S-ar putea să vă placă și
- Study of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsDocument11 paginiStudy of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsBalaji BeliveÎncă nu există evaluări
- Prevention of Corrosion of SteelDocument8 paginiPrevention of Corrosion of SteelZainal AbidhynÎncă nu există evaluări
- Hydrogen Embrittlement in Power Plant Steels PDFDocument22 paginiHydrogen Embrittlement in Power Plant Steels PDFRolando Nuñez MonrroyÎncă nu există evaluări
- Reduction of Corrosion Process in Steel Bars Using InhibitorsDocument17 paginiReduction of Corrosion Process in Steel Bars Using InhibitorsJohn BihagÎncă nu există evaluări
- Defence Technology: O. Sanni, A.P.I. Popoola, O.S.I. FayomiDocument6 paginiDefence Technology: O. Sanni, A.P.I. Popoola, O.S.I. FayomiMeidy CeverinaÎncă nu există evaluări
- SS304 RustingDocument45 paginiSS304 Rustingshez32Încă nu există evaluări
- Duplex Stainless Steel 3rd EditionDocument68 paginiDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Electrochemical Corrosion Resistance Evaluationof Ferritic Stainless Steelin HCLDocument13 paginiElectrochemical Corrosion Resistance Evaluationof Ferritic Stainless Steelin HCLparv serviceÎncă nu există evaluări
- SSRN Id3633773Document9 paginiSSRN Id3633773FilorÎncă nu există evaluări
- Jurnal Korosi BajaDocument13 paginiJurnal Korosi BajapublikgerÎncă nu există evaluări
- Effect of Alkali On Corrosion Durability of Geopolymer ConcreteDocument16 paginiEffect of Alkali On Corrosion Durability of Geopolymer ConcreteARNABÎncă nu există evaluări
- Corrosion of SS in Nitric Acid ServiceDocument23 paginiCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 paginiPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsÎncă nu există evaluări
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 paginiPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsÎncă nu există evaluări
- Real 3 Corrision PipeDocument8 paginiReal 3 Corrision PipeNazriÎncă nu există evaluări
- Prominence of Hadfield Steel in Mining and Mineral PDFDocument9 paginiProminence of Hadfield Steel in Mining and Mineral PDFskÎncă nu există evaluări
- Stress Corrosion Cracking and Corrosion Susceptibility of Duplex SS in Caustic Solution-MinDocument14 paginiStress Corrosion Cracking and Corrosion Susceptibility of Duplex SS in Caustic Solution-Minhasansm farabipcÎncă nu există evaluări
- Akpanyung 2019 J. Phys. Conf. Ser. 1378 022088Document17 paginiAkpanyung 2019 J. Phys. Conf. Ser. 1378 022088JabranYounasÎncă nu există evaluări
- Improve Performance of Water-Based Drilling Fluids Using NanoparticlesDocument6 paginiImprove Performance of Water-Based Drilling Fluids Using NanoparticlesMario Valentino DioÎncă nu există evaluări
- Tajammal Imran, Bo Jacobson, Asad ShariffDocument10 paginiTajammal Imran, Bo Jacobson, Asad ShariffSteve OoiÎncă nu există evaluări
- Geopolymer corrosion-ACCDocument16 paginiGeopolymer corrosion-ACCJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- 10 1016@j Ijhydene 2020 01 104Document13 pagini10 1016@j Ijhydene 2020 01 104SapphireÎncă nu există evaluări
- Lloyds Gre PDFDocument0 paginiLloyds Gre PDFLegend AnbuÎncă nu există evaluări
- Repair and Rehabilitation of Reinforced ConcreteDocument15 paginiRepair and Rehabilitation of Reinforced ConcreteebinVettuchirayil100% (2)
- Effect of Green Inhibitor On The Corrosion Behaviour of Reinforced Carbon Steel in ConcreteDocument8 paginiEffect of Green Inhibitor On The Corrosion Behaviour of Reinforced Carbon Steel in ConcreteDharmaraaj RajalinggamÎncă nu există evaluări
- Corriculite WhitepaperDocument12 paginiCorriculite WhitepaperBlack PantherÎncă nu există evaluări
- Guide Line For SS Material in WATERDocument12 paginiGuide Line For SS Material in WATERAnonymous bHh1L1Încă nu există evaluări
- Steel Slag ThesisDocument8 paginiSteel Slag Thesissarahjimenezriverside100% (2)
- Bond Strength of Concrete With The Reinforcement BarsDocument19 paginiBond Strength of Concrete With The Reinforcement BarsHafiz SaeedÎncă nu există evaluări
- 253 259Tesma410IJEASTDocument8 pagini253 259Tesma410IJEASTSRIGUSTI REGA MUGIAÎncă nu există evaluări
- Elastollan Material UkDocument12 paginiElastollan Material UkGrant HosieÎncă nu există evaluări
- Prominence of Hadfield Steel in Mining and MineralDocument9 paginiProminence of Hadfield Steel in Mining and MineralCARLOS A.N. LANZILLOTTOÎncă nu există evaluări
- MC Tropical Concrete Wood MetalsDocument33 paginiMC Tropical Concrete Wood MetalsLeo AgsangreÎncă nu există evaluări
- Estudo de CasoDocument22 paginiEstudo de CasoIgor FernandoÎncă nu există evaluări
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDocument10 paginiEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoÎncă nu există evaluări
- Tungue Microcapsulassharma2020Document15 paginiTungue Microcapsulassharma2020Laura AÎncă nu există evaluări
- GravimetriDocument11 paginiGravimetriAlifa Puti RahmadantiÎncă nu există evaluări
- Materials and Manufacturing ProcessesDocument13 paginiMaterials and Manufacturing Processeskayron limaÎncă nu există evaluări
- A Review of Concrete Corrosion InhibitorsDocument9 paginiA Review of Concrete Corrosion InhibitorsJohnÎncă nu există evaluări
- Achieving Sustainable Concrete Through Use of Mineral Admixtures ConfirmationDocument3 paginiAchieving Sustainable Concrete Through Use of Mineral Admixtures ConfirmationLalitha Krishna MoorthyÎncă nu există evaluări
- AKANDE Heritage ProjectDocument28 paginiAKANDE Heritage ProjectAkande HeritageÎncă nu există evaluări
- GEO Report No. 135 Long-Term Durability of Steel Soil NailsDocument66 paginiGEO Report No. 135 Long-Term Durability of Steel Soil NailsHuy Le QuangÎncă nu există evaluări
- Reinforcement Corrosion in Concrete Structures and Service Life Predictions - A ReviewDocument5 paginiReinforcement Corrosion in Concrete Structures and Service Life Predictions - A ReviewPritha DasÎncă nu există evaluări
- Corrosion Protection of Hot Dip Galvaniz PDFDocument11 paginiCorrosion Protection of Hot Dip Galvaniz PDFKemo TufoÎncă nu există evaluări
- Akpanyung 2019 J. Phys. Conf. Ser. 1378 022088Document16 paginiAkpanyung 2019 J. Phys. Conf. Ser. 1378 022088Maysam MohamÎncă nu există evaluări
- Paper - CorrosiónDocument18 paginiPaper - CorrosióncarlosÎncă nu există evaluări
- Corrosion Response of Ultra-High Strength Steels Used For Automotive ApplicationsDocument13 paginiCorrosion Response of Ultra-High Strength Steels Used For Automotive ApplicationsHASAN IZHAR KHANÎncă nu există evaluări
- Corrosion Science: M. Hairil Mohd, Jeom Kee PaikDocument12 paginiCorrosion Science: M. Hairil Mohd, Jeom Kee PaikAna LuizaÎncă nu există evaluări
- Study On The Influence of Compound Rust Inhibitor On Corrosion of Steel Bars in Chloride Concrete by Electrical ParametersDocument14 paginiStudy On The Influence of Compound Rust Inhibitor On Corrosion of Steel Bars in Chloride Concrete by Electrical ParametersRAGHUÎncă nu există evaluări
- Testing of Austenitic Stainless SteelsDocument64 paginiTesting of Austenitic Stainless SteelsmirelamanteamirelaÎncă nu există evaluări
- Duplex Stainless Steel 2d Edition PracticalDocument64 paginiDuplex Stainless Steel 2d Edition Practicalmahmoud_allam3Încă nu există evaluări
- Corrosion Resistance of Austenitic and Duplex Stainless Steels in EnvironmentsDocument58 paginiCorrosion Resistance of Austenitic and Duplex Stainless Steels in Environmentssajay2010Încă nu există evaluări
- 02 Whole X XXXXXXXXXXXXXX 80Document109 pagini02 Whole X XXXXXXXXXXXXXX 80Danem HalasÎncă nu există evaluări
- Improve Performance of Water-Based Drilling Fluids Using NanoparticlesDocument5 paginiImprove Performance of Water-Based Drilling Fluids Using NanoparticlesAbbas MohamedÎncă nu există evaluări
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 paginiWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsÎncă nu există evaluări
- Effect of 5, 5-Diphenylhydantoin On Corrosion of Mild Steel in 1M. Hydrochloric Acid SolutionDocument9 paginiEffect of 5, 5-Diphenylhydantoin On Corrosion of Mild Steel in 1M. Hydrochloric Acid SolutionSAI KATKEÎncă nu există evaluări
- Causes of Corrosion and Concrete DeteriorationDe la EverandCauses of Corrosion and Concrete DeteriorationÎncă nu există evaluări
- Spring Wind UpDocument8 paginiSpring Wind UpAvinashRaiÎncă nu există evaluări
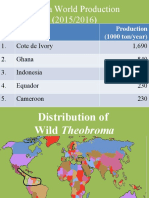
- Cocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)Document80 paginiCocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)AvinashRaiÎncă nu există evaluări
- NoodleDocument52 paginiNoodleAvinashRaiÎncă nu există evaluări
- CasshewDocument11 paginiCasshewAvinashRaiÎncă nu există evaluări
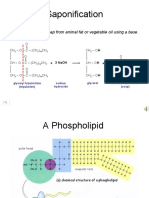
- Saponification: Process of Making Soap From Animal Fat or Vegetable Oil Using A BaseDocument14 paginiSaponification: Process of Making Soap From Animal Fat or Vegetable Oil Using A BaseAvinashRaiÎncă nu există evaluări
- 48 WordNet Tulu ShivakumarDocument7 pagini48 WordNet Tulu ShivakumarAvinashRaiÎncă nu există evaluări
- 13 DigestionDocument21 pagini13 Digestionapi-270511270Încă nu există evaluări
- FatigueDocument10 paginiFatigueAvinashRaiÎncă nu există evaluări
- Pub Dance KathakDocument58 paginiPub Dance Kathakಜಗದೀಶ್ ಎ ಎಂÎncă nu există evaluări
- Customer ID Why Did You Purchase Hotstar Premium?Document4 paginiCustomer ID Why Did You Purchase Hotstar Premium?AvinashRaiÎncă nu există evaluări
- Yoga Is UsedDocument42 paginiYoga Is UsedAvinashRaiÎncă nu există evaluări
- BharatanatyamDocument4 paginiBharatanatyamAvinashRaiÎncă nu există evaluări
- Pub Dance KathakDocument58 paginiPub Dance Kathakಜಗದೀಶ್ ಎ ಎಂÎncă nu există evaluări
- Design and Analysis of Independent Suspension System Using FEADocument7 paginiDesign and Analysis of Independent Suspension System Using FEAAvinashRaiÎncă nu există evaluări
- Dynamic Systems and Control: Associate Professor, Department of Engineering DesignDocument1 paginăDynamic Systems and Control: Associate Professor, Department of Engineering DesignAvinashRaiÎncă nu există evaluări
- Design and Failure Modes of Automotive Suspension SpringsDocument20 paginiDesign and Failure Modes of Automotive Suspension SpringsheliselyayÎncă nu există evaluări
- Lateral Dynamics of Multiaxle Vehicles: Johannes StoerkleDocument87 paginiLateral Dynamics of Multiaxle Vehicles: Johannes StoerkleAvinashRaiÎncă nu există evaluări
- Vibration Study of A Vehicle Suspension Assembly WDocument13 paginiVibration Study of A Vehicle Suspension Assembly WAvinashRaiÎncă nu există evaluări
- Machine Design Ball Screw Vol 1 e BookDocument22 paginiMachine Design Ball Screw Vol 1 e Bookविशाल पुडासैनीÎncă nu există evaluări
- Lateral Dynamics of Multiaxle Vehicles: Johannes StoerkleDocument87 paginiLateral Dynamics of Multiaxle Vehicles: Johannes StoerkleAvinashRaiÎncă nu există evaluări
- FG IronDocument23 paginiFG IronAvinashRaiÎncă nu există evaluări
- Bolted 1Document47 paginiBolted 1Purna ChÎncă nu există evaluări
- Is 210Document16 paginiIs 210Debopriyo GhoshÎncă nu există evaluări
- Machine Design Ball Screw Vol 1 e BookDocument22 paginiMachine Design Ball Screw Vol 1 e Bookविशाल पुडासैनीÎncă nu există evaluări
- About Fifth Wheels: If You Want To Enhance The Efficiency of Your TractorDocument17 paginiAbout Fifth Wheels: If You Want To Enhance The Efficiency of Your TractorAvinashRaiÎncă nu există evaluări
- Three Wheeled Vehicle Eprintsrvr IIScDocument30 paginiThree Wheeled Vehicle Eprintsrvr IIScSunilkumar ReddyÎncă nu există evaluări
- Absolute PDFDocument1 paginăAbsolute PDFAvinashRaiÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument25 paginiDisclosure To Promote The Right To InformationmggogsÎncă nu există evaluări
- Adams SolverDocument138 paginiAdams Solveravegliante9314Încă nu există evaluări
- 271 Product Idea: Insect Repellent For Fabric Conditioner I. Production of Fabric ConditionerDocument4 pagini271 Product Idea: Insect Repellent For Fabric Conditioner I. Production of Fabric ConditioneramabzÎncă nu există evaluări
- William Corbett, SSPC PCS KTA-Tator, IncDocument23 paginiWilliam Corbett, SSPC PCS KTA-Tator, InccocorruoÎncă nu există evaluări
- Waste Management: Yan Xu, Jinhui Li, Quanyin Tan, Anesia Lauren Peters, Congren YangDocument9 paginiWaste Management: Yan Xu, Jinhui Li, Quanyin Tan, Anesia Lauren Peters, Congren YangMinh TrầnÎncă nu există evaluări
- Broad Spectrum Fuel Catalyst: 1.239.690.9859 1.877.425.4239 Toll FreeDocument1 paginăBroad Spectrum Fuel Catalyst: 1.239.690.9859 1.877.425.4239 Toll Freewongpengchiong7205Încă nu există evaluări
- Science of The Total Environment: Klara Rusevova Crincoli Patrick K. Jones Scott G. HulingDocument9 paginiScience of The Total Environment: Klara Rusevova Crincoli Patrick K. Jones Scott G. HulingSubba RamaiahÎncă nu există evaluări
- Organic Chemistry Module (Part 1)Document6 paginiOrganic Chemistry Module (Part 1)Rita ZhouÎncă nu există evaluări
- Welding HandbookDocument37 paginiWelding HandbookVijo JoseÎncă nu există evaluări
- Biofuel Sector in Sri Lanka: Assignment 01Document4 paginiBiofuel Sector in Sri Lanka: Assignment 01BiNtH AbDeeNÎncă nu există evaluări
- ASTM C1097 Standard Specification For Hydrated Lime For Use in Asphalt Cement or Bituminous Paving MixturesDocument2 paginiASTM C1097 Standard Specification For Hydrated Lime For Use in Asphalt Cement or Bituminous Paving MixturesRafael EstradaÎncă nu există evaluări
- Class - X Lesson Plan Chapter-2: Acids, Bases and SaltsDocument19 paginiClass - X Lesson Plan Chapter-2: Acids, Bases and SaltsBhawana Singh100% (1)
- Technical Info Librel RMX 26Document4 paginiTechnical Info Librel RMX 26Rijalul AuthonÎncă nu există evaluări
- Engen Dieselube 700 SuperDocument1 paginăEngen Dieselube 700 Superali aliÎncă nu există evaluări
- Crude OilDocument51 paginiCrude OilwdfhbfsÎncă nu există evaluări
- MQP Science Set 7 EnglishDocument8 paginiMQP Science Set 7 EnglishenigmavjÎncă nu există evaluări
- Manual For The Geochemical Analyses of Marine Sediments and Suspended Particulate MatterDocument49 paginiManual For The Geochemical Analyses of Marine Sediments and Suspended Particulate MatternelsonÎncă nu există evaluări
- Deterjent Powder PDFDocument9 paginiDeterjent Powder PDFMrutunjay PatraÎncă nu există evaluări
- 0685EDocument7 pagini0685EJay PanchaniÎncă nu există evaluări
- CBSE Class 12 Chemistry Deleted Syllabus Portion For 2020 21Document2 paginiCBSE Class 12 Chemistry Deleted Syllabus Portion For 2020 21Sai gokulÎncă nu există evaluări
- PDF Card - Ni - CR - Fe - 00-035-1375Document1 paginăPDF Card - Ni - CR - Fe - 00-035-1375mohammed sabeehÎncă nu există evaluări
- Equinox Test Certificate: SOP-ENV-01-00 & SOP-MCB-39-00Document3 paginiEquinox Test Certificate: SOP-ENV-01-00 & SOP-MCB-39-00pavanranguduÎncă nu există evaluări
- 2) Benzene Multiple Choice QuestionsDocument3 pagini2) Benzene Multiple Choice QuestionsAnonymous pgjIAZo77% (13)
- Aeration & Types of AeratorsDocument14 paginiAeration & Types of AeratorsJatinÎncă nu există evaluări
- 4 Sample 42-FQI-407 - Static - Test - Kelton - AGA8 - ReportDocument3 pagini4 Sample 42-FQI-407 - Static - Test - Kelton - AGA8 - ReportWisnu AsmoroÎncă nu există evaluări
- Length Change of Hydraulic-Cement Mortars Exposed To A Sulfate SolutionDocument8 paginiLength Change of Hydraulic-Cement Mortars Exposed To A Sulfate SolutionSushil RajakÎncă nu există evaluări
- 1152 Lab CarbohydratesDocument8 pagini1152 Lab Carbohydratesanyss_afiezaÎncă nu există evaluări
- Atomic Absorption Spectroscopy:A Special Emphasis On Pharmaceutical and Other ApplicationsDocument6 paginiAtomic Absorption Spectroscopy:A Special Emphasis On Pharmaceutical and Other ApplicationsdewiÎncă nu există evaluări
- Last Minute Revision of 4 Chapters YT JLDDocument43 paginiLast Minute Revision of 4 Chapters YT JLDTanmay GoyalÎncă nu există evaluări
- AMTL Test Charges UPDATEDDocument9 paginiAMTL Test Charges UPDATEDkartikÎncă nu există evaluări
- Medical Surgical Nursing Critical Thinking in Patient Care 5th Edition Lemone Solutions ManualDocument36 paginiMedical Surgical Nursing Critical Thinking in Patient Care 5th Edition Lemone Solutions Manualpremiseembrightac0ntd100% (26)
- Immiscible SolventsDocument8 paginiImmiscible SolventsAgeng Wahyu PatrianitaÎncă nu există evaluări