S-ar putea să vă placă și
- MAM100 User ManualDocument23 paginiMAM100 User Manualsteve@air-innovations.co.za100% (5)
- Astm A780Document4 paginiAstm A780Zuleima ulacio100% (3)
- GM OBD II Mode 6Document14 paginiGM OBD II Mode 6Segundo BucayÎncă nu există evaluări
- E4.3.1-2-3-4-5 - PTB-4-2019 PDFDocument17 paginiE4.3.1-2-3-4-5 - PTB-4-2019 PDFEdison CasallasÎncă nu există evaluări
- Astm A 780 - A 780M-09Document4 paginiAstm A 780 - A 780M-09Ramsi AnkziÎncă nu există evaluări
- Duplex Coatings Over HDG-Researchgate ReportDocument19 paginiDuplex Coatings Over HDG-Researchgate ReportRyanÎncă nu există evaluări
- Ford ABS Plating Spec.Document7 paginiFord ABS Plating Spec.Pieter100% (2)
- CMRP Exam Question Sources Listed 14 Aug 06 (Rev 27 Sep 12)Document5 paginiCMRP Exam Question Sources Listed 14 Aug 06 (Rev 27 Sep 12)joe_pulaskiÎncă nu există evaluări
- Basic Design of AHU (General)Document64 paginiBasic Design of AHU (General)Dimyati Es100% (5)
- Manual de Servicio NaviDocument240 paginiManual de Servicio NaviJavier100% (1)
- Draft WI Touch Up Coat RBrevDocument9 paginiDraft WI Touch Up Coat RBrevramdhaniÎncă nu există evaluări
- Coating For Drilling HoleDocument4 paginiCoating For Drilling HoleramdhaniÎncă nu există evaluări
- GTL-81-01 Rev 03 Protective CoatingsDocument36 paginiGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- Examination of Welds in Furnace Process CoilsDocument2 paginiExamination of Welds in Furnace Process CoilsswatkoolÎncă nu există evaluări
- Indium5.1 Pbfree Solder Paste 97901 r8Document2 paginiIndium5.1 Pbfree Solder Paste 97901 r8Gustavo Kubo LacerdaÎncă nu există evaluări
- Painting Procedure (Repainting Flow Indicator)Document6 paginiPainting Procedure (Repainting Flow Indicator)nds setyawanÎncă nu există evaluări
- Es805-001 Rev 4 Decorative Chrome PlatingDocument7 paginiEs805-001 Rev 4 Decorative Chrome PlatingFrancisco BocanegraÎncă nu există evaluări
- DPT Report 02Document2 paginiDPT Report 02Amit Hasan100% (1)
- Repair Procedure CBR 3lpe 00Document3 paginiRepair Procedure CBR 3lpe 00Suresh KrishnanÎncă nu există evaluări
- The Dometic Corporation: Engineering Standards Materials, Processes & ProceduresDocument7 paginiThe Dometic Corporation: Engineering Standards Materials, Processes & ProceduresdmejiaÎncă nu există evaluări
- Repair Procedure - Zpi-3lpe-01Document3 paginiRepair Procedure - Zpi-3lpe-01Suresh KrishnanÎncă nu există evaluări
- Rites LTD Stainless Steel Sheet / Plate: Inspection & Test PlanDocument3 paginiRites LTD Stainless Steel Sheet / Plate: Inspection & Test Plansrisabarinath sugumarÎncă nu există evaluări
- Procedure For Painting of Structural Steel Amp Piping PDF FreeDocument10 paginiProcedure For Painting of Structural Steel Amp Piping PDF FreeBayu PutraÎncă nu există evaluări
- Section 942-BR Area Coating GIIDocument31 paginiSection 942-BR Area Coating GIIchristian gordonÎncă nu există evaluări
- 172 18012023 DPR 172 NB Opv&opv90m PT - Dru Kemhan NicoDocument7 pagini172 18012023 DPR 172 NB Opv&opv90m PT - Dru Kemhan NicoQA QCÎncă nu există evaluări
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 paginiPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCÎncă nu există evaluări
- Pengadaan Rehabilitasi Line Pipe Condensor & Fabrikasi Debris PLTU HoltekampDocument47 paginiPengadaan Rehabilitasi Line Pipe Condensor & Fabrikasi Debris PLTU HoltekampMuhammad ZakiÎncă nu există evaluări
- Coating Inspection Report: MC-A-004-MT - Site Testing of Protective CoatingsDocument4 paginiCoating Inspection Report: MC-A-004-MT - Site Testing of Protective CoatingsSiva KumarÎncă nu există evaluări
- Guidance For Propeller Blade Welding RepDocument2 paginiGuidance For Propeller Blade Welding RepBharat VermaÎncă nu există evaluări
- BARGE SPEC-signedDocument7 paginiBARGE SPEC-signedganeshcivil1984Încă nu există evaluări
- West Qurna 1 Building Upgrades & Facilities WorkDocument19 paginiWest Qurna 1 Building Upgrades & Facilities WorkNoor A QasimÎncă nu există evaluări
- Procedimiento de Tratamiento de Superficies (Surface Treatment Procedure - System 1)Document3 paginiProcedimiento de Tratamiento de Superficies (Surface Treatment Procedure - System 1)Henry GelvisÎncă nu există evaluări
- Furnace Tubes, Centrifugally CastDocument10 paginiFurnace Tubes, Centrifugally CastAleem QureshiÎncă nu există evaluări
- TS-C4Gas-COATMEX001 - Rev3 (Official)Document18 paginiTS-C4Gas-COATMEX001 - Rev3 (Official)Reynol Mejía OlmosÎncă nu există evaluări
- 1A-Acrolon 890Document2 pagini1A-Acrolon 890Stuart PhamÎncă nu există evaluări
- B587-000-06-41-PLS-03 - Rev 0Document14 paginiB587-000-06-41-PLS-03 - Rev 0SAUGAT DUTTAÎncă nu există evaluări
- Report Painting PDFDocument2 paginiReport Painting PDFEnyÎncă nu există evaluări
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 paginiCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Perspex Cell Cast Acrylic: Technical Data SheetDocument1 paginăPerspex Cell Cast Acrylic: Technical Data Sheetarun manchekarÎncă nu există evaluări
- NPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDocument33 paginiNPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDangolÎncă nu există evaluări
- Transformers (Level-1 & 2)Document45 paginiTransformers (Level-1 & 2)SAGARÎncă nu există evaluări
- Painting Cycle: Document TitleDocument8 paginiPainting Cycle: Document TitleMaffone NumerounoÎncă nu există evaluări
- MPS Sa-789 S31803 Rev0Document2 paginiMPS Sa-789 S31803 Rev0rabiprasad.iispl.comletedÎncă nu există evaluări
- Resist 78 - JotunDocument5 paginiResist 78 - JotunRaimundo Otaciano Melo FilhoÎncă nu există evaluări
- ASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Document4 paginiASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Thomas Farfan100% (2)
- Office of The Superintending Engineer (O&M) Rabs HPS, MPPGCL, Bargi Nagar, Jabalpur (M.P.) 482056Document7 paginiOffice of The Superintending Engineer (O&M) Rabs HPS, MPPGCL, Bargi Nagar, Jabalpur (M.P.) 4820564D EngineeringÎncă nu există evaluări
- Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For PaintingDocument5 paginiPreparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For PaintingSyafiq RahimÎncă nu există evaluări
- BQ PUSPEN SERI ISKANDAR - KontraktorDocument8 paginiBQ PUSPEN SERI ISKANDAR - KontraktorRYB ResourcesÎncă nu există evaluări
- Thermo Lag - 3000 SP - PDS FireproofingDocument4 paginiThermo Lag - 3000 SP - PDS FireproofingAdil KhanÎncă nu există evaluări
- INS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesDocument25 paginiINS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesenriqueÎncă nu există evaluări
- 03-09092021-DPR-003-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliDocument5 pagini03-09092021-DPR-003-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliQA QCÎncă nu există evaluări
- GRP Material DataDocument3 paginiGRP Material DataMichael SchoberÎncă nu există evaluări
- MPP & Itt - Internal Epoxy PaintDocument12 paginiMPP & Itt - Internal Epoxy PaintSiswo YuwonoÎncă nu există evaluări
- Screen & Conveyorgad, Data Sheet & Qap - SP-1326Document14 paginiScreen & Conveyorgad, Data Sheet & Qap - SP-1326ankit singlaÎncă nu există evaluări
- A780 09Document4 paginiA780 09DuongthithuydungÎncă nu există evaluări
- ###PR02-Painting Procedures Rev 2.0Document7 pagini###PR02-Painting Procedures Rev 2.0Adham GomaaÎncă nu există evaluări
- RT Procedure For CR - Rev.1Document8 paginiRT Procedure For CR - Rev.1Deepak DasÎncă nu există evaluări
- 028120-SPL-008 Protective Coating Riser Neoprene Rev. CDocument8 pagini028120-SPL-008 Protective Coating Riser Neoprene Rev. CRokan Pipeline100% (1)
- 4300-Ai-Vd-Fpx4x40000a110002 FiDocument7 pagini4300-Ai-Vd-Fpx4x40000a110002 FiMurugesh SekarÎncă nu există evaluări
- Nozzle LoadDocument14 paginiNozzle LoadOluwachidi100% (3)
- Specification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of SteelDocument3 paginiSpecification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of Steelvijay rajputÎncă nu există evaluări
- Specification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of SteelDocument3 paginiSpecification For The Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites For The Corrosion Protection of Steelvijay rajputÎncă nu există evaluări
- Longwall Mining at Shallow Depth of Cover in IndiaDe la EverandLongwall Mining at Shallow Depth of Cover in IndiaÎncă nu există evaluări
- Cek Diagonal DG2: Toshiba 1/30/2018 QC CuttingDocument1 paginăCek Diagonal DG2: Toshiba 1/30/2018 QC CuttingramdhaniÎncă nu există evaluări
- UNISEAL GALVA ZN B (New EN)Document1 paginăUNISEAL GALVA ZN B (New EN)ramdhaniÎncă nu există evaluări
- U Bolt Erico PDFDocument1 paginăU Bolt Erico PDFramdhaniÎncă nu există evaluări
- Cek Diagonal DG3: QC CuttingDocument1 paginăCek Diagonal DG3: QC CuttingramdhaniÎncă nu există evaluări
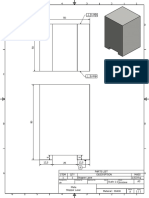
- 11/12/2018 Scale 1:1 Qty: 1: Designed by Checked by Approved by Date DateDocument1 pagină11/12/2018 Scale 1:1 Qty: 1: Designed by Checked by Approved by Date DateramdhaniÎncă nu există evaluări
- Designed by Checked by Approved by Date DateDocument1 paginăDesigned by Checked by Approved by Date DateramdhaniÎncă nu există evaluări
- 11/12/2018 Scale 1:1 Qty: 1: Designed by Checked by Approved by Date DateDocument1 pagină11/12/2018 Scale 1:1 Qty: 1: Designed by Checked by Approved by Date DateramdhaniÎncă nu există evaluări
- Toshiba 11/12/2018: Designed by Checked by Approved by Date DateDocument1 paginăToshiba 11/12/2018: Designed by Checked by Approved by Date DateramdhaniÎncă nu există evaluări
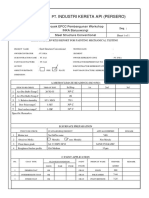
- Base Plate Calibrator-1Document1 paginăBase Plate Calibrator-1ramdhaniÎncă nu există evaluări
- UTDocument346 paginiUTramdhani100% (1)
- 1 a.PMMA Shiphandling and ManDocument373 pagini1 a.PMMA Shiphandling and ManTOtzkie Tapales Arpay100% (6)
- Applications of ChromatographyDocument11 paginiApplications of ChromatographyKallool91Încă nu există evaluări
- Productguide - Chemicals Aceites FleetriteDocument12 paginiProductguide - Chemicals Aceites FleetriteJose AlbertoÎncă nu există evaluări
- Standard Techniques of Stress Corrosion Cracking Testing - A ReviewDocument15 paginiStandard Techniques of Stress Corrosion Cracking Testing - A ReviewMarly Blanco VeraÎncă nu există evaluări
- Detailed EstimateDocument6 paginiDetailed EstimatePamela Joanne Falo AndradeÎncă nu există evaluări
- STP CivilDocument25 paginiSTP CivilRK PROJECT CONSULTANTSÎncă nu există evaluări
- Calculations of Elastic Moduli of Polymer Crystals." II. TeryleneDocument11 paginiCalculations of Elastic Moduli of Polymer Crystals." II. Teryleneapi-3733260Încă nu există evaluări
- Math Samples PDFDocument1 paginăMath Samples PDFArwin VillegasÎncă nu există evaluări
- Principles of Motion EconomyDocument39 paginiPrinciples of Motion EconomyNikhil GargÎncă nu există evaluări
- Aggregate 1Document13 paginiAggregate 1william alachanÎncă nu există evaluări
- Comparative Thermal Analysis of Fin of I.C. Engine With Extensions IJERTV6IS040377 PDFDocument8 paginiComparative Thermal Analysis of Fin of I.C. Engine With Extensions IJERTV6IS040377 PDFAhmad FaizalÎncă nu există evaluări
- Prescriptive Analytics: An Insider'S Guide: by Brandon VigliaroloDocument10 paginiPrescriptive Analytics: An Insider'S Guide: by Brandon Vigliarolomrme44Încă nu există evaluări
- Curriculum Vitae IzharDocument2 paginiCurriculum Vitae IzharIzhar Ahmed KhanÎncă nu există evaluări
- Adobe Scan Aug 19, 2022Document3 paginiAdobe Scan Aug 19, 2022neerajÎncă nu există evaluări
- GX15 #12 Console (Jenkins) PDFDocument75 paginiGX15 #12 Console (Jenkins) PDFAnonymous fiWm7O2Încă nu există evaluări
- Lower Kalinga District Engineering Office: Republic of The PhilippinesDocument1 paginăLower Kalinga District Engineering Office: Republic of The PhilippinesRheyJun Paguinto AnchetaÎncă nu există evaluări
- Home Elevator SED200 SVB200Document5 paginiHome Elevator SED200 SVB200Trung Duy TrầnÎncă nu există evaluări
- Cloudera Administrator Training Slides PDFDocument601 paginiCloudera Administrator Training Slides PDFeabernsteinÎncă nu există evaluări
- QED Chapter 11Document99 paginiQED Chapter 11Andrew HucekÎncă nu există evaluări
- THHN TC FuerzaDocument2 paginiTHHN TC Fuerzajuan pablo castro gallegoÎncă nu există evaluări
- So5000334g01 R00Document5 paginiSo5000334g01 R00carlosoriÎncă nu există evaluări
- 84D8CDocument17 pagini84D8CDWNLD USRML100% (1)
- Project Report: Digital Logic DesignsDocument17 paginiProject Report: Digital Logic DesignsSiddique FarooqÎncă nu există evaluări
- CQ BalancingDocument4 paginiCQ Balancingapi-218999959Încă nu există evaluări
- Java - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Document27 paginiJava - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Karan TrehanÎncă nu există evaluări