S-ar putea să vă placă și
- Subsea Pipeline Design, Analysis, and InstallationDe la EverandSubsea Pipeline Design, Analysis, and InstallationEvaluare: 3 din 5 stele3/5 (1)
- Emerging Applications of High Performance Steel and Ultra SOund Impact TreatmentDocument16 paginiEmerging Applications of High Performance Steel and Ultra SOund Impact TreatmentEr.Praveen RajÎncă nu există evaluări
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014De la EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Încă nu există evaluări
- Production of High Performance Steels For U.S.A. Bridges: Customer Technical Service Manager, Bethlehem Steel CorporationDocument9 paginiProduction of High Performance Steels For U.S.A. Bridges: Customer Technical Service Manager, Bethlehem Steel Corporationسعید سعیدیÎncă nu există evaluări
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsEvaluare: 4.5 din 5 stele4.5/5 (10)
- Characterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsDocument15 paginiCharacterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsAnonymous lmCR3SkPrKÎncă nu există evaluări
- Pipeline and Energy Plant Piping: Design and TechnologyDe la EverandPipeline and Energy Plant Piping: Design and TechnologyEvaluare: 5 din 5 stele5/5 (2)
- Bridges - HPS - Guide Spec For Highway Bridge Fab With HPS Steel - Nov 2012 FinalDocument16 paginiBridges - HPS - Guide Spec For Highway Bridge Fab With HPS Steel - Nov 2012 Finalwookie1977Încă nu există evaluări
- Chapter 1 - Bridge Steels and Their Mechanical PropertiesDocument68 paginiChapter 1 - Bridge Steels and Their Mechanical PropertiesStevieÎncă nu există evaluări
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesDe la EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesEvaluare: 4 din 5 stele4/5 (16)
- Comparative Study For Different Girder Spacing of Short Span Steel-Concrete Composite Bridge With MS and HPSDocument8 paginiComparative Study For Different Girder Spacing of Short Span Steel-Concrete Composite Bridge With MS and HPSairtelÎncă nu există evaluări
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDe la EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesEvaluare: 4.5 din 5 stele4.5/5 (16)
- b901 SBDH Chapter01Document68 paginib901 SBDH Chapter01qgfytzvqabzqrxyilmÎncă nu există evaluări
- Engineering Energy Aluminum Conductor Composite Core (ACCC) and Its ApplicationDe la EverandEngineering Energy Aluminum Conductor Composite Core (ACCC) and Its ApplicationÎncă nu există evaluări
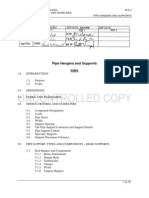
- Pipe Support Criteria For B31.3Document9 paginiPipe Support Criteria For B31.3pipestressÎncă nu există evaluări
- Behavior and Design of Trapezoidally Corrugated Web Girders for Bridge Construction: Recent AdvancesDe la EverandBehavior and Design of Trapezoidally Corrugated Web Girders for Bridge Construction: Recent AdvancesÎncă nu există evaluări
- Guidance Notes On High Tensile Steel: Tanker Structure Cooperative ForumDocument29 paginiGuidance Notes On High Tensile Steel: Tanker Structure Cooperative ForumxeyranÎncă nu există evaluări
- 3 Party Certification Requirements Per Issuance of October 14, 2010 Code of Federal RegulationsDocument29 pagini3 Party Certification Requirements Per Issuance of October 14, 2010 Code of Federal RegulationsJosé Luis Párraga QuispeÎncă nu există evaluări
- M-2-3 Hangers and SupportsDocument214 paginiM-2-3 Hangers and SupportsSeungmin PaekÎncă nu există evaluări
- b956 SBDH Appendix5Document197 paginib956 SBDH Appendix5qgfytzvqabzqrxyilmÎncă nu există evaluări
- AASHTODocument1 paginăAASHTOngumbanÎncă nu există evaluări
- CPCI PCI Bridge Design Manual PresentationDocument81 paginiCPCI PCI Bridge Design Manual PresentationmikefaraÎncă nu există evaluări
- Practical Steel Tub Girder Design: Jvogel1@dot - State.tx - UsDocument15 paginiPractical Steel Tub Girder Design: Jvogel1@dot - State.tx - UsalbertofgvÎncă nu există evaluări
- Final Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16Document61 paginiFinal Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16ksvinyk7193Încă nu există evaluări
- Effectively Dessign STHEDocument7 paginiEffectively Dessign STHEipsthethiÎncă nu există evaluări
- Sol - 483 13 12Document42 paginiSol - 483 13 12MainulÎncă nu există evaluări
- Appendix - Design Example 1 - Three Span Continuous Straight Composite Steel I-Grider BridgeDocument191 paginiAppendix - Design Example 1 - Three Span Continuous Straight Composite Steel I-Grider BridgeStevieÎncă nu există evaluări
- 20601930-SPE-02-005 Rev 0Document3 pagini20601930-SPE-02-005 Rev 0Bala MuruganÎncă nu există evaluări
- Schedule A 4Document47 paginiSchedule A 4engrgmbÎncă nu există evaluări
- Pipe Support Criteria For ASME B31.3 Metallic PipingDocument11 paginiPipe Support Criteria For ASME B31.3 Metallic PipingUsman Naseem100% (4)
- HSR - and - FRC-2016 (GRC)Document56 paginiHSR - and - FRC-2016 (GRC)george santiagoÎncă nu există evaluări
- Practical Steel Tub Girder Design PDFDocument15 paginiPractical Steel Tub Girder Design PDFCaner AvciÎncă nu există evaluări
- b954 SBDH Appendix3Document177 paginib954 SBDH Appendix3qgfytzvqabzqrxyilmÎncă nu există evaluări
- Design of SHSDocument56 paginiDesign of SHSRobertBayley100% (1)
- Ductile Iron Data - Section 12Document17 paginiDuctile Iron Data - Section 12ante_zivkovic1Încă nu există evaluări
- b952 SBDH Appendix2aDocument125 paginib952 SBDH Appendix2aqgfytzvqabzqrxyilmÎncă nu există evaluări
- A709a 709M-17 PDFDocument8 paginiA709a 709M-17 PDFandresÎncă nu există evaluări
- Design Review ReportDocument11 paginiDesign Review ReportAziz ul Hakeem0% (1)
- Hydronic Piping GuidespecDocument16 paginiHydronic Piping GuidespecTom ZimmerÎncă nu există evaluări
- Technical Transfer Dispatch #6: ULSAB-AVC Body Structure Materials May 2001Document52 paginiTechnical Transfer Dispatch #6: ULSAB-AVC Body Structure Materials May 2001Jony M. TemnikarÎncă nu există evaluări
- Is 1786 2008Document19 paginiIs 1786 2008Anonymous YHcvra8Xw6Încă nu există evaluări
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument5 paginiForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceJosé Ramón GutierrezÎncă nu există evaluări
- Designexample06 PDFDocument184 paginiDesignexample06 PDFmtÎncă nu există evaluări
- Shurjoint 2011 CatalogDocument163 paginiShurjoint 2011 CatalogabdulzameerÎncă nu există evaluări
- Hse Steel Pipes ReportDocument89 paginiHse Steel Pipes ReportEyoma EtimÎncă nu există evaluări
- High Strength PipelinesDocument13 paginiHigh Strength Pipelinesjptl6477Încă nu există evaluări
- Sarcheshmeh Flash Smelting Furnace Project: Specification For Fabrication and Erection of SteelworkDocument36 paginiSarcheshmeh Flash Smelting Furnace Project: Specification For Fabrication and Erection of Steelworkmobin1978Încă nu există evaluări
- UEP Bulletin 1724E-204Document55 paginiUEP Bulletin 1724E-204Edwin Medina TroncosÎncă nu există evaluări
- Guidelines For The Design of High Mast Pole FoundationDocument62 paginiGuidelines For The Design of High Mast Pole Foundationolomu100% (8)
- Considerations of Linepipe and Girth Weld Tensile Properties For Strain-Based Design of PipelinesDocument10 paginiConsiderations of Linepipe and Girth Weld Tensile Properties For Strain-Based Design of PipelinesIke OnyegiriÎncă nu există evaluări
- Design Codes & StandardsDocument21 paginiDesign Codes & StandardsJay Omana50% (2)
- Engineering Manual-6Document35 paginiEngineering Manual-6cengizÎncă nu există evaluări
- Ductile Iron Casting Specfications and Details All StandardsDocument15 paginiDuctile Iron Casting Specfications and Details All StandardsN.Palaniappan100% (1)
- LP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube FittingsDocument64 paginiLP-105 Installation Procedure For Lokring Carbon Steel, Stainless Steel (CRES), and Copper Nickel Pipe and Tube Fittingsdbucks88Încă nu există evaluări
- HSS Stamping Design ManualDocument67 paginiHSS Stamping Design ManualjschuryÎncă nu există evaluări
- Structure Rehabilitation and Repair PDFDocument31 paginiStructure Rehabilitation and Repair PDFJerry Lee Moran MerkÎncă nu există evaluări
- A Summary of L-Header Designs Using The AISI Header Design StandaDocument2 paginiA Summary of L-Header Designs Using The AISI Header Design StandaMujjo SahbÎncă nu există evaluări
- Ductile Iron SpecificationsDocument12 paginiDuctile Iron SpecificationsDouglas BooyensÎncă nu există evaluări
- Ricles - Deep Column ConnectionsDocument439 paginiRicles - Deep Column Connectionsrobox514Încă nu există evaluări
- Astm Materials Specifications Cross Reference ChartDocument1 paginăAstm Materials Specifications Cross Reference ChartdidikosanÎncă nu există evaluări
- Tycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Document1 paginăTycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Alexis BarolinÎncă nu există evaluări
- Grade Data Sheet: Grade 301 Is A High Work-Hardening RateDocument2 paginiGrade Data Sheet: Grade 301 Is A High Work-Hardening RateGovind RaoÎncă nu există evaluări
- Revised Investors Presentation 11 11 2023Document41 paginiRevised Investors Presentation 11 11 2023sunilmall87Încă nu există evaluări
- Transmisores de Nivel FisherDocument16 paginiTransmisores de Nivel Fishercolh_10052789Încă nu există evaluări
- MAG Wire: Welding Consumables SelectionDocument5 paginiMAG Wire: Welding Consumables SelectionhudysyafrullahÎncă nu există evaluări
- Senior Corrosion Technologist EPGDocument9 paginiSenior Corrosion Technologist EPGPravas PadhihariÎncă nu există evaluări
- Tcacatalog9 11 PDFDocument402 paginiTcacatalog9 11 PDFDevon PolingÎncă nu există evaluări
- Commentary IRC 112Document249 paginiCommentary IRC 112Neeraj Sharma100% (2)
- Welding Defects During Fabrication of PipesDocument12 paginiWelding Defects During Fabrication of PipesDeepak GuptaÎncă nu există evaluări
- GATE Metallurgical Engineering_ Why Carbon Fits in Octahedral Void Even Though Tetrahedral Void is Larger in BCC_ Why Solubility of Carbon is More in FCC Than in BCC Even Though FCC is More Closed PackedDocument2 paginiGATE Metallurgical Engineering_ Why Carbon Fits in Octahedral Void Even Though Tetrahedral Void is Larger in BCC_ Why Solubility of Carbon is More in FCC Than in BCC Even Though FCC is More Closed PackedSrinivasulu PuduÎncă nu există evaluări
- Air Release Valve Cla-ValDocument1 paginăAir Release Valve Cla-ValGONZALOÎncă nu există evaluări
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 paginiIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahÎncă nu există evaluări
- Laser Welding of Magnesium AlloysDocument4 paginiLaser Welding of Magnesium AlloyskefneiÎncă nu există evaluări
- ColdHeadingForFastenerManufactureDocument40 paginiColdHeadingForFastenerManufactureKeerthi Kumar100% (1)
- Cajas Acero Inoxidable Ex-CELLDocument12 paginiCajas Acero Inoxidable Ex-CELLjorgecastleÎncă nu există evaluări
- Determination of Total Organic C in Soils by An Improved Chromic Acid Digestion and Spectrophotometric ProcedureDocument24 paginiDetermination of Total Organic C in Soils by An Improved Chromic Acid Digestion and Spectrophotometric Procedurerui lopesÎncă nu există evaluări
- Design of Corbels (BS Code)Document2 paginiDesign of Corbels (BS Code)moseslugtu632475% (4)
- Industrial Rolling Shutters and Rolling GrillesDocument48 paginiIndustrial Rolling Shutters and Rolling GrillesJhon BantingÎncă nu există evaluări
- Martensitic-Austenitic Stainless Steel EN 1.4418, QT 900Document2 paginiMartensitic-Austenitic Stainless Steel EN 1.4418, QT 900LebasÎncă nu există evaluări
- Tappi Extrution Coating and LaminatingDocument26 paginiTappi Extrution Coating and LaminatingKhương HuỳnhÎncă nu există evaluări
- Verderflex Dura 10 INT English DatasheetDocument4 paginiVerderflex Dura 10 INT English DatasheetWilmerÎncă nu există evaluări
- Naderi Malek-ThesisDocument190 paginiNaderi Malek-ThesisFernando BarreraÎncă nu există evaluări
- Material Selection in Oil and Gas 1684649857Document15 paginiMaterial Selection in Oil and Gas 1684649857Sh MNÎncă nu există evaluări
- 7f154160665ca8f29db6fb0a592a4b11Document114 pagini7f154160665ca8f29db6fb0a592a4b11Mohammed JassimÎncă nu există evaluări
- Cut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackDocument100 paginiCut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackJade DigÎncă nu există evaluări
- A 1 - 00 Qte - PDFDocument7 paginiA 1 - 00 Qte - PDFfekihassanÎncă nu există evaluări
- UTP Cladding en 2017Document12 paginiUTP Cladding en 2017Gourav SharmaÎncă nu există evaluări
- Specification For Seamless Carbon Steel Pipe For High-Temperature ServiceDocument16 paginiSpecification For Seamless Carbon Steel Pipe For High-Temperature ServiceMichael ClaphamÎncă nu există evaluări
- Iacs Ur W28 WPSDocument25 paginiIacs Ur W28 WPSAvim Wira RagendaÎncă nu există evaluări
- Summary of Neil Postman's Amusing Ourselves to DeathDe la EverandSummary of Neil Postman's Amusing Ourselves to DeathEvaluare: 4 din 5 stele4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÎncă nu există evaluări
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (137)
- Cable Supported Bridges: Concept and DesignDe la EverandCable Supported Bridges: Concept and DesignEvaluare: 5 din 5 stele5/5 (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDe la EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetEvaluare: 4.5 din 5 stele4.5/5 (10)
- Troubleshooting and Repair of Diesel EnginesDe la EverandTroubleshooting and Repair of Diesel EnginesEvaluare: 1.5 din 5 stele1.5/5 (2)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisDe la EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisEvaluare: 5 din 5 stele5/5 (3)
- Structural Analysis 1: Statically Determinate StructuresDe la EverandStructural Analysis 1: Statically Determinate StructuresÎncă nu există evaluări
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansEvaluare: 4.5 din 5 stele4.5/5 (21)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDe la EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeEvaluare: 4.5 din 5 stele4.5/5 (59)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementDe la EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementÎncă nu există evaluări
- Structural Cross Sections: Analysis and DesignDe la EverandStructural Cross Sections: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (19)
- Pile Design and Construction Rules of ThumbDe la EverandPile Design and Construction Rules of ThumbEvaluare: 4.5 din 5 stele4.5/5 (15)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Construction Innovation and Process ImprovementDe la EverandConstruction Innovation and Process ImprovementAkintola AkintoyeÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDe la EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesÎncă nu există evaluări
- Designing with Geosynthetics - 6Th Edition; Vol2De la EverandDesigning with Geosynthetics - 6Th Edition; Vol2Încă nu există evaluări
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyDe la EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyEvaluare: 4.5 din 5 stele4.5/5 (5)
- Engineering Rock Mass Classification: Tunnelling, Foundations and LandslidesDe la EverandEngineering Rock Mass Classification: Tunnelling, Foundations and LandslidesEvaluare: 4 din 5 stele4/5 (5)
- Up and Running with AutoCAD 2020: 2D Drafting and DesignDe la EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignÎncă nu există evaluări
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownDe la EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownÎncă nu există evaluări
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingDe la EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingÎncă nu există evaluări