S-ar putea să vă placă și
- Ficha Técnica ASME API 1104 Soldadura de Oleoductos Gasoductos y Otras TuberíasDocument4 paginiFicha Técnica ASME API 1104 Soldadura de Oleoductos Gasoductos y Otras TuberíasTati CamposÎncă nu există evaluări
- Curso API 1104Document2 paginiCurso API 1104Jaime CandelejoÎncă nu există evaluări
- Ficha Técnica ASME Interpretación y Uso de La Norma API 1104 GP037Document4 paginiFicha Técnica ASME Interpretación y Uso de La Norma API 1104 GP037ing.santiagogrshÎncă nu există evaluări
- Enginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFDocument3 paginiEnginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFjhon jairoÎncă nu există evaluări
- Enginzone-ASME - Interpretación y Uso de La Norma API 1104Document3 paginiEnginzone-ASME - Interpretación y Uso de La Norma API 1104ArmandoZacariasAcostaÎncă nu există evaluări
- Asme-Aws-ApiDocument43 paginiAsme-Aws-ApiCarlos Antonio Jimenez MoralesÎncă nu există evaluări
- Asme - Código Asme b31.3 - Ciro Parente - 2015Document3 paginiAsme - Código Asme b31.3 - Ciro Parente - 2015Sthefanny Salazar MuñozÎncă nu există evaluări
- Interpretación-de-la-norma-API 1104 PDFDocument2 paginiInterpretación-de-la-norma-API 1104 PDFroysagemÎncă nu există evaluări
- Capacitacion de Soldadorespara Calificacion y Homologacion PDFDocument114 paginiCapacitacion de Soldadorespara Calificacion y Homologacion PDFmanuel floresÎncă nu există evaluări
- Soldadura Formato WPS, WPQ y PQRDocument3 paginiSoldadura Formato WPS, WPQ y PQRRonnie LoboÎncă nu există evaluări
- Calificación de Procedimientos de Soldadura 0.2Document14 paginiCalificación de Procedimientos de Soldadura 0.2Diego Benavides MartínezÎncă nu există evaluări
- Estandares de SoldaduraDocument4 paginiEstandares de Soldaduraheartblack7Încă nu există evaluări
- Calificacion U Homologacion para SoldaduDocument114 paginiCalificacion U Homologacion para SoldaduAndres GarcíaÎncă nu există evaluări
- Msud Mstd-410 ManualDocument189 paginiMsud Mstd-410 Manualjose.A ApazaÎncă nu există evaluări
- Msed Msed-422 ManualDocument149 paginiMsed Msed-422 ManualCristian FusterÎncă nu există evaluări
- ASME Secc IXDocument95 paginiASME Secc IXLuis LozadaÎncă nu există evaluări
- Calificacion de SoldadoresDocument55 paginiCalificacion de SoldadoresAndrés CalvoÎncă nu există evaluări
- 02.ductos Api-1104Document120 pagini02.ductos Api-1104Paul Miranda GuzmanÎncă nu există evaluări
- 02.ductos Api-1104 PDFDocument125 pagini02.ductos Api-1104 PDFNayith Rafael Morales RuaÎncă nu există evaluări
- Clasificación de Procedimientos de Soldadura y SoldadoresDocument5 paginiClasificación de Procedimientos de Soldadura y SoldadoresGabriel CarmonaÎncă nu există evaluări
- Especializacià N en Inspeccià N de Soldadura - Comodoro RivadaviaDocument9 paginiEspecializacià N en Inspeccià N de Soldadura - Comodoro RivadaviaAlberto LobonesÎncă nu există evaluări
- Definición de WPS PQR y WPQDocument3 paginiDefinición de WPS PQR y WPQIvan PiandaÎncă nu există evaluări
- NormalizaciónDocument8 paginiNormalizaciónYeimy Katherine CasallasÎncă nu există evaluări
- Calificacion U Homologacion para SoldaduraDocument34 paginiCalificacion U Homologacion para SoldaduraLG Milton Luis0% (1)
- Capítulo 11 - Aplicacion de Estandares de SoldaduraDocument8 paginiCapítulo 11 - Aplicacion de Estandares de SoldaduraRojo FelixÎncă nu există evaluări
- Curso de EL Porque y Como de La Calificación y Los Procedimientos de Soldadura (COMINSA)Document65 paginiCurso de EL Porque y Como de La Calificación y Los Procedimientos de Soldadura (COMINSA)oscarÎncă nu există evaluări
- Informe y Fortalezas Obtenidas en SoldaduraDocument10 paginiInforme y Fortalezas Obtenidas en SoldaduraRonal Calsina AlvarezÎncă nu există evaluări
- Tema 36.codigos de DiseñoDocument23 paginiTema 36.codigos de DiseñomanuelÎncă nu există evaluări
- Inti CursoDocument2 paginiInti CursoNelson AzinÎncă nu există evaluări
- Normas y Códigos de SoldaduraDocument152 paginiNormas y Códigos de SoldaduraAmanda CC100% (1)
- ASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFDocument2 paginiASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFYadir SánchezÎncă nu există evaluări
- 02.DUCTOS API-1104aDocument90 pagini02.DUCTOS API-1104aAlberto CaveroÎncă nu există evaluări
- Aws SoldadoresDocument8 paginiAws SoldadoresanabelguadalupeÎncă nu există evaluări
- Calificación de Procedimientos de Soldadura. (PQR)Document2 paginiCalificación de Procedimientos de Soldadura. (PQR)josue lopez100% (1)
- Calificación de Procedimientos de SoldaduraDocument4 paginiCalificación de Procedimientos de SoldaduraDiego Benavides MartínezÎncă nu există evaluări
- Apunte Clase Normas y La Soldadura - UNAHURDocument57 paginiApunte Clase Normas y La Soldadura - UNAHURFrancisco Meda GomezÎncă nu există evaluări
- API 1104 Con Edición 2013Document33 paginiAPI 1104 Con Edición 2013Charly994Încă nu există evaluări
- ASME B31.4 Tuberías de Transporte de Hidrocarburos Líquidos y Otros LíquidosDocument2 paginiASME B31.4 Tuberías de Transporte de Hidrocarburos Líquidos y Otros LíquidosIsmary Rosales ValeroÎncă nu există evaluări
- ASME - Código ASME B31.3 - Diseño y Fabricación de Tuberías de Proceso de Refinerías y Plantas QuímicasDocument4 paginiASME - Código ASME B31.3 - Diseño y Fabricación de Tuberías de Proceso de Refinerías y Plantas QuímicasCarlos ArturoÎncă nu există evaluări
- PQSDocument3 paginiPQSAndres Cuichan50% (2)
- Materia de SoldaduraDocument48 paginiMateria de SoldaduraDanny Narvaez YaguanaÎncă nu există evaluări
- 01-Procedimiento Soldadura en Tuberia Rev. 0Document9 pagini01-Procedimiento Soldadura en Tuberia Rev. 0Hector Arguelles QuintanaÎncă nu există evaluări
- Calificacion de Soldadores Segun AWSDocument42 paginiCalificacion de Soldadores Segun AWSanabelguadalupe100% (2)
- Homologación de Soldadores-Fundamentos PDFDocument114 paginiHomologación de Soldadores-Fundamentos PDFcentaury20130% (1)
- Presentación Soldadura Junio 2009 Modulo 2Document11 paginiPresentación Soldadura Junio 2009 Modulo 2Anonymous hP6ab2D1ppÎncă nu există evaluări
- Norma Api 1104Document3 paginiNorma Api 1104julia camara manuelÎncă nu există evaluări
- Procedimiento de Inspección Visual de SoldaduraDocument9 paginiProcedimiento de Inspección Visual de SoldaduraBrayan Oscar Pacora Juro100% (3)
- Api 1104Document46 paginiApi 1104ramefÎncă nu există evaluări
- Calificacion de SoldadoresDocument4 paginiCalificacion de SoldadoresRodrigoÎncă nu există evaluări
- Entrenamiento Supervisores de SoldaduraDocument55 paginiEntrenamiento Supervisores de SoldaduraLuis LugoÎncă nu există evaluări
- Calificacion de SoldadoresDocument28 paginiCalificacion de SoldadoresDanny Astete Menes100% (1)
- Introduccion API Asme AwsDocument35 paginiIntroduccion API Asme AwssebasttiancÎncă nu există evaluări
- ASME Secciónj IX Cap1Document107 paginiASME Secciónj IX Cap1Jorge Navas VargasÎncă nu există evaluări
- 1 Calificación y Desempeño de Soldadores Rev04Document6 pagini1 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezÎncă nu există evaluări
- Topico 4slideDocument58 paginiTopico 4slidemanuel.llerena.2089Încă nu există evaluări
- Qué Significa WPSDocument6 paginiQué Significa WPSvictor garrido robledoÎncă nu există evaluări
- Unidad 4 Soldadura DuctosDocument202 paginiUnidad 4 Soldadura DuctosENITH GANDARA ROMERO100% (1)
- Codigo de Soldadura D1.1-Alarcon MozaDocument24 paginiCodigo de Soldadura D1.1-Alarcon MozaanabelguadalupeÎncă nu există evaluări
- Soldadura MAG de chapas de acero al carbono. FMEC0210De la EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Încă nu există evaluări
- Calzado 1 8 PDFDocument22 paginiCalzado 1 8 PDFddmb2008Încă nu există evaluări
- R.D 613-2021Document3 paginiR.D 613-2021ddmb2008Încă nu există evaluări
- Calculo Ladrillos y MásDocument1 paginăCalculo Ladrillos y Másddmb2008Încă nu există evaluări
- Plazas Ept 2021Document1 paginăPlazas Ept 2021ddmb2008Încă nu există evaluări
- Manual de Interpretación de Planos en SoldaduraDocument103 paginiManual de Interpretación de Planos en Soldaduraddmb2008Încă nu există evaluări
- Contrato 143 4a0c4964d5Document5 paginiContrato 143 4a0c4964d5ddmb2008Încă nu există evaluări
- Ficha Tecnica Montaje Industrial PDFDocument124 paginiFicha Tecnica Montaje Industrial PDFLeyvy Jeannette Mina ZapataÎncă nu există evaluări
- Soldadura Por Arco Electrico Con Electrodo de Tunsteno y GasDocument5 paginiSoldadura Por Arco Electrico Con Electrodo de Tunsteno y Gasddmb2008Încă nu există evaluări
- NTP 495Document11 paginiNTP 495Zaphan ZaphanÎncă nu există evaluări
- Teleducha Con ValvulaDocument14 paginiTeleducha Con Valvuladdmb2008Încă nu există evaluări
- Teleducha Con MezladorDocument23 paginiTeleducha Con Mezladorddmb2008Încă nu există evaluări
- Lavado de Manos TripticoDocument1 paginăLavado de Manos TripticoMoni Morales67% (3)
- Anexo 22 Procedimiento OxicorteDocument10 paginiAnexo 22 Procedimiento OxicorteFrancisca Ignacia Montt SubercaseauxÎncă nu există evaluări
- Anexo 4Document1 paginăAnexo 4ddmb2008Încă nu există evaluări
- Curso SST U1 - ManualDocument25 paginiCurso SST U1 - ManualFernando Jorge Gomez SulcaÎncă nu există evaluări
- Enviando Un MensajeDocument4 paginiEnviando Un MensajePedroPlanasSilvaÎncă nu există evaluări
- Dialnet EjerciciosParaElMejoramientoDeLaResistenciaEspecia 4213405Document7 paginiDialnet EjerciciosParaElMejoramientoDeLaResistenciaEspecia 4213405ddmb2008Încă nu există evaluări
- Manual U4aDocument27 paginiManual U4addmb2008Încă nu există evaluări
- Silabo Mat. Industriales 2012Document5 paginiSilabo Mat. Industriales 2012ddmb2008Încă nu există evaluări
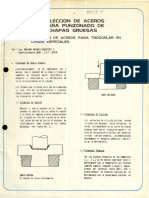
- Seleccion de Aceros para Punzonado de Chapas GruesDocument6 paginiSeleccion de Aceros para Punzonado de Chapas Gruesddmb2008Încă nu există evaluări
- Manual QA 1. Clve. 1402Document87 paginiManual QA 1. Clve. 1402samo4567% (3)
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocument1 paginăWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Încă nu există evaluări
- Manual U2aDocument43 paginiManual U2addmb2008Încă nu există evaluări
- Plan Calendario de La Asignatura (P-1) CRD Disciplina: Procesos Tecnológicos I Departamento: MecánicaDocument3 paginiPlan Calendario de La Asignatura (P-1) CRD Disciplina: Procesos Tecnológicos I Departamento: Mecánicaddmb2008Încă nu există evaluări
- Ficha Tecnica Montaje Industrial PDFDocument124 paginiFicha Tecnica Montaje Industrial PDFLeyvy Jeannette Mina ZapataÎncă nu există evaluări
- 2077 Bronces y LatonesDocument22 pagini2077 Bronces y LatonesFabian Marcelo Cardenas HerreraÎncă nu există evaluări
- El Precalentamiento en SoldaduraDocument24 paginiEl Precalentamiento en Soldaduraddmb2008Încă nu există evaluări
- DCBMPDocument37 paginiDCBMPddmb2008Încă nu există evaluări
- Introduccion A La Calidad Total Ii - ManualDocument61 paginiIntroduccion A La Calidad Total Ii - ManualJesus Polo Fernandez100% (1)
- Trabajo Final Ingri 2Document28 paginiTrabajo Final Ingri 2SailethÎncă nu există evaluări
- 3B SecDocument2 pagini3B Secjose santosÎncă nu există evaluări
- Arte y MueblesDocument23 paginiArte y MueblesjosfdzlevyÎncă nu există evaluări
- Griego Antiguo - Wikipedia, La Enciclopedia LibreDocument69 paginiGriego Antiguo - Wikipedia, La Enciclopedia LibreSD SucreditoÎncă nu există evaluări
- 2 Valoración de La Prueba PericialDocument16 pagini2 Valoración de La Prueba PericialMonica SteffanyÎncă nu există evaluări
- Actividad3.1 DiagnosticoDocument6 paginiActividad3.1 DiagnosticoKevin RoblesÎncă nu există evaluări
- Yance Tuero - IdfDocument13 paginiYance Tuero - IdfFred ValerianoÎncă nu există evaluări
- Sesion 5º INTERROGATIVOSDocument2 paginiSesion 5º INTERROGATIVOShenrry75% (4)
- Las Colecciones de Objetos Workbooks y WorksheetsDocument3 paginiLas Colecciones de Objetos Workbooks y Worksheetsjose guevaraÎncă nu există evaluări
- Divorcio NethzaDocument5 paginiDivorcio Nethzamarco malaveÎncă nu există evaluări
- Elementos de ResorteDocument21 paginiElementos de ResorteDaniel Rodriguez0% (1)
- Facultad de Ciencias de La Salud: "Año Del Fortalecimiento de La Soberanía Nacional"Document16 paginiFacultad de Ciencias de La Salud: "Año Del Fortalecimiento de La Soberanía Nacional"Corayma Kayssuri ZapataÎncă nu există evaluări
- 8.3 ContabilidadDocument4 pagini8.3 Contabilidadgenesis fernandezÎncă nu există evaluări
- Leyes de Cuantificacion No UniformeDocument3 paginiLeyes de Cuantificacion No UniformeMarco Pompeyo MontielÎncă nu există evaluări
- E.04 - A02 Niveles Minimos de Iluminación Segun DS 594Document2 paginiE.04 - A02 Niveles Minimos de Iluminación Segun DS 594Ronald Silva RodriguezÎncă nu există evaluări
- Osteología de La Alpaca Adulta (Atlas)Document63 paginiOsteología de La Alpaca Adulta (Atlas)rocky71% (14)
- ¿Qué Es La ElectrónicaDocument4 pagini¿Qué Es La ElectrónicaTotoÎncă nu există evaluări
- 02 Aplicar Recursividad (Induccion Matematica y Recursion) PDFDocument4 pagini02 Aplicar Recursividad (Induccion Matematica y Recursion) PDF:v jejejejejeÎncă nu există evaluări
- Lista de Cotejo NOM-253Document4 paginiLista de Cotejo NOM-253Mary Sobrado ÜÎncă nu există evaluări
- CharnayDocument13 paginiCharnayMaira Robledo0% (1)
- PDFDocument224 paginiPDFsuagamÎncă nu există evaluări
- Guia Parcial Caulculo en Una VariableDocument2 paginiGuia Parcial Caulculo en Una VariableFacundoÎncă nu există evaluări
- 2-Cartilla de Ejercicios Condicionales - Informatica 1 - Elecctronica - UTN - FRSNDocument2 pagini2-Cartilla de Ejercicios Condicionales - Informatica 1 - Elecctronica - UTN - FRSNkamote_fritoÎncă nu există evaluări
- 1 LPM Sec MatematicasDocument1 pagină1 LPM Sec Matematicasaime samara muñoz hernandezÎncă nu există evaluări
- Technogrid ContrapesoDocument4 paginiTechnogrid ContrapesoJOSE HUAMANIÎncă nu există evaluări
- SESION DE MAT DENTRO Y FUERA de AbrilDocument9 paginiSESION DE MAT DENTRO Y FUERA de AbrilLuisG.SaraviaÎncă nu există evaluări
- Mapa Conceptual Economia Informal MarymerDocument1 paginăMapa Conceptual Economia Informal Marymeredy lorena muñozÎncă nu există evaluări
- No Contristéis Al Espíritu SantoDocument5 paginiNo Contristéis Al Espíritu SantoAlexander Junior Pocomucha VasquezÎncă nu există evaluări
- Encofrados Deslizantes-InformeDocument29 paginiEncofrados Deslizantes-InformeElvis Edgar Vera Regalado67% (3)
- Matriz PQRSFDocument6 paginiMatriz PQRSFDIEGO JHOAN ARAQUE ROZOÎncă nu există evaluări