S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Oertel - Extracts From The Jāiminīya-Brāhma A and Upanishad-Brāhma A, Parallel To Passages of TheDocument20 paginiOertel - Extracts From The Jāiminīya-Brāhma A and Upanishad-Brāhma A, Parallel To Passages of Thespongebob2812Încă nu există evaluări
- Material Safety Data Sheet: KOMATSU Supercoolant AF-NAC (50/50 Pre-Diluted)Document5 paginiMaterial Safety Data Sheet: KOMATSU Supercoolant AF-NAC (50/50 Pre-Diluted)Thais Roberta CamposÎncă nu există evaluări
- Igc 3 Practical NeboshDocument20 paginiIgc 3 Practical NeboshAbdelkader FattoucheÎncă nu există evaluări
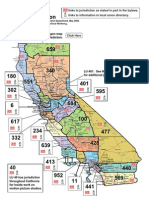
- CA InsideDocument1 paginăCA InsideariasnomercyÎncă nu există evaluări
- EI6704: UNIT 5 NotesDocument19 paginiEI6704: UNIT 5 NotesMadhu MithaÎncă nu există evaluări
- BHS Inggris 2021Document6 paginiBHS Inggris 2021Muhammad FirmanÎncă nu există evaluări
- Dynamic-Light-Scattering - MDLDocument5 paginiDynamic-Light-Scattering - MDLJose Daniel Izquierdo MorenoÎncă nu există evaluări
- Sander Protein SkimmersDocument18 paginiSander Protein Skimmerslleimicojon100% (1)
- Purgatory and The AbsoluteDocument18 paginiPurgatory and The AbsoluteCarla MissionaÎncă nu există evaluări
- 2020 Landfill Capacity Calculation Work SheetDocument4 pagini2020 Landfill Capacity Calculation Work SheetLYÎncă nu există evaluări
- Gmail - Welcome To Clarion Crossing!Document4 paginiGmail - Welcome To Clarion Crossing!sagarnr gowdaÎncă nu există evaluări
- Manual For Noncommissioned Officers and Privates of Infantry of The Army of The United StatesDocument250 paginiManual For Noncommissioned Officers and Privates of Infantry of The Army of The United StatesGutenberg.org100% (1)
- Study Antimicrobial Activity of Lemon (Citrus Lemon L.) Peel ExtractDocument5 paginiStudy Antimicrobial Activity of Lemon (Citrus Lemon L.) Peel ExtractLoredana Veronica ZalischiÎncă nu există evaluări
- Buffers Notes1Document3 paginiBuffers Notes1Lara MonevaÎncă nu există evaluări
- Academic Program Required Recommended Academic Program Required RecommendedDocument1 paginăAcademic Program Required Recommended Academic Program Required Recommendedonur scribdÎncă nu există evaluări
- DRS Rev.0 GTP-TR1!01!002 Condensate RecyclingDocument4 paginiDRS Rev.0 GTP-TR1!01!002 Condensate RecyclingBalasubramanianÎncă nu există evaluări
- 16950Document16 pagini16950uddinnadeemÎncă nu există evaluări
- Katalog - Rexroth - Bosch - 2016Document76 paginiKatalog - Rexroth - Bosch - 2016sava88Încă nu există evaluări
- Cracked Tooth Syndrome. Part 1 Aetiology and DiagnosisDocument17 paginiCracked Tooth Syndrome. Part 1 Aetiology and Diagnosisfloressam2000Încă nu există evaluări
- Production System: BY: Mallick MD Fahad Roll No. 16Document36 paginiProduction System: BY: Mallick MD Fahad Roll No. 16Fahad SailorÎncă nu există evaluări
- Augustine's Confessions - Philosophy in AutobiographyDocument241 paginiAugustine's Confessions - Philosophy in AutobiographyAlfonso Flórez100% (2)
- MalachiteDocument2 paginiMalachiteAkhil KumarÎncă nu există evaluări
- 2014-2015+M70 Retro+Manual+Document93 pagini2014-2015+M70 Retro+Manual+Bass is heavyÎncă nu există evaluări
- History of Costa RicaDocument2 paginiHistory of Costa Ricakrishnan MishraÎncă nu există evaluări
- Chapter 4: Palm Oil and Oleochemical Industries.: Presented By: Lovelyna Eva Nur Aniqah Siti MaryamDocument15 paginiChapter 4: Palm Oil and Oleochemical Industries.: Presented By: Lovelyna Eva Nur Aniqah Siti MaryamdaabgchiÎncă nu există evaluări
- CST STUDIO SUITE - High Frequency Simulation PDFDocument128 paginiCST STUDIO SUITE - High Frequency Simulation PDFGenik Podunay100% (2)
- 33 SriSriTadepalliShastryGaru 1Document4 pagini33 SriSriTadepalliShastryGaru 1Kiran GopalanÎncă nu există evaluări
- 7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDocument8 pagini7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDanielle ButlerÎncă nu există evaluări
- EE 411-Digital Signal Processing-Muhammad TahirDocument3 paginiEE 411-Digital Signal Processing-Muhammad TahirQasim FarooqÎncă nu există evaluări
- Chemistry - JEE Main 2024 January - Detailed Analysis by MathonGoDocument3 paginiChemistry - JEE Main 2024 January - Detailed Analysis by MathonGoGulam Naziruddin Makandar (NuTHeaD94)Încă nu există evaluări