S-ar putea să vă placă și
- 2017 Thin Film GrowthDocument70 pagini2017 Thin Film GrowthPankaj Kumar100% (1)
- Thin Film Deposition TechniquesDocument37 paginiThin Film Deposition TechniquesTadesse BeleteÎncă nu există evaluări
- Lecture 6 Thin Film Deposition, Physical Vapour DepositionDocument44 paginiLecture 6 Thin Film Deposition, Physical Vapour DepositionHari HarryÎncă nu există evaluări
- Preparation and Characterization Techniques For The NanomaterialDocument27 paginiPreparation and Characterization Techniques For The NanomaterialSMIT CHRISTIANÎncă nu există evaluări
- DR Nadeem Sabir 2Document88 paginiDR Nadeem Sabir 2Muhammad RizwanÎncă nu există evaluări
- Physical Vapor DepositionDocument30 paginiPhysical Vapor DepositionUgur SenÎncă nu există evaluări
- Pulsed Laser Deposition: A Flexible Thin Film Growth TechniqueDocument32 paginiPulsed Laser Deposition: A Flexible Thin Film Growth TechniqueAshok GargÎncă nu există evaluări
- Pulsed Laser Deposition (PLD)Document32 paginiPulsed Laser Deposition (PLD)Mohit YadavÎncă nu există evaluări
- Unit-1-MBE SOIDocument22 paginiUnit-1-MBE SOIdrogonÎncă nu există evaluări
- Thin Film Deposition TechniquesDocument87 paginiThin Film Deposition TechniqueslavÎncă nu există evaluări
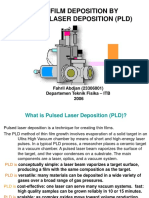
- THIN FILM DEPOSITION USING PULSED LASER DEPOSITION EXPLAINEDDocument46 paginiTHIN FILM DEPOSITION USING PULSED LASER DEPOSITION EXPLAINEDfahril abdjanÎncă nu există evaluări
- Pulse Laser DepositionDocument34 paginiPulse Laser DepositionankitjauramÎncă nu există evaluări
- Surface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)Document19 paginiSurface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)hrana287Încă nu există evaluări
- 제12주차 Chapter07 박막증착공정Document8 pagini제12주차 Chapter07 박막증착공정K SiriusÎncă nu există evaluări
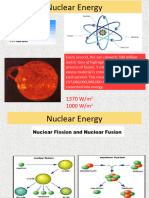
- Plasma FusionDocument26 paginiPlasma FusionNitish BhardwajÎncă nu există evaluări
- Thin Film Deposition Methods: PVD & CVDDocument5 paginiThin Film Deposition Methods: PVD & CVDAtul SharmaÎncă nu există evaluări
- Nanoscale Coating-PVDDocument60 paginiNanoscale Coating-PVDAli ErarslanÎncă nu există evaluări
- Thin Film Deposition Using Physical Vapor DepositionDocument20 paginiThin Film Deposition Using Physical Vapor DepositionakivedÎncă nu există evaluări
- STNM 4Document33 paginiSTNM 4BME62Thejeswar SeggamÎncă nu există evaluări
- Chit SheetDocument16 paginiChit SheetJoydeep SahaÎncă nu există evaluări
- Nano Layer NotesDocument23 paginiNano Layer NotesDileep KumarÎncă nu există evaluări
- L1D-Examples of NanopropertiesDocument15 paginiL1D-Examples of NanopropertiesdeevesshaÎncă nu există evaluări
- EE669 - Lecture 27 - 15.10.2019 MetallizationDocument19 paginiEE669 - Lecture 27 - 15.10.2019 MetallizationRashmi RavindranathÎncă nu există evaluări
- SaaDocument41 paginiSaaAbdur RahmanÎncă nu există evaluări
- Chapter 9 Thin Film Deposition - IIDocument35 paginiChapter 9 Thin Film Deposition - IIFahmi Alfian SyahÎncă nu există evaluări
- Module 2 II Thin Film Deposition Techniques NEWDocument34 paginiModule 2 II Thin Film Deposition Techniques NEWSanjana SÎncă nu există evaluări
- Metal Deposition: - Filament Evaporation - E-Beam Evaporation - Sputter DepositionDocument54 paginiMetal Deposition: - Filament Evaporation - E-Beam Evaporation - Sputter Depositionmy_digiÎncă nu există evaluări
- Laser Ablation Synthesis of Carbon NanotubesDocument34 paginiLaser Ablation Synthesis of Carbon NanotubesGovarthananÎncă nu există evaluări
- Methods of Fabrication of Nano Materials: Top Down ApproachDocument23 paginiMethods of Fabrication of Nano Materials: Top Down ApproachNisanth PaÎncă nu există evaluări
- WINSEM2017-18 - ECE5023 - TH - TT531A - VL2017185001741 - Reference Material I - Radiation Effects On Semiconductor MemoriesDocument72 paginiWINSEM2017-18 - ECE5023 - TH - TT531A - VL2017185001741 - Reference Material I - Radiation Effects On Semiconductor MemoriesAashishÎncă nu există evaluări
- Laser Beam Machining LBMDocument33 paginiLaser Beam Machining LBMshivamÎncă nu există evaluări
- JSL-Lect 3 - Flame Emission and AAS - 26!10!21Document17 paginiJSL-Lect 3 - Flame Emission and AAS - 26!10!21Divyansh SharmaÎncă nu există evaluări
- NanochemistryDocument109 paginiNanochemistryNiveditaÎncă nu există evaluări
- Differenze Tra Le Varie PVD TecniquesDocument3 paginiDifferenze Tra Le Varie PVD TecniquesdavÎncă nu există evaluări
- Digital Integrated Circuits: Week 3 Melik YAZICIDocument44 paginiDigital Integrated Circuits: Week 3 Melik YAZICIboubiidÎncă nu există evaluări
- NanoChemistryDocument71 paginiNanoChemistrypooja doreamon89% (9)
- LASER BEAM MACHINING PROCESS AND APPLICATIONSDocument33 paginiLASER BEAM MACHINING PROCESS AND APPLICATIONSVishalÎncă nu există evaluări
- Vacuum 160111193009Document45 paginiVacuum 160111193009lenincgcchennaiÎncă nu există evaluări
- SputteringDocument17 paginiSputteringAadil WaseemÎncă nu există evaluări
- On OfetsDocument21 paginiOn OfetsShiva Prasad0% (1)
- THIN FILM TECHNOLOGY COURSEDocument43 paginiTHIN FILM TECHNOLOGY COURSEZiad Mohmed Fawzy100% (1)
- Radiographic TestingDocument169 paginiRadiographic TestingMohan100% (2)
- Laser Beam Machining GuideDocument33 paginiLaser Beam Machining GuidePPSwainÎncă nu există evaluări
- Sri 4Document32 paginiSri 4nithila bhaskerÎncă nu există evaluări
- QUALITY CONTROL OF IMAGE EQUIPMENTSDocument35 paginiQUALITY CONTROL OF IMAGE EQUIPMENTSyahyaÎncă nu există evaluări
- Chapter 8 Nanofabrication TechnologiesDocument40 paginiChapter 8 Nanofabrication TechnologiesYousab CreatorÎncă nu există evaluări
- Fabrication of Nanoscale Structures: 1 Microfabrication - PhotolithographyDocument12 paginiFabrication of Nanoscale Structures: 1 Microfabrication - PhotolithographyMoataz Al-chalabiÎncă nu există evaluări
- Laser Beam Machining LBMDocument32 paginiLaser Beam Machining LBMavinashÎncă nu există evaluări
- Dielectric Deposition ProcessesDocument43 paginiDielectric Deposition ProcessesSumeet SharmaÎncă nu există evaluări
- HS Atomic Scale WiresDocument54 paginiHS Atomic Scale WiresOnur YavuzcetinÎncă nu există evaluări
- Diffusion Vdtclass3 2013Document32 paginiDiffusion Vdtclass3 2013Sangameshwer EnterprisesÎncă nu există evaluări
- Processes For Micro FabricationDocument55 paginiProcesses For Micro FabricationSumant GutheÎncă nu există evaluări
- Thin Film Technology FocusDocument31 paginiThin Film Technology Focus21Rivaldus LonggesÎncă nu există evaluări
- Physical and Chemical Thin Film Deposition MethodsDocument34 paginiPhysical and Chemical Thin Film Deposition MethodsRupesh KannanÎncă nu există evaluări
- Nanotechnology and Nanobiotechnology - Basic ConceptDocument23 paginiNanotechnology and Nanobiotechnology - Basic ConceptVenkata Suresh Reddy VajralaÎncă nu există evaluări
- CHE 312 Lecture 7-2023Document21 paginiCHE 312 Lecture 7-2023Botlhe MossÎncă nu există evaluări
- EDMDocument34 paginiEDMHrishikeshÎncă nu există evaluări
- Properties of Cu S and Zno Films Deposited by Radio Frequency Magnetron SputteringDocument27 paginiProperties of Cu S and Zno Films Deposited by Radio Frequency Magnetron SputteringThahirah AriefÎncă nu există evaluări
- Sensitive Albuminuria Analysis Using Dye-Binding Based Test StripsDocument24 paginiSensitive Albuminuria Analysis Using Dye-Binding Based Test StripsВалерия БедоеваÎncă nu există evaluări
- XI-Opt. Syllabus (2023-24)Document29 paginiXI-Opt. Syllabus (2023-24)INDERDEEPÎncă nu există evaluări
- Kidney AnatomyDocument55 paginiKidney AnatomyMohammad zreadÎncă nu există evaluări
- Oracle Database JDBC Developer Guide and ReferenceDocument432 paginiOracle Database JDBC Developer Guide and Referenceapi-25919427100% (1)
- IMME19 Schedule PDFDocument39 paginiIMME19 Schedule PDFVikram JainÎncă nu există evaluări
- SteganographyDocument13 paginiSteganographyIgloo JainÎncă nu există evaluări
- QPCR Analysis DifferentlyDocument12 paginiQPCR Analysis DifferentlyIan SaundersÎncă nu există evaluări
- JasminDocument125 paginiJasminudoraboxÎncă nu există evaluări
- Influence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderDocument16 paginiInfluence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderSUBHASHÎncă nu există evaluări
- Analysis of Structure of C Type Hydraulic PressDocument10 paginiAnalysis of Structure of C Type Hydraulic PressShubhamÎncă nu există evaluări
- (It Bus) Computer HistoryDocument6 pagini(It Bus) Computer HistoryRica Elaine LubasanÎncă nu există evaluări
- Expanding Wired Connectivity For SOHO Networks: Plus Gigabit Ethernet SwitchesDocument4 paginiExpanding Wired Connectivity For SOHO Networks: Plus Gigabit Ethernet SwitchesAndré LinharesÎncă nu există evaluări
- Mbs Public School: Topic: Study The Presence of Oxalate Ions in Guava Fruit at Different Stages of RipeningDocument15 paginiMbs Public School: Topic: Study The Presence of Oxalate Ions in Guava Fruit at Different Stages of RipeningSwaraj Patel100% (1)
- 4MA0 4HR Que 20140115Document24 pagini4MA0 4HR Que 20140115Lalith77Încă nu există evaluări
- Eps Manual NissanDocument8 paginiEps Manual Nissanjoiler pajueloÎncă nu există evaluări
- Hazardous Area Hazardous Area ClassificaDocument106 paginiHazardous Area Hazardous Area ClassificaHedi Ben MohamedÎncă nu există evaluări
- 11.numerical DifferentiationDocument20 pagini11.numerical DifferentiationAbdulselam AbdurahmanÎncă nu există evaluări
- Maintenance Recommendations: Operation and Maintenance ManualDocument10 paginiMaintenance Recommendations: Operation and Maintenance ManualAmy Nur SÎncă nu există evaluări
- Cics Class 05Document18 paginiCics Class 05HarithaÎncă nu există evaluări
- UNIT-1 Introduction To Emi: A Arunkumar GudivadaDocument47 paginiUNIT-1 Introduction To Emi: A Arunkumar GudivadaBhagya bhagiÎncă nu există evaluări
- Cross Taping - A Practical Guide 12Document2 paginiCross Taping - A Practical Guide 12jfjjfjfjjfjfÎncă nu există evaluări
- MMW Module 2.2 (Part 2)Document6 paginiMMW Module 2.2 (Part 2)ROJE DANNELL GALVANÎncă nu există evaluări
- Computational Intelligence in Communications and Business AnalyticsDocument369 paginiComputational Intelligence in Communications and Business AnalyticsSourasish NathÎncă nu există evaluări
- ISO 11957 1996 en PreviewDocument5 paginiISO 11957 1996 en PreviewHoang TraÎncă nu există evaluări
- Design of Weirs and BarragesDocument42 paginiDesign of Weirs and BarragesDivyaSlp100% (2)
- Información de Transmisión CVT ToyotaDocument151 paginiInformación de Transmisión CVT ToyotaMauricio Exequiel Chavez93% (15)
- Writing Iap Smarten Up in Maths Age 7 8Document38 paginiWriting Iap Smarten Up in Maths Age 7 8lphoune100% (1)
- Artificial Intelligence in The GPs Office A Retrospective Study On Diagnostic AccuracyDocument13 paginiArtificial Intelligence in The GPs Office A Retrospective Study On Diagnostic Accuracymarj611582Încă nu există evaluări
- Time Series PHD ThesisDocument6 paginiTime Series PHD Thesisafcmtjcqe100% (2)
- Clone Steps RmanDocument10 paginiClone Steps RmanKishore AdikarÎncă nu există evaluări