S-ar putea să vă placă și
- Analyse du contenu vidéo: Libérer des informations grâce aux données visuellesDe la EverandAnalyse du contenu vidéo: Libérer des informations grâce aux données visuellesÎncă nu există evaluări
- B7 Document DT 75 Rev JDDDocument10 paginiB7 Document DT 75 Rev JDDAMIROCHEÎncă nu există evaluări
- Formation ASME VIII Comparaison CODAPDocument1 paginăFormation ASME VIII Comparaison CODAPAmine FeraounÎncă nu există evaluări
- MODEL de Suivi Journalier de MaintenanceDocument4.627 paginiMODEL de Suivi Journalier de MaintenanceSAMI BERNOUSSIÎncă nu există evaluări
- Noeud de Papillon - IncendieDocument2 paginiNoeud de Papillon - IncendieWassim Mansour100% (1)
- Ped Guidelines FRDocument258 paginiPed Guidelines FRarsaoftÎncă nu există evaluări
- Fiches D'inspection Camions ChantierDocument8 paginiFiches D'inspection Camions Chantierlucas ikangalatÎncă nu există evaluări
- Rapport CommunicationDocument4 paginiRapport Communicationkaidi chaimaaÎncă nu există evaluări
- PCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéDocument13 paginiPCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéomarÎncă nu există evaluări
- Guide de L ASN 8Document68 paginiGuide de L ASN 8gasolineandoilÎncă nu există evaluări
- Rapport Sur Une Visite Avant Épreuve VisuelDocument2 paginiRapport Sur Une Visite Avant Épreuve Visuelماهر زارعيÎncă nu există evaluări
- Détermination de La Vitesse de Corrosion Des Circuits de Refroidissement Et L'instauration Des Cartes de Contrôle de La StationDocument57 paginiDétermination de La Vitesse de Corrosion Des Circuits de Refroidissement Et L'instauration Des Cartes de Contrôle de La StationHossin ZianiÎncă nu există evaluări
- Liste Des Équipements de Controle-FRDocument3 paginiListe Des Équipements de Controle-FRSalah JallaliÎncă nu există evaluări
- 05 - HazopDocument29 pagini05 - Hazopkhadija ilhamÎncă nu există evaluări
- Algas Torrexx French 1016Document4 paginiAlgas Torrexx French 1016Aniss HaniouiÎncă nu există evaluări
- Tec FRDocument16 paginiTec FRMilou SalimÎncă nu există evaluări
- Groupe ElectrodesDocument55 paginiGroupe Electrodesbey100% (1)
- Flexibles Et Raccords Ni FC v2Document54 paginiFlexibles Et Raccords Ni FC v2Mamadou DiaÎncă nu există evaluări
- Morghad H BDocument52 paginiMorghad H BHAMZA BENÎncă nu există evaluări
- ManutentionDocument11 paginiManutentionTarek BaoucheÎncă nu există evaluări
- Guide AQUAP de Classification Des Modifications Ou Prépation Des Équipements Sous Pression Soumis À La Réglementation FrancaiseDocument15 paginiGuide AQUAP de Classification Des Modifications Ou Prépation Des Équipements Sous Pression Soumis À La Réglementation Francaisenaoufel1706100% (1)
- Reglementation Des APGDocument11 paginiReglementation Des APGkorichi100% (1)
- Document D'audit de Conformité Reglementaire 18 - 09 - 2012Document32 paginiDocument D'audit de Conformité Reglementaire 18 - 09 - 2012walidÎncă nu există evaluări
- Formation ASME VIII Comparaison CODAP PDFDocument1 paginăFormation ASME VIII Comparaison CODAP PDFAmine FeraounÎncă nu există evaluări
- GLPFDocument48 paginiGLPFSalah Jallali100% (1)
- Equivalence Classes de PressionDocument1 paginăEquivalence Classes de PressionALP69100% (2)
- Hydrotest Snamprogetti Spec Page11Document6 paginiHydrotest Snamprogetti Spec Page11Mohamed OmarÎncă nu există evaluări
- Hydrocarbures Liquides.: Métal en Feuille Obtenu Par Laminage AvecDocument15 paginiHydrocarbures Liquides.: Métal en Feuille Obtenu Par Laminage Aveckhenfer mohamedÎncă nu există evaluări
- Manuel de Securite - DraftDocument19 paginiManuel de Securite - Draftismailov25100% (1)
- DT 75 - 2017 Juin Rev3 FRDocument120 paginiDT 75 - 2017 Juin Rev3 FRChristophe VÎncă nu există evaluări
- Catalogue General Sofranel 525Document24 paginiCatalogue General Sofranel 525Veintidós MarzoÎncă nu există evaluări
- IncertitudesDocument24 paginiIncertitudesIbtihel AmaraÎncă nu există evaluări
- Grille D'audit Programme Chute Et GlissadesDocument2 paginiGrille D'audit Programme Chute Et GlissadeshamdibouhajarÎncă nu există evaluări
- Rapport HazopDocument48 paginiRapport HazopMohamed Omar100% (1)
- Catalogue Boyer 2015-PDF-compressedDocument88 paginiCatalogue Boyer 2015-PDF-compressedMichelle DrakeÎncă nu există evaluări
- Calcul Fond GRC CodapDocument4 paginiCalcul Fond GRC CodapHarambe HarambeÎncă nu există evaluări
- Bonnes Pratiques Pour L'élaboration D'un Référentiel D'exigences (Spécifications Extrèmes)Document20 paginiBonnes Pratiques Pour L'élaboration D'un Référentiel D'exigences (Spécifications Extrèmes)rkscribdÎncă nu există evaluări
- Fiche Cadenassage ViergeDocument2 paginiFiche Cadenassage ViergeSalahAaribouÎncă nu există evaluări
- Formation Techniques Et Outils de Mesure Du TravailDocument143 paginiFormation Techniques Et Outils de Mesure Du TravailLouafi Youssef100% (1)
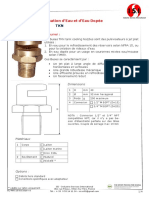
- Buse TKN-FT-v3Document4 paginiBuse TKN-FT-v3Mamy Tiana RazafimahefaÎncă nu există evaluări
- Heat Exchanger Inspection FRDocument2 paginiHeat Exchanger Inspection FRKali AbdennourÎncă nu există evaluări
- ATHOS - PETITJEAN - Rapport D'inspection Usine Et Expédidion - Affaire ADC-compressedDocument51 paginiATHOS - PETITJEAN - Rapport D'inspection Usine Et Expédidion - Affaire ADC-compresseddupain papitoÎncă nu există evaluări
- Uniclima Note Reglementation ESPDocument13 paginiUniclima Note Reglementation ESPeric_leysens9093Încă nu există evaluări
- Instruction #08 Relative À La Mise en Place Du Certificat HANDOVER Des Puits Octobre 2017Document2 paginiInstruction #08 Relative À La Mise en Place Du Certificat HANDOVER Des Puits Octobre 2017Ahmed Chahine100% (1)
- Catalogue Tuyauterie Devauze2005Document16 paginiCatalogue Tuyauterie Devauze2005aamenaÎncă nu există evaluări
- TDI Passage Synthese 2014 V1Document7 paginiTDI Passage Synthese 2014 V1Fa KhirÎncă nu există evaluări
- Arrêté 8 Janvier 1952 Liquides Particuliérement InflammablesDocument2 paginiArrêté 8 Janvier 1952 Liquides Particuliérement InflammablesAbderrahmaneNajidÎncă nu există evaluări
- Risques StockageDocument31 paginiRisques StockageBEN SAADA SALAH-EDDINEÎncă nu există evaluări
- STANDAR GCER Systemes de Tuyauteries de Grands Diametres PDFDocument18 paginiSTANDAR GCER Systemes de Tuyauteries de Grands Diametres PDFayoub100% (1)
- Exemple Calcul Epaisseur PipeDocument2 paginiExemple Calcul Epaisseur PipeAB BECH100% (1)
- Maîtrise Des Risques Liés Aux PipelinesDocument10 paginiMaîtrise Des Risques Liés Aux PipelinesSana100% (2)
- Check List Des InspectionsDocument7 paginiCheck List Des InspectionsChawki ZerroukiÎncă nu există evaluări
- Descriptif Codap 2010Document15 paginiDescriptif Codap 2010Basile KsÎncă nu există evaluări
- Introduction A La SecuriteDocument24 paginiIntroduction A La Securitegrjck25dw6Încă nu există evaluări
- NF en 10-50Document32 paginiNF en 10-50fabrice.gourguesÎncă nu există evaluări
- Pizzato Elettrica (2015) - Introduction À La SécuritéDocument22 paginiPizzato Elettrica (2015) - Introduction À La SécuritéGeorges KouroussisÎncă nu există evaluări
- Chaitre II .Techniques Utilisées en MaintenanceDocument18 paginiChaitre II .Techniques Utilisées en MaintenancezachazetÎncă nu există evaluări
- Chaitre II .Techniques Utilisées en Maintenance ElectromecaniqueDocument14 paginiChaitre II .Techniques Utilisées en Maintenance ElectromecaniqueYasser YasserÎncă nu există evaluări
- Interlocking Systems ChoiseDocument25 paginiInterlocking Systems Choiseoukassou.mohamed10Încă nu există evaluări
- Securite MachinesDocument20 paginiSecurite MachinesRastoulÎncă nu există evaluări
- Compteur Horaire Cat 140KDocument8 paginiCompteur Horaire Cat 140KParc ElyesÎncă nu există evaluări
- Rapport Intervention ViergeDocument2 paginiRapport Intervention ViergeParc ElyesÎncă nu există evaluări
- Résistance Mécanique Des Vis: Essai de TractionDocument6 paginiRésistance Mécanique Des Vis: Essai de TractionParc ElyesÎncă nu există evaluări
- Modèle PFADocument12 paginiModèle PFAParc ElyesÎncă nu există evaluări
- Pfe-Pfa 3gem 2019-2020 V050520Document15 paginiPfe-Pfa 3gem 2019-2020 V050520Parc ElyesÎncă nu există evaluări
- Cours Usinage CNC 2019 PDFDocument35 paginiCours Usinage CNC 2019 PDFParc Elyes67% (3)
- Tableau de Bord Gestion Parc AutomobileDocument19 paginiTableau de Bord Gestion Parc AutomobileParc ElyesÎncă nu există evaluări
- Syst M Esther Mi Ques Industrie LsDocument192 paginiSyst M Esther Mi Ques Industrie LsParc ElyesÎncă nu există evaluări
- UntitledDocument2 paginiUntitledParc ElyesÎncă nu există evaluări
- UntitledDocument5 paginiUntitledParc Elyes100% (1)
- Technologie Des Chaines de Production Et GPDocument94 paginiTechnologie Des Chaines de Production Et GPParc Elyes100% (2)
- Support de TP GMAODocument31 paginiSupport de TP GMAOParc Elyes0% (1)
- ZF Error CodesDocument58 paginiZF Error CodesParc Elyes100% (2)
- Examen Semestriel Technologie Des Chde Prod UAS 3EM Janv 2018Document11 paginiExamen Semestriel Technologie Des Chde Prod UAS 3EM Janv 2018Parc ElyesÎncă nu există evaluări
- Document 1Document1 paginăDocument 1Ali HamedounÎncă nu există evaluări
- Comment Changer: Roulement de Roue Arrière Sur - Guide de RemplacementDocument11 paginiComment Changer: Roulement de Roue Arrière Sur - Guide de RemplacementFrancis BoulnoisÎncă nu există evaluări
- 2ASDocument3 pagini2ASSinaa KristineÎncă nu există evaluări
- 02 CirculationDocument29 pagini02 Circulationsoufien benmabroukÎncă nu există evaluări
- Journal Le Courrrier D Algerie Du 09.01.2014Document23 paginiJournal Le Courrrier D Algerie Du 09.01.2014Hasni ChabÎncă nu există evaluări
- Lexique Automobile 2Document4 paginiLexique Automobile 2Ramona StroieÎncă nu există evaluări
- Rapport OussamaDocument111 paginiRapport OussamaOussama BelaidÎncă nu există evaluări
- Brebion Jean Philippe - BioanalogieDocument60 paginiBrebion Jean Philippe - Bioanalogiejean-loïc50% (2)
- 595 Enquetes-Energetique Cadrage No 11Document8 pagini595 Enquetes-Energetique Cadrage No 11amineÎncă nu există evaluări
- Pfe - Smart - Car (2) (Récupération Automatique) - 2Document42 paginiPfe - Smart - Car (2) (Récupération Automatique) - 2Anas EdkiouakÎncă nu există evaluări
- Rapport Mobilite UrbainetunisDocument94 paginiRapport Mobilite UrbainetunischaradiÎncă nu există evaluări
- Référentiel Activités Compétences Evaluation TPECSRDocument118 paginiRéférentiel Activités Compétences Evaluation TPECSRsoso.vascoÎncă nu există evaluări
- Realisation D'un Systeme D'ala - ELHADJ Fatimetou - 3113Document54 paginiRealisation D'un Systeme D'ala - ELHADJ Fatimetou - 3113palivinul100% (2)
- Demande Permis Eleve OCVDocument2 paginiDemande Permis Eleve OCVOliver EgloffÎncă nu există evaluări
- Le Logo de ToyotaDocument4 paginiLe Logo de ToyotaWahab HananiÎncă nu există evaluări
- Cote DivoireDocument5 paginiCote DivoireyannÎncă nu există evaluări
- 2022 Hyundai Venue FRDocument12 pagini2022 Hyundai Venue FRAïssatou GOUANEÎncă nu există evaluări
- Contrat - Vente VoitureDocument3 paginiContrat - Vente Voitureteo75% (4)
- N°313 Gazoline Aout 2023Document132 paginiN°313 Gazoline Aout 2023françois MondiÎncă nu există evaluări
- Memoire de Recherche AppliqueeDocument55 paginiMemoire de Recherche AppliqueeSidmou MerzougueÎncă nu există evaluări
- SWOT MclarenDocument3 paginiSWOT Mclarencapucine.vlq54Încă nu există evaluări
- Cours de Routes USTEDocument49 paginiCours de Routes USTEJude NgassamÎncă nu există evaluări
- Voitures Connectées: Praveen Kollaikal, Sridevi Ravuri, Eddie RuvinskyDocument21 paginiVoitures Connectées: Praveen Kollaikal, Sridevi Ravuri, Eddie RuvinskyEl Mehdi BargamÎncă nu există evaluări
- Dossier - Student Challenge - 2Document13 paginiDossier - Student Challenge - 2novocaine67Încă nu există evaluări
- Le Consumérisme Menace Ou OpportunitéDocument5 paginiLe Consumérisme Menace Ou OpportunitéOuarda TahirÎncă nu există evaluări
- Guide Verification Mecanique PDFDocument152 paginiGuide Verification Mecanique PDFcyril ebangoÎncă nu există evaluări
- Cours 01 - Etude Des SystèmesDocument19 paginiCours 01 - Etude Des SystèmesBram's U YafelmanÎncă nu există evaluări
- Chap1 Les Travaux de VoiriesDocument16 paginiChap1 Les Travaux de Voiriesfructenn championÎncă nu există evaluări
- Secteur Des Transports TOGODocument42 paginiSecteur Des Transports TOGODermane TadjudiniÎncă nu există evaluări
- Agc DeifDocument145 paginiAgc DeifDerouich2019Încă nu există evaluări