S-ar putea să vă placă și
- Note de Calcul PoteauDocument15 paginiNote de Calcul PoteauOlivier Rack Royal100% (1)
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DDe la EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DÎncă nu există evaluări
- La Pose Du Papier-PeintDocument8 paginiLa Pose Du Papier-PeintYassou YasminouÎncă nu există evaluări
- II - Alliages Ferreux - Aciers & FontesDocument154 paginiII - Alliages Ferreux - Aciers & FontesTimo ShmittÎncă nu există evaluări
- Etude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFDocument89 paginiEtude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFmouadÎncă nu există evaluări
- Cours TournageDocument12 paginiCours TournageZiko0% (1)
- Assemblages Par Boulons NormauxDocument141 paginiAssemblages Par Boulons NormauxKarim BakrimÎncă nu există evaluări
- 3901 Ni 92252042Document49 pagini3901 Ni 92252042MOHAM BELHOUDAÎncă nu există evaluări
- Ec5 2003 Correction Exercices v1Document48 paginiEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- TD-théories Des Mécanismes-Mr MOUNIR 2022-23 PDFDocument49 paginiTD-théories Des Mécanismes-Mr MOUNIR 2022-23 PDFmukoÎncă nu există evaluări
- Catalogue ImprimerieDocument22 paginiCatalogue ImprimerieChaman ImadÎncă nu există evaluări
- Calcul Tuyauterie BanidesDocument2 paginiCalcul Tuyauterie BanidesKadourSelloumÎncă nu există evaluări
- MAROC TUNISIE DA 9 Cartographie DéchetsTextilesDocument61 paginiMAROC TUNISIE DA 9 Cartographie DéchetsTextilesNawfal KettaniÎncă nu există evaluări
- PERҪAGE OU FORAGEDocument34 paginiPERҪAGE OU FORAGEBusiness 228100% (1)
- Ernault Somua AC280 Complet PDFDocument38 paginiErnault Somua AC280 Complet PDFdjÎncă nu există evaluări
- Tour 2 PDFDocument27 paginiTour 2 PDFAhmed Ben HmidaÎncă nu există evaluări
- 4120 Ni 92252060Document42 pagini4120 Ni 92252060Sami KhemiriÎncă nu există evaluări
- 3906 Ni 92252065Document41 pagini3906 Ni 92252065Haithem WerheniÎncă nu există evaluări
- Per CageDocument27 paginiPer CagebouhineÎncă nu există evaluări
- Manuel OT25020Document23 paginiManuel OT25020GÎncă nu există evaluări
- Tour PDFDocument41 paginiTour PDFAhmed Ben HmidaÎncă nu există evaluări
- Manuel Instructions c3006Document72 paginiManuel Instructions c3006tmh ciÎncă nu există evaluări
- Guide D'Equipements: BTS: Technicien Superieur en Construction MetalliqueDocument16 paginiGuide D'Equipements: BTS: Technicien Superieur en Construction MetalliqueHanaSalhiÉpHarrathÎncă nu există evaluări
- Manuel Instructions mc650 PDFDocument47 paginiManuel Instructions mc650 PDFtoufikÎncă nu există evaluări
- Item 03Document2 paginiItem 03Samy Mahmoudi BouzianiÎncă nu există evaluări
- MT 50Document18 paginiMT 50Majda BelkhaouiÎncă nu există evaluări
- TP02 MocnDocument5 paginiTP02 MocnImane HassaniÎncă nu există evaluări
- TZ 4Document19 paginiTZ 4quentin.senegasÎncă nu există evaluări
- JUKI Instruction - FRDocument60 paginiJUKI Instruction - FRAl O'mossaÎncă nu există evaluări
- TH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEDocument19 paginiTH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEquentin.senegasÎncă nu există evaluări
- Courroie (HutchinsonFR)Document0 paginiCourroie (HutchinsonFR)jfejfeÎncă nu există evaluări
- 6488 Ni 91100250Document27 pagini6488 Ni 91100250Stephane AtalaÎncă nu există evaluări
- Découpeur Plasma Portatif CUT40/50/60/80/100/160ADocument20 paginiDécoupeur Plasma Portatif CUT40/50/60/80/100/160AVitalisÎncă nu există evaluări
- KASTO VERTO-A2 - 03835219 - FDocument6 paginiKASTO VERTO-A2 - 03835219 - FPatrickÎncă nu există evaluări
- Pinacho 200 225 FRDocument46 paginiPinacho 200 225 FRcosiacaÎncă nu există evaluări
- Soudage 21 22 Par RésistanceDocument9 paginiSoudage 21 22 Par RésistanceBIJOUNA BILELÎncă nu există evaluări
- Champ Magnétiques Dans Les Machine Électrique.: Présente ParDocument10 paginiChamp Magnétiques Dans Les Machine Électrique.: Présente ParBį BįčhøūÎncă nu există evaluări
- VX Series - Français - 2019 12Document8 paginiVX Series - Français - 2019 12Nabil BJÎncă nu există evaluări
- Tours Conventionnels de Moyennes Et Grandes CapacitésDocument2 paginiTours Conventionnels de Moyennes Et Grandes Capacitésmecanicien92usthbÎncă nu există evaluări
- RW 200 280 TDSDocument2 paginiRW 200 280 TDSAkrem KADRIÎncă nu există evaluări
- Machine A Copeaux de BoisDocument26 paginiMachine A Copeaux de Boisrayen stitiÎncă nu există evaluări
- Manuel Usa FRDocument8 paginiManuel Usa FRtablette.acer.75014Încă nu există evaluări
- End Suction Centrifugal Pump Ses E10777Document6 paginiEnd Suction Centrifugal Pump Ses E10777AlexandreCaironiÎncă nu există evaluări
- 131 Ni 38800009 PDFDocument15 pagini131 Ni 38800009 PDFAstrid BekonoÎncă nu există evaluări
- TC600 - F SPINNERDocument12 paginiTC600 - F SPINNERKali AbdennourÎncă nu există evaluări
- Serie Theorie de CoupeDocument9 paginiSerie Theorie de Coupezouga zougaÎncă nu există evaluări
- Rob X 310 2006 FRDocument4 paginiRob X 310 2006 FRadamschrofelgmailcomÎncă nu există evaluări
- Soudage Mig-MagDocument16 paginiSoudage Mig-MagcsimoesÎncă nu există evaluări
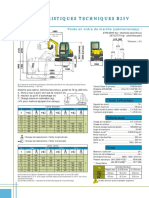
- B25VDocument6 paginiB25VBenoît MARTINÎncă nu există evaluări
- Fiche Technique SAS16.6Document16 paginiFiche Technique SAS16.6Frédéric SodoyerÎncă nu există evaluări
- Montage Omm Pro XXLDocument196 paginiMontage Omm Pro XXLJohnnybloÎncă nu există evaluări
- Datasheet RS300 PRF91021010 SADocument2 paginiDatasheet RS300 PRF91021010 SANrAÎncă nu există evaluări
- Tondeuse Dossier TechniqueDocument22 paginiTondeuse Dossier TechniqueAmaloumimiAmaloumimiÎncă nu există evaluări
- Colchester Catalogue ToursDocument12 paginiColchester Catalogue ToursFarid Said RahmaniiÎncă nu există evaluări
- MT150RDocument6 paginiMT150ROussama FerjaniÎncă nu există evaluări
- Chapitre 2 - Trournage 1Document14 paginiChapitre 2 - Trournage 1Med Ali MaatougÎncă nu există evaluări
- Tos FN 20Document57 paginiTos FN 20David LavrencikÎncă nu există evaluări
- INTEGREX 300 IV S X 1500 Annee 2006Document4 paginiINTEGREX 300 IV S X 1500 Annee 2006joseph-yannick tenaÎncă nu există evaluări
- Perceuse Radiale - Choix Et Prix - OorekaDocument8 paginiPerceuse Radiale - Choix Et Prix - OorekaAit Abderrahman Abderrahim0% (1)
- FT 38.3 Elévateur À Godets ED12 & EE14 Poste de Commande Et BandeDocument1 paginăFT 38.3 Elévateur À Godets ED12 & EE14 Poste de Commande Et BandeChabane OubarecheÎncă nu există evaluări
- Manuel Instructions mp1500cnc - 0Document96 paginiManuel Instructions mp1500cnc - 0Saber LeffiÎncă nu există evaluări
- Intercut Conference NotesDocument27 paginiIntercut Conference NotesSanene EnanasÎncă nu există evaluări
- Rapport de Stage - CELINE AKNOUCHE - 1ere Année - G.MDocument18 paginiRapport de Stage - CELINE AKNOUCHE - 1ere Année - G.MAKNOUCHE CELINEÎncă nu există evaluări
- Rouleuse 3 Rouleaux AdformDocument2 paginiRouleuse 3 Rouleaux AdformMamadou Djibril BaÎncă nu există evaluări
- Cintreuse Par Enroulement Hydraulique CSM - TSR (3 Axes CNC - Un Étage D'outillage)Document10 paginiCintreuse Par Enroulement Hydraulique CSM - TSR (3 Axes CNC - Un Étage D'outillage)1ere année ingÎncă nu există evaluări
- Emco Maximat Standart Plaquette 1968Document8 paginiEmco Maximat Standart Plaquette 1968butelcanecÎncă nu există evaluări
- Rapport EREP Audit RomainvilleDocument105 paginiRapport EREP Audit RomainvilleStephane AyangmaÎncă nu există evaluări
- A10-6 - Détails Portes Sous-SolDocument1 paginăA10-6 - Détails Portes Sous-SolAndrei GoganÎncă nu există evaluări
- Corrosion Protection PDFDocument5 paginiCorrosion Protection PDFmaraghni_hassine7592Încă nu există evaluări
- Autoclave VerticalDocument2 paginiAutoclave VerticalMarc Teissandier100% (1)
- Memoire PDFDocument324 paginiMemoire PDFhammoucheÎncă nu există evaluări
- COMPTE RenduDocument4 paginiCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰÎncă nu există evaluări
- Règlements de Classement - en Vigueur - 12072023Document26 paginiRèglements de Classement - en Vigueur - 12072023DJ MEGAÎncă nu există evaluări
- PAMITHERM CI Electronics Datasheet - 0Document1 paginăPAMITHERM CI Electronics Datasheet - 0Toto TitiÎncă nu există evaluări
- CCF Bac A OrduresDocument3 paginiCCF Bac A OrduresReda DahmanÎncă nu există evaluări
- Les Systemes EtancheiteDocument10 paginiLes Systemes EtancheitemanuelaaaÎncă nu există evaluări
- Chapitre VI Bétons Et Pathologies PDFDocument34 paginiChapitre VI Bétons Et Pathologies PDFAbdel Moussa100% (2)
- Nexans Outillage de PR Paration Pour...Document24 paginiNexans Outillage de PR Paration Pour...tekampatrick45Încă nu există evaluări
- Monter Etagere Sur Tasseaux PDFDocument4 paginiMonter Etagere Sur Tasseaux PDFKhaled GarrigusÎncă nu există evaluări
- XG 334V1 PDFDocument31 paginiXG 334V1 PDFMario Rodriguez JuradoÎncă nu există evaluări
- CourroieDocument16 paginiCourroiemessaoudiÎncă nu există evaluări
- Document 38Document240 paginiDocument 38xxxÎncă nu există evaluări
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleDocument7 paginiDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIÎncă nu există evaluări
- DallageDocument4 paginiDallageRifi MohamedÎncă nu există evaluări
- 1chap1 (1) Bétons-GénéralitésDocument5 pagini1chap1 (1) Bétons-GénéralitésAbd ElmalikÎncă nu există evaluări