250 - 1800 fpm 7('?( For lengths over 701; increase cfm proportionately
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENiSTS
--------------------------------------~
TUMBLING MILLS
DATE
1-64
VS-//3
~ ~ ~
I
~
J
Eb
eb r1 J
~
I
fib
I
I
i
It I
It;
1
I
I \
~
J
I
~
i
I
~
I
~
I
Ilk
\ :iItk ~
SPECIFIC OPERATIONS
Use side baffle on canopy hood
250cfm/sqft canopy-single unit 150 cfm/sq ft canopy - double unit
Entry loss (canopy): 0.25 VP lor tapered toke-off Entry loss (side drattl= 1.78 slot VPt 0.25 duct VP
Side draft hoods required to remove smoke as hoI cores emerge from machine (75 fpm minimum capture velocity). See page 4-/1
Conveyor or cooling area require ventilation for large cores. Scrap conveyor or tote boxes may require ventilation also.
AMIERiCAN CONFERENCE OF GOVERNMENTAL INIDUSTRIAl HYGIIENISTS
SHELL CORE MOLDING
/-70
VS-1/4
DATE
5-17
5-13
INDUSTRIAL VENTILATION
Top view of take-off connection
RolI- over hand/e.
Hood. Closed on ends, fop and sides.
Seal around sbott
Side view
Q=200 cfm/sq ft of open face area Duct velocity: 3500 tpm minimum Entry loss = 0.25 duct vp
AMERICAN CONfERENCE Of GOVERNMENTAL INDUSTRIAL HYGltENDSTS
CORE MAKING MACHINE SMALL ROLL OVER TYPE
DATE /-70 VS- 1/5
;~
I
~ i
I
I
Itt
1
~
!
;~
I
ts.l
d~
I
,
•
!
•
I
I i
at
~ ~
~ ~
_I
~
SPECIFIC OPERATIONS
1800 5101 If possible
Flange is necessary
5-19
Furnace
Position of furnace bottom tor unloading.
Q = 175 cfm/sq ft of furnace top w/~h curved slot
and flanges.
Slot velocity:: 2000 {pm Duel veiodty= 3500 fpm
Entry toss= !?8 slot VP+ 0.25 duct VP
AMERICAN CONfERENCE Of GOVERNMENTAL INDUSTRIAL HYG!ENISTS
CRUCIBLE MELTING FURNACE HIGH TOXICITY MATERIAL
DATE
/-64 VS-201
5-20
il'TDUSTRI_A_L VENTILATWN
To final otr cleanmg fIlter and fan outside of bUilding
Roughing filler
Glass window
Self o closing door
(Y-Glove _n <:. ports~
0::: 50 cfm/sq It of open door area and 025" SP
on a closed system Entry toss= 0.50 VP
Duct velocity :2000-4000 fpm Filters: l Inlet air filters in doors.
2 Roughing fIlter at exhaust connection to hood 3. Final air cleaning filter.
All facIlities fatally enclosed in hood Exterior controls may be advisable. Arm length rubber gloves are sealed to glove port rings.
Strippabte plastic on interior and atr cleaner on exhaust outlet may be used to facilitate decontamination of the system.
Filter units may be installed in the doors to ai/ow the air flow necessary for burners etc.
For fll;ers~ see Section /1
AMERICAN CONFERENCE Of GOVERNMENTAL INDUSTRIAL HYGIENISTS
DRY BOX OR GLOVE HOOD FOR HIGH TOXICITY a RADIOACTIVE MATERIALS
DATE 1-66 VS-202
& t\,F
•
!
SPECIFIC OPERATIONS
5-21
METHODS OF CONS£RV/fl/G COf!JIJITIONED AIR
I Usa glolle box. Se2 VS- 202
2. Use sliding sash on Iorge hoods ..
Room air . ;--
by-pass ~
1
~
~~
EJ EJ
o[Q o a Airfoil jamb- <,
Safety ridge Adjustable slot/
Airfoil sill
3. Supply outside air up t050% of exhaust volume through opening outside hood face. Temper during winter months.
i
Perforated distribution plate
Turning vanes
6"s/de baffles Supply velocity 250-300fpm
Q;: 100-150 cfm/sq rt of door area
Duct velocity;: 1000 - 4000 tpm to suit conditions Entry loss= 0.25 duct VP
Refer 10 VS-204
I-
......,. AMtE!UCAN CONfFlElRlENCIE OIF GOVltRNMtENTAL INDUSTRIAL HYGIENISTS
Pion view of hood with airfoil jambs and sill.
LABORATORY HOOD
VSfi203
/-68
DATE
5-22
INDUSTRIAL VENTILATION
:~
I
~
J
I
~ I
i
:at±
I
~
J J
!
,~
lliF==?
!
I
I (ti
I I
ti
I
ti
I
ti
J J J J tb ~ ;.1
I ~
A. Exhaust volume
1. 100 cfm/sq ft of door area
NUisance, corrosive materials. Moderate toxicity materials.
Tracer quantities of radioisotopes. High toxicity materials (TLV:s 5pprn;
0.2 mg /md).
Low MPC radioactive materials Very high toxicity materials. (pathogenic microorganisms)
2. 150 cfm/sq ft of door area
3. Glove Box (Dry Box) preferred (Use bench hood with caution and only under ideal conditions)
B. Provide uniform exhaust air distribution in hood. Adjustable baffles and slots are acceptable; but subject to tampering.
C. Locate hood away from heavy traffic aisles, doorways and supply grflles.
D. Use corrosion resisting materials suitable for expected use.
E. Locate exhaust fans outside of buildings.
F. Avoid sharp corners at jambs and sill. Flanges and rounded hood inlets are desirable.
G. Provide filters for radioactive materials in greater than 'exempt' quantities.
H. By-pass opening in hood is desirable to avoid excessive indraft under partially-closed sash and to simplify laboratory air flow balance.
1. Installation and maintenance.
Adjust air flow for ~ 20% variation in face velocity. Use suitable velocity measuring instrument. (See Section 9)
Inspect hood periodically; monthly for new or critical installations. Qllarterly or semi-annually for others.
J. Provide tempered make-up air to laboratory. Make-up air volume to be selected for slight indraft of air from corridor or adjacent rooms.
K. In order to reduce exhaust volumes, local exhaust hoods should be considered instead of laboratory bench hoods for fixed set-ups.
-------------------------,-------------------~
AMIERICAN CONfERENCE Of GOVERNMENT At i H DUSiRIAL HYGI lEN aSTS
LABORATORY HOOD DATA
1-68-
VS-204
DATE
SPECIFIC OPERATIONS
1. Do not use any other material in a hood designed specifically for per chlcrtc acid nor perchloric acid in a hood designed for other purposes, Identify these hoods with large warning signs.
2. Do not use a movable sash on door and provide exhaust ventilation equivalent to 150 cfm/sq ft on door opening. Q == 150 x front open area.
3. Utilize local exhaust ventilation to minimize condensation of vapors inside the hood. (See VS-206)
4. Locate all utilities outside the hood.
5. Materials of construction for this type of hood must be Inorganic, acid resistant and relatively impervious, Stainless steel, type 316, is preferred; asbestos cement, acid resistant stone-ware and inorganic ceramic coating such as porcelain are acceptable,
6. Ease of cleanliness is paramount using all welded construction for stainless steel with accessible rounded corners or joints or use inert cement for filling stone-ware joints. (Litharge-glycerine or tar are not satisfactory.)
7. The work surface should be water tight with a minimum of 1/2" dished front and sides and an integral trough at the rear to collect the washdown water.
8. The exhaust ductwork must be made of inorganic, non-porous material, preferably stainless steel, type 316, with welded joints.
9, Design into the hood and ductwork washdown facilities to be used daily to thoroughly clean perchloric acid from the exhaust system surfaces. If a collector is not used, place a drain in the bottom of the fan housing to remove wash water.
10. The exhaust duct should be short and as straight as possible and isolated from all other exhaust systems. Avoid horizontal runs, manifolds and sharp turns.
11, Construct the hood and ductwork to allow easy visual inspection of hidden surfaces,
12. Use only an acid resistant metallic fan, a metallic fan protected by an inorganic coating or an air ejector,
13. Lubricate the blower with a fluorocarbon type grease.
14. Use a well-designed, high efficiency, water type collector located as close to the hood as possible to minimize the accumulation of perchloric acid in the exhaust duct.
15. The exhaust discharge should terminate out of doors using a vertical discharge cap which extends well above the roof eddy zone. See Figures 6-23 and 8-3.
AMERICAN CONfER!ENCE OF GOVERNMENTAL. INDUSTRIAL HYGIENISTS
I-------~.-.-----.-.-------.---~-
P£RCHLORIC ACID HOOD DATA
5-23
~------~~=----------r---~~~~~----------~
DATE 1-681 VS-20S
L_
5-24
INDUSTRIAL VENTILATION
Strip heaters i:uilj licio berveh
- P;ar.JJffl :dZ2 for 1000 !pm L:t:w;J) ffcw
Hcles CJ' s/cls size fer 2000 fpm
£VAPORATION BENCH
Q:: 2Ocfm/lineof foot of hood or 50HL lluct velocity = 2000 fpm
Entry loss = I. 78 slot VP + 0.25 ducl VP
Strip healers bwll ~ ,
inlo shelves ~
_,.J
L'
H I=======f~
Height 10 sui, glosswaro
r L -r
o
o
o
o
o 0 0 0
EVAPORATION HOOf)
(J:: 20 cfm/lineo/ foot of shelf or 50 HL for each shelf Duct velocity = 2000 fpm
Entry loss = 1.78 slot VP+ 0.25 duct VP
Reference 95
AMIEIIUCAN CONflElRJENCIE OIF GOVERNMENTAL INDUSTRUAl HYGDIENlm
SPECIALIZED LABORATORY HOOD DESIGNS
OAT! /-68
V$-206
\
S?ECIF1C OPERATIONS
5-25
--\
AMERICAN CONfERENCE Of GOVERNMENTAL INDUSTRIAL HYGIENISTS
LATHE HOOD
HIGH TOX/CITY MATERIALS
! i l.
5-26
INDUSTRIAL VENTILATION
p========.-.~* =~==~=============================================9
0(8) oQY
(J-~ -:
AMERICAN CONFERENCE Of GOYERNMiENTAL INDUSTRIAL HYGIENISTS
METAL SHEARS
HIGH TOXICITY MATERIALS
DATE
V$-208
1-68
SPECIFIC OPERATIONS
5-27
.------'--.---~-~~------~~~~---
Transparent cover normally closed
Q ::: 300 cfm/sq It of open area Due! velocity= 3500 tom minimum Entry 10s.5 ::: 0. 35 VP
AMERICAN CONF£R!ENCE OF GOVERNMENTAL INDUSTRIAL HYGiENISTS
MILLING MAC-'HINE HOOD HIGH TOX/CITY MATERIALS
/-68
VS-209
DATE
~ Hood attached to bin. l<---------;l/
500 tpm maximum
Scale support
8r:'Jg
Q = 400 - 500 cfm - non-toxic dust /000- /500 cfm - toxic dust Duct velocity = 3500 {pm minimum Entry loss :: 0.25 VP
AMERICAN CONFERENCE OF GOVERNMENTAL iNDUSTRIAL HYGIENISTS
BAG FILLING
/-64
VS-30/
DATE
~
!
i .~ ~
,
:19 ~
!
"
~
. I
:~
1
.~
I
~
.,=, I
I
:~ .:J I
I ;.,
!
.,
;~
:J
I
'~
I
:~
~
DATE
/-64
VS-302
SPECIFIC OPERATIONS
A
\
Feed Hopper
B
Spill Hoppe!
Q ;: 500 cfm/filling tube
;: 500 efm at Feed Hopper
;: 950 cfm at Spill Hopper
Duct vetodty= 3500 lpm minimum Branch entry toss= 025 VP (A 8 C)
:: 1.00 VP ot open end (8)
BAG
TUBE
PACKER
AMERICAN CONfERENCE Of GOVERNMENTAL INDUSTRIAL HYGIENISTS
~--~---------------.~--------,--------------~
5-30
INDUSTRIAL VENTILA nON
~~ --.~ !,;;. -
~ ~
I
b
I
~ I!i=i:
~
!
tIb,b ~ I
~
I
~ !
~. ~
t
rcl
ad
I
It±
I
~ It;
~
i :
~
I
·Id
I 1
i~
/'5/0t
Q = 100 cfm/sq ft barrel lop mtn Duct vetocity= 3500 minimum Entry loss = 025 VP + l78 slot VP Manual looding.
Q::: 150 cfm/sq fl open face area Duct velocity = 3500 Ipm minimum Entry toss= 0.25 VP for 45" faper
Exhaust dud 45°
Flex duct
\ J
0= 50 cfm )( drum dia (It) for weighted lid 150 cfm J( drum dio (ff) for loose lid Duct velocity = 3500 fpm minimum
Entry loss ::: 02 S VP
Q :: 300-400 cfm
Duct vetocity= 3500 fpm min Entry toss= 025 VP
r---------------------------------------
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
BARREl... FILLING
r
VS-303
DATE
/-64
SPECIFIC OPERATIONS
5-31
,
y50 or more
Closed fop
------1-- ---
,
\ I
Bell
Bin
---OR--Ducl velocity =3500 fpm min (J = 200cfm/sq fl of all open area.
Entry loss =0 .. 25 VP
MECHANICAL
£r:clOS;ad leading point---~
LOADING*'
Boolh to cover as much of hopper as possible ----"7
Boofh to occomodate barrel, bog, efC.l
Grate bars ----y
Duct veloclly = 3500lpm
o = 150 cfm/sq ft face (min J Entry loss =0 .. 25 VP
MANUAL LOADING
*BELT SPEED
VOLUME
Less than 200 fpm - 350 cfm/ft of belt widtA
Not less than /50 cfm/fl ofopen/ng ..
.500 cfm/ft albeit Width. Not less than 200 cfm/ft ofopen/ng,
Over 200 fpm -
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
BIN 8 HOPPER VENTILATION
DATE
/-64
VS-304
5-32
IriDUSTRIAL liEl'rTIL.L~ TIOr!
I::
It:
1---
Preferred exhaust point
~
I
~ It:;
~ R;;
~ ~ .~
Additional ventitation for hopper, bin I or screen See VS~304, VS-307
Toke-off detail
Tight casing
For casing only
Q :::: 100 ctm/sq ft casing cross section l'!~ D; \" ~ Is )
Duct vetoctty= 3500 rpm minimum Entry loss:::: /'0 VP or calculate
from individual losses
\" Addtliona/ ven/i/otlan for \ conveyor discharge
I I I I I I I I I
'1,.-_- I ,/ .\~
\ I
\ I
'- /
--~
Take -oti at fop for hal materials, a t fop and bottom if elevator is over 30 ft high, otherwise optiona/.
Belt speed Volume
Less than 200 tpm - 350cfm/ft of belt width. Not less thon 150cfm/ft of opening
Over 200 fpm -500cfm/ft of belt width. Not less than 200 cfm/ft of opening
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
BUCKET ELEVATOR VENTILATION
DATE
/-66
VS-30S
S-ar putea să vă placă și
- Dust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationDe la EverandDust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationÎncă nu există evaluări
- Handbook of Dehumidification TechnologyDe la EverandHandbook of Dehumidification TechnologyEvaluare: 2.5 din 5 stele2.5/5 (2)
- HVAC Equations, Data, and Rules of Thumb, Third EditionDe la EverandHVAC Equations, Data, and Rules of Thumb, Third EditionÎncă nu există evaluări
- Ventilation CalculationDocument130 paginiVentilation CalculationAgrim Khatry50% (4)
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationDe la EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationEvaluare: 1 din 5 stele1/5 (1)
- Industrial Ventilation and ExhaustDocument50 paginiIndustrial Ventilation and Exhaustk1l2d3Încă nu există evaluări
- Handbook of Heating, Ventilating and Air ConditioningDe la EverandHandbook of Heating, Ventilating and Air ConditioningEvaluare: 4 din 5 stele4/5 (6)
- Industrial VentilationDocument70 paginiIndustrial VentilationAnkur Sharma86% (7)
- Dehumidification Handbook 2nd Ed - 12 Cs PDFDocument228 paginiDehumidification Handbook 2nd Ed - 12 Cs PDFleak67% (3)
- Design of Industrial Exhaust SystemsDocument260 paginiDesign of Industrial Exhaust SystemsJuan Jerez100% (1)
- Air Contaminants and Industrial Hygiene VentilationDocument236 paginiAir Contaminants and Industrial Hygiene Ventilationmilanstr100% (3)
- Dehumidification in HVAC System p1Document80 paginiDehumidification in HVAC System p1Ashraf Adel Nashed Zaki89% (9)
- General Exhaust SystemsDocument14 paginiGeneral Exhaust Systemsamg007Încă nu există evaluări
- SMACNA Energy Systems AnalysisDocument311 paginiSMACNA Energy Systems AnalysisKazuto Nakazato100% (1)
- Equal Friction Method For Duct DesignDocument8 paginiEqual Friction Method For Duct Designimo konsensya100% (1)
- AirContaminantsVentilation, and Industrial Hygiene Economics. The Practitioner's Toolbox and Desktop Handbook by Roger Lee WabekeDocument437 paginiAirContaminantsVentilation, and Industrial Hygiene Economics. The Practitioner's Toolbox and Desktop Handbook by Roger Lee WabekeÁlvaro Amado50% (2)
- A Scientific Review of Dust Collection BookDocument81 paginiA Scientific Review of Dust Collection Bookyilo2000100% (1)
- 11 - RefrigerationDocument4 pagini11 - RefrigerationMuzzamil ShahzadÎncă nu există evaluări
- Stair PressDocument5 paginiStair Press45saulÎncă nu există evaluări
- Air Conditioning Design - Psychrometrics & Coil Load CalculationDocument13 paginiAir Conditioning Design - Psychrometrics & Coil Load Calculationvsajv83% (6)
- Dust Control HandbookDocument215 paginiDust Control Handbookmarianiko1985100% (5)
- Ides-Edu: Lecture 7: Sizing Natural Ventilation SystemsDocument17 paginiIdes-Edu: Lecture 7: Sizing Natural Ventilation Systemsabhijeet7362Încă nu există evaluări
- Industrial VentilationsDocument47 paginiIndustrial VentilationsAta AtefÎncă nu există evaluări
- Fans Static Head Calculation SheetDocument1 paginăFans Static Head Calculation Sheethasanadel88Încă nu există evaluări
- Introduction To Industrial Ventilation System DesignDocument27 paginiIntroduction To Industrial Ventilation System DesignWONG TS100% (1)
- Back To Basics - Duct DesignDocument17 paginiBack To Basics - Duct DesignAntonio LebrunÎncă nu există evaluări
- ASHRAE Duct DesignDocument13 paginiASHRAE Duct DesignJose Darwin Margate100% (2)
- D. J. Hemeon's Plant & Process Ventilation PDFDocument399 paginiD. J. Hemeon's Plant & Process Ventilation PDFkennefongang100% (1)
- 5.4 FansDocument20 pagini5.4 FansbaroÎncă nu există evaluări
- All Cooling Load RulesDocument31 paginiAll Cooling Load RulesEngFaisal AlraiÎncă nu există evaluări
- Industrial Ventilation SystemDocument2 paginiIndustrial Ventilation SystemArshad NooraniÎncă nu există evaluări
- Chimney CalculationsDocument5 paginiChimney Calculations_imsandeepÎncă nu există evaluări
- Local Exhaust VentilationDocument18 paginiLocal Exhaust Ventilationkarthikraja2150% (2)
- Static Regain Method NEWDocument6 paginiStatic Regain Method NEWMarzookÎncă nu există evaluări
- How Do You Calculate Airflow Required For Maintaining The Building at 50 PA Positive Pressure - Bayt - Com SpecialtiesDocument3 paginiHow Do You Calculate Airflow Required For Maintaining The Building at 50 PA Positive Pressure - Bayt - Com Specialtieshadi jamshidiÎncă nu există evaluări
- Ventilation Fans All RevisedDocument6 paginiVentilation Fans All RevisedBilal Hussein SousÎncă nu există evaluări
- Handbook - Fume HoodsDocument137 paginiHandbook - Fume Hoodsmnt6176100% (4)
- Dust Extraction System VelocitiesDocument10 paginiDust Extraction System Velocitiesmirali74Încă nu există evaluări
- Fan Dry Coil UnitDocument5 paginiFan Dry Coil UnitHiei ArshavinÎncă nu există evaluări
- AC Systems Lectures ModDocument38 paginiAC Systems Lectures ModAhmed SherifÎncă nu există evaluări
- Stair PressurizationDocument7 paginiStair PressurizationHESuarez100% (1)
- SelecSelection Guide For Vibration Isolation For HVAC Equipmenttion Guide For Vibration Isolation For HVAC EquipmentDocument7 paginiSelecSelection Guide For Vibration Isolation For HVAC Equipmenttion Guide For Vibration Isolation For HVAC EquipmentorkunituÎncă nu există evaluări
- Duct Systems DesignDocument4 paginiDuct Systems DesignFsÎncă nu există evaluări
- Baghouses and Filters For Particulate Matter Control: Course No: C05-010 Credit: 5 PDHDocument61 paginiBaghouses and Filters For Particulate Matter Control: Course No: C05-010 Credit: 5 PDHBudy Andika100% (2)
- Job: Location: Space: Unit in Meter.: SizeDocument24 paginiJob: Location: Space: Unit in Meter.: Sizeamsc bÎncă nu există evaluări
- Air Duct CalculatorDocument1 paginăAir Duct CalculatorRinaldy100% (9)
- Duct Static Pressure CalculationsDocument7 paginiDuct Static Pressure CalculationsMirza Mohammed Yousuf Baig100% (2)
- Bonjean DataDocument14 paginiBonjean DataAurvin SinghÎncă nu există evaluări
- SRP ИскопDocument11 paginiSRP ИскопNella NelicaÎncă nu există evaluări
- Tank Soundings-All KindDocument25 paginiTank Soundings-All KindMahmood Hamid BhattiÎncă nu există evaluări
- Formato Pma Datos Chac - SHDocument5 paginiFormato Pma Datos Chac - SHErvin PumaÎncă nu există evaluări
- As Per DW/143, EN 1886: 1998, EN 1751:1999 Standard As Per SMACNA StandardDocument6 paginiAs Per DW/143, EN 1886: 1998, EN 1751:1999 Standard As Per SMACNA Standardketan mehtaÎncă nu există evaluări
- Tabel MaterialDocument19 paginiTabel MaterialBang OchimÎncă nu există evaluări
- Sodium Hydroxide Denisty TablesDocument4 paginiSodium Hydroxide Denisty TablesAhmed El Naggar100% (1)
- Calibration 15klDocument3 paginiCalibration 15klSachin AdheÎncă nu există evaluări
- Aluminum Section PropertiesDocument18 paginiAluminum Section PropertiesDragan Mitrovic100% (1)
- Dell - PS 5251 2DFSDocument235 paginiDell - PS 5251 2DFSAldair SilvaÎncă nu există evaluări
- Plastic Vessel Pressure DesignDocument12 paginiPlastic Vessel Pressure Designr1p2100% (1)
- Design of RCC Box 1 X 2.0 M X 2.0m-300mm Cushion-2Document220 paginiDesign of RCC Box 1 X 2.0 M X 2.0m-300mm Cushion-2HegdeVenugopalÎncă nu există evaluări
- Tutorial Problem SetDocument5 paginiTutorial Problem SetWK PangÎncă nu există evaluări
- Air DensityDocument24 paginiAir DensityPraphulÎncă nu există evaluări
- PR EN 14931Document39 paginiPR EN 14931dane05Încă nu există evaluări
- Groeneveld General Manual Twin-3Document64 paginiGroeneveld General Manual Twin-3JasonÎncă nu există evaluări
- Pressure Drop Calculation Equations For Piping and PipelineDocument6 paginiPressure Drop Calculation Equations For Piping and PipelineHsein WangÎncă nu există evaluări
- Prosper SoftwareDocument6 paginiProsper Softwarebharath35kumar0% (1)
- Hydraulics CalculationDocument10 paginiHydraulics Calculationali khosravinarÎncă nu există evaluări
- Specifying Windows and Doors Using Performance StandardsDocument78 paginiSpecifying Windows and Doors Using Performance StandardsghadasaudiÎncă nu există evaluări
- Topic 4 ReviewerDocument6 paginiTopic 4 ReviewerZera PotÎncă nu există evaluări
- Engineering Tripos 1B Paper 4 Fluid MechanicsDocument11 paginiEngineering Tripos 1B Paper 4 Fluid MechanicsAnonymous CMS3dL1TÎncă nu există evaluări
- Dresser Micro Corrector - MC2Document4 paginiDresser Micro Corrector - MC2JoseLuisAramayoÎncă nu există evaluări
- Thermosyphon Oil CoolingDocument22 paginiThermosyphon Oil CoolingRenato MendesÎncă nu există evaluări
- 2-E.BMR Liquid InjectionDocument28 pagini2-E.BMR Liquid InjectionMohammed Zubair100% (7)
- Fluid Mechanics and HydraulicsDocument9 paginiFluid Mechanics and HydraulicsRodrigoÎncă nu există evaluări
- J. R. L. Allen (Auth.), J. R. L. Allen (Eds.) - Principles of Physical Sedimentology-Springer US (1985) PDFDocument279 paginiJ. R. L. Allen (Auth.), J. R. L. Allen (Eds.) - Principles of Physical Sedimentology-Springer US (1985) PDFmikeneckÎncă nu există evaluări
- 5054 w16 QP 22Document20 pagini5054 w16 QP 22Sagar KumarÎncă nu există evaluări
- Fitting Loss CalculationDocument6 paginiFitting Loss CalculationSvetla NikolovaÎncă nu există evaluări
- Contoh SoalanDocument72 paginiContoh SoalanA. SuhaimiÎncă nu există evaluări
- Air Pressure MagicDocument2 paginiAir Pressure MagicmohdshahrizanÎncă nu există evaluări
- Fluids 2Document164 paginiFluids 2Sheena Abegail LaderaÎncă nu există evaluări
- Pengaruh Swedent Massage Untuk Penurunan TensiDocument10 paginiPengaruh Swedent Massage Untuk Penurunan TensiVofeye SweeadcwavioletterzssÎncă nu există evaluări
- Design Horizontal Pressure Vessel - 1Document2 paginiDesign Horizontal Pressure Vessel - 1evrim77100% (1)
- SPM Physics Formula List Form4Document18 paginiSPM Physics Formula List Form4Zailinda Zakaria100% (1)
- 050 MHB 1Document19 pagini050 MHB 1sishu21Încă nu există evaluări
- SAMSON ANTI CAVITATION 3 TrimsDocument8 paginiSAMSON ANTI CAVITATION 3 TrimsShaheen HydrosÎncă nu există evaluări
- Zaman of Chapter 2 - Fluid PressureDocument41 paginiZaman of Chapter 2 - Fluid PressureFatin HazwaniÎncă nu există evaluări
- Water HammerDocument52 paginiWater HammerNidas SameeraÎncă nu există evaluări
- CH 05Document117 paginiCH 05pablo naragÎncă nu există evaluări