Documente Academic
Documente Profesional
Documente Cultură
Pfe Aazmi
Încărcat de
m'hamed elomariTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Pfe Aazmi
Încărcat de
m'hamed elomariDrepturi de autor:
Formate disponibile
PROJET INDUSTRIEL DE FIN D’ETUDES
Présenté
Pour l’obtention du titre :
Ingénieur d’Etat Arts et Métiers
Par :
AAZMI ABDELLAH
Titre :
FIABILISATION DES ELEVATEURS A GODET
SUIVANT LES STANDARDS OPS
Jury :
M. SALLAOU Mohamme…………..…..Président & Examinateur (ENSAM-Meknès)
M. LALAIJI Rachid ………….....……….Rapporteur (ENSAM-Meknès)
M.LASRI Larbi ….….….........................Directeur du projet (ENSAM-Meknès)
M.SARHANE Ayoub ….….…................Parrain industriel (OCP Jorf Lasfar)
M.ABOU EL KACIM Yassine.................Encadrant industriel (OCP Jorf Lasfar)
Année universitaire 2017/201
Dédicace
Je dédie ce modeste travail à :
A mes chers parents :
« Grâce à votre tendresse, vôtre encouragement et vos grands sacrifices, vous
avez pu créer le climat affectueux, propice à la poursuite de mes études. Aucune
dédicace ne saurait exprimer à sa juste valeur mon profond amour filial, et ma
profonde reconnaissance pour tous les sacrifices, et tous les efforts que vous
avez consentis pour assurer mon avenir ».
Je prie Dieu de vous bénir, de vous prêter une longue vie, et j’espère que vous
serez toujours fiers de moi.
A mes deux frères pour leur respect et soutient
A tous les membres de ma famille : je vous souhaite plein de succès et beaucoup
de bonheur dans votre vie.
A mes chers Amis : je vous remercie pour votre soutien moral grâce à vos mots,
votre présence, vos conseils j’ai su trouver ma voie.
A mes chers Encadrant : pour leur soutien et leur aide.
A mes enseignants : Veuillez trouver dans ce travail l’expression de ma
profonde reconnaissance et ma grande estime.
AAZMI ABDELLAH
PROJET INDUSTRIEL DE FIN D’ETUDE Page 1
Remerciements
Aux heures des nuits durant lesquelles ce rapport a été écrit, il y avait
du silence, une solitude méditative et l’expérience d’un curieux stage, au-delà
du temps et de l’espace, vers la passion, l’essence de la quête intellectuelle.
Des moments de réflexion et, souvent, de méditation. Des moments de
contemplation et de faiblesse. Nous en avions besoin.
Au fil du temps et de l’écriture de ce rapport, la liste des femmes et des
hommes qui ont permis la réalisation de ce projet s’est allongée. J’aimerai
d’abord remercier monsieur SARHANE Ayoub qui, depuis le début du stage,
m’avait guidé et transmis son riche et somptueux savoir-faire. J’aimerais très
chaleureusement remercier monsieur ABOU-EL-KACIM Yassine pour son
enthousiasme permanent, sa ponctualité et surtout son humanité. Nous
n’oublions pas monsieur ANIBA, qui s’est montré d’une disponibilité de tous les
instants. A tous, et à toutes celles et ceux qui m’ont entouré de leur
reconnaissance et de leur discret soutien, j’aimerai faire part de ma gratitude.
Pendant ces quatre mois, mon travail a été accompagné par le soutien
permanent de ma famille, je vous remercie.
Mes ultimes remerciements et ma dernière gratitude vont à mes chers et
uniques parents. Ce rapport n’aurait point vu le jour sans l’aide et l’égide de
toutes ces personnes. De tous mon cœur je les remercie d’être avec moi sur ce
chemin et de me permettre d’avancer contre vents et marrées.
PROJET INDUSTRIEL DE FIN D’ETUDE Page II
Résumé
L’unité de production des engrais sont composés d’un ensemble d’équipements dont certains
sont souvent à l’origine des arrêts de production et constituent donc les goulots d’étranglements
de cette unité. Vu l’importance des investissements réalisés, il est nécessaire de les fiabiliser au
maximum. Cet impératif fait de la maintenance une fonction stratégique à part entière dans la
mesure où il faut assurer une disponibilité maximale à moindre coût. Dans ce cadre, il vous est
demandé de :
1) Classification des équipements les plus critiques de l’atelier DAP.
2) Analyse des modes de défaillance afin de dégager les composantes qui engendre la
défaillance des équipements super critique de l’atelier DAP.
3) Recherche des causes racines des pannes en appliquant pour les méthodes : QQCOQCP
et les 5 pourquoi.
4) Elaboration d’un Plan d’action pour la fiabilisation des équipements super critique.
5) Elaborer un plan de maintenance préventif
6) Elaborer un système de maintenance
PROJET INDUSTRIEL DE FIN D’ETUDE Page III
Abstract
The fertilizer production unit consists of a set of equipment, some of which is often the cause
of production shutdowns and thus constitutes the bottlenecks of this unit. Given the importance
of the investments made, it is necessary to make them as reliable as possible. This imperative
makes maintenance a strategic function in its own right insofar as it is necessary to ensure
maximum availability at a lower cost. In this context, you are asked to:
1) Classification of the most critical equipment of the DAP workshop
2) Analysis of critical to identify the components that lead to the failure of
the super critical equipment of the DAP workshop.
3) Investigate the root causes of failures by applying for the methods:
QQCOQCP and the 5 Why
4) Development of an Action Plan for the Reliability of Super Critical Equipment.
5) Proposal of maintenance plan
6) Proposal of a maintenance system
PROJET INDUSTRIEL DE FIN D’ETUDE Page IV
Liste des figures
FIGURE 1.1: PRE-NEUTRALISEUR ............................................................................................................................. 9
FIGURE 1.2: GRANULATEUR .................................................................................................................................. 10
FIGURE 1.3: SECHEUR............................................................................................................................................ 11
FIGURE 1.4: CLASSIFICATION ................................................................................................................................ 11
FIGURE 1.5: REFROIDISSEUR ET TAMIS FINISSEUR ............................................................................................... 12
FIGURE 1.6: REFROIDISSEUR ET TAMIS FINISSEUR ............................................................................................... 12
FIGURE 1.7: LAVAGE DES GAZS ............................................................................................................................. 13
FIGURE 1.8: SYNOPTIQUE RESULTANT PROCEDE DE FABRICATION DE DAP ........................................................ 14
FIGURE 1.9: PLAN DU PROJET SOUS LE LOGICIEL MICROSOFT PROJECT .............................................................. 17
FIGURE 2.1: CONSTITUTION DE L’OPS................................................................................................................... 19
FIGURE 2.2: METHODES DE LA MAINTENANCE .................................................................................................... 21
FIGURE 2.3: LES SEPT ETAPES D’UN CHANTIER DE FIABILISATION ....................................................................... 22
FIGURE 2.4: TYPES DE ELEVATEURS A GODETS ..................................................................................................... 26
FIGURE 2.5: ELEVATEUR A DECHARGE POSITIVE .................................................................................................. 27
FIGURE 2.6: ELEVATEUR A DECHARGE CONTINUE ................................................................................................ 27
FIGURE 2.7: ELEVATEUR A DECHARGE HORIZONTALE .......................................................................................... 27
FIGURE 2.8: ELEVATEUR A DECHARGE CENTRIFUGE ............................................................................................ 27
FIGURE 2.9: DIAGRAMME BETE A CORNE DE L’ELEVATEUR 507AAT01 ................................................................ 28
FIGURE 2.10: DIAGRAMME BETE A CORNE DE L’ELEVATEUR 507AAT04 .............................................................. 29
FIGURE 2.11: DIAGRAMME BETE A CORNE DE L’ELEVATEUR 507AAT05 .............................................................. 29
FIGURE 2.12: DIAGRAMME BETE A CORNE DE L’ELEVATEUR 507AAT06 .............................................................. 30
FIGURE 2.13: DIAGRAMME BETE A CORNE DE L’ELEVATEUR 507AAT13 .............................................................. 30
FIGURE 2.14: DIAGRAMME PIEUVRE DU FONCTIONNEMENT NORMAL DES ELEVATEURS A GODETS................. 31
FIGURE 2.15: DIAGRAMME FAST DES ELEVATEURS A GODETS............................................................................. 32
FIGURE 2.16: GRAPHE DES CRITICITES DES DIFFERENTS MODES DE DEFAILLANCE .............................................. 36
FIGURE 3.1: LES SEPT ETAPES DE LA MRP ............................................................................................................. 41
FIGURE 3.2: ACCOUPLEMENT PERIFLEX ................................................................................................................ 45
FIGURE 3.3: BOUCHON AVEC SONDE DE TEMPERATURE ..................................................................................... 46
FIGURE 3.4: LES COURBES DE DEMARRAGE SELON LES DIFFERENTES CHAMBRES DE RETARDEMENT ............... 47
FIGURE 3.5: DETECTEUR A PALETTE ROTATIVE SITRANS LPS200 .......................................................................... 49
FIGURE 3.6: SYSTEME DE NETTOYAGE DES ELEVATEURS A GODETS .................................................................... 50
FIGURE 3.7: MODELE 3D DU SYSTEME DE VIDANGE ............................................................................................ 51
FIGURE 3.8: VARIATION DE L’EFFORT APPLIQUE SUR LE VERIN PAR LA METHODE NUMERIQUE ........................ 52
FIGURE 3.9: SCHEMA SIMPLIFIE DU SYSTEME ...................................................................................................... 52
PROJET INDUSTRIEL DE FIN D’ETUDE Page V
FIGURE 3.10: PARAMETRE AGISSANT AU FONCTIONNEMENT DU SYSTEME ....................................................... 52
FIGURE 3.11: VARIATION DES ANGLES A1, A2, A3 ET O ........................................................................................ 53
FIGURE 3.12: VARIATION DE L’EFFORT APPLIQUE SUR LE VERIN PAR LA METHODE ANALYTIQUE ...................... 54
FIGURE 3.13: COURBE DE DEPLACEMENT DU VERIN ............................................................................................ 55
FIGURE 3.14: SCHEMA GLOBAL DU CIRCUIT HYDRAULIQUE ................................................................................ 55
FIGURE 3.15: MODULE LINEAIRE FLI MODELE SLTL15G ........................................................................................ 60
PROJET INDUSTRIEL DE FIN D’ETUDE Page VI
Liste des tableaux
TABLEAU 1.1: ELEMENTS UTILISES POUR LA FABRICATION DES ENGRAIS.............................................................. 8
TABLEAU 1.2: : GRANULOMETRIE SORTIE GRANULATEUR ................................................................................... 10
TABLEAU 1.3: ANALYSE QQOQCP DU PROJET ....................................................................................................... 15
TABLEAU 1.4: TABLEAU DE L’ANALYSE SWOT DU PROJET .................................................................................... 17
TABLEAU 2.1: LES CLASSES DES EQUIPEMENTS PAR LA METHODE TDPC ............................................................. 23
TABLEAU 2.2:CRITERES DE CLASSIFICATION SUIVANT LA METHODE TDPC .......................................................... 24
TABLEAU 2.3: LES FONCTIONS DE SERVICE DU FONCTIONNEMENT NORMAL DES ELEVATEURS A GODETS ....... 31
TABLEAU 2.4: PERFORMANCES TECHNIQUES DES ELEVATEURS A GODETS ETUDIES........................................... 33
TABLEAU 2.5: GRILLE DE COTATION DES CRITERES D’EVALUATION DES MODES DE DEFAILLANCES ................... 34
TABLEAU 2.6: MODE DE DEFAILLANCE DES ELEVATEURS A GODETS ................................................................... 35
TABLEAU 2.7:LISTE DES REVISIONS DES ELEVATEURS A GODETS ......................................................................... 38
TABLEAU 3.1: . LES MODES CRITIQUES DES ELEVATEURS A GODETS ................................................................... 41
TABLEAU 3.2: OBJECTIFS SELON LA METHODE S.M.A.R.T. ................................................................................... 42
TABLEAU 3.3: LISTE DES ACTIONS ET CONTRE-MESURES ..................................................................................... 43
TABLEAU 3.4: LISTE DES COUPLEURS HYDRAULIQUE POUR CHAQUE ELEVATEUR .............................................. 47
TABLEAU 3.5: INDISPONIBILITE DES ELEVATEURS A GODETS APRES FIABILISATION ............................................ 62
PROJET INDUSTRIEL DE FIN D’ETUDE Page VII
Liste des abréviations
5S : Séri, Seiton, Seiso, Seiketsu, Shitsuke
AMDEC : Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité
AFNOR : Association Française de Normalisatio
CND : Contrôle Non Destructif
DAP : Di-Ammonium Phosphate
MAP : Mono-Ammonium Phosphate
JFC II : Jorf Fertilizers Company II
OCP : Office Chérifien des Phosphates
ODI : Owner Direct Investment
OPS : OCP Production System
PTFE : Polytétrafluoroéthène
DTLM : Différence de Température Logarithmique Moyenne
FAST : Function Analysis System Technique
QQOQCP : Qui ? Quand ? Où ? Quoi ? Comment ? Pourquoi ?
PMP : Pakistan Maroc Phosphore
IMACID : Indo Maroc Phosphores
EMAPHOS : Euro Maroc Phosphores
MTTR : Temps moyen de réparation
MTBF : Temps Moyen de Bon Fonctionnement
AFNOR : Association Française de Normalisatio
PROJET INDUSTRIEL DE FIN D’ETUDE Page VIII
Table des matières
Dédicace......................................................................................................................................I
Remerciements ........................................................................................................................ II
Résumé ................................................................................................................................... III
Abstract ................................................................................................................................... IV
Liste des figures ....................................................................................................................... V
Liste des tableaux ................................................................................................................. VII
Liste des abréviations ..........................................................................................................VIII
Introduction générale ............................................................................................................... 1
1. Présentation de l’organisme d’accueil et mise en situation du projet ......................... 2
1.1 Introduction ................................................................................................................. 3
1.2 Présentation du groupe OCP : ..................................................................................... 3
1.2.1 Présentation des filiales de l’OCP S.A : ............................................................... 3
1.2.2 Présentation du complexe industriel JORF LASFAR : ........................................ 4
1.2.3 Présentation des Joint-ventures installés au JORF LASFR : ............................... 5
1.3 Présentation de l’entitié JFC 2 ..................................................................................... 5
1.3.1 Industrie des engrais : ........................................................................................... 6
1.3.2 Définition des engrais : ........................................................................................ 6
1.3.3 Elément fertilisant : .............................................................................................. 6
1.3.4 Terminologie d’engrais : ...................................................................................... 7
1.4 Description du procédé de fabrication de DAP à JFC 2 .............................................. 7
1.4.1 Pré-Neutraliseur ................................................................................................... 8
1.4.2 Le réacteur tubulaire et le granulateur.................................................................. 9
Sécheur ............................................................................................................... 10
1.4.4 Classification (cribles et les broyeurs) ............................................................... 11
1.4.5 Conditionnement ................................................................................................ 12
1.4.6 Assainissement et Lavage des gaz ..................................................................... 13
PROJET INDUSTRIEL DE FIN D’ETUDE Page IX
1.5 Contexte général du projet ......................................................................................... 14
1.5.1 Présentation de la problématique ....................................................................... 14
1.5.2 Cadrage de la problématique .............................................................................. 15
1.5.3 Cahier des charges (Cdc).................................................................................... 15
1.5.4 Analyse de l’existant et méthodologie de travail ............................................... 16
2. Déploiement des fondations de la maintenance professionnelle ................................ 18
2.1 Introduction ............................................................................................................... 19
2.2 Généralité sur les standards OCP Production Système (OPS) .................................. 19
2.2.1 Définition de l’OPS ............................................................................................ 19
2.2.2 Constitution de l’OPS......................................................................................... 19
2.2.3 Maitrise de l’outil de production ........................................................................ 20
2.2.4 Présentation de la maintenance professionnelle ................................................. 20
2.2.5 Objectifs de la maintenance professionnelle ...................................................... 20
2.2.6 Méthodes de la maintenance professionnelle ..................................................... 20
2.2.7 Les neuf fondations de la maintenance professionnelle ..................................... 21
2.2.8 Les chantiers de fiabilisation .............................................................................. 22
2.3 Classification des équipements .................................................................................. 22
2.3.1 Objectifs de la classification .............................................................................. 22
2.3.2 Démarche de classification................................................................................. 22
2.3.3 Critère de classification ...................................................................................... 23
2.4 Analyse des résultats et définition des objectifs ........................................................ 24
2.5 Etude technique des élévateurs à godets.................................................................... 25
2.5.1 Généralité sur les élévateurs à godets ................................................................ 25
2.6 Etude des modes de défaillance ................................................................................. 33
2.7 Plan de maintenance des élévateurs à godets ............................................................ 36
3. Mise en œuvre et évaluation des actions et contre-mesures ....................................... 39
3.1 Introduction ............................................................................................................... 40
PROJET INDUSTRIEL DE FIN D’ETUDE Page X
3.2 Méthode de résolution de problème (MRP) .............................................................. 40
3.2.1 Définition ........................................................................................................... 40
3.2.2 Les règles de base ............................................................................................... 40
3.2.3 Les sept étapes de la résolution de problème ..................................................... 40
3.2.4 Etape 1 : Identification du phénomène ............................................................... 41
3.2.5 Etape 2 : Comprendre le fonctionnement normal du système ........................... 42
3.2.6 Etape 3 : Fixer les objectifs ................................................................................ 42
3.2.7 Etape 4 : Analyse des causes racines ................................................................. 42
3.2.8 Etape 5 : Actions et contre-mesures ................................................................... 43
3.2.9 Etape 7 et 8 : Vérifier les résultats, verrouiller et généraliser ............................ 44
3.3 Mise en œuvre des actions ......................................................................................... 44
3.3.1 Choix de l’accouplement .................................................................................... 44
3.3.2 Choix du bouchon fusible .................................................................................. 45
3.3.3 Le capteur de bourrage ....................................................................................... 48
3.3.4 Système de nettoyage de l’élévateur .................................................................. 49
3.4 Plan de maintenance conditionnelle .......................................................................... 61
3.5 Calcul du gain en disponibilité des élévateurs à godets ............................................ 61
3.6 Elaboration d’un système de maintenance ................................................................ 62
Conclusion générale ............................................................................................................... 63
4. Référence bibliographique ............................................................................................ 64
5. ANNEXES ....................................................................................................................... 65
PROJET INDUSTRIEL DE FIN D’ETUDE Page XI
Introduction générale
Pour maintenir son leadership mondial et devenir une entreprise de référence mondiale pour les
industries de process continu, le groupe OCP a mené depuis 2006 une transformation profonde
basée sur une stratégie ambitieuse qui vise d’augmenter les volumes de production et de
développer en permanence, ses capacités d’adaptation, de flexibilité, de compétitivité et
d’anticipation dans une approche globale qui fait du développement durable et de la
responsabilité sociétale deux variantes extrêmement déterminantes pour pouvoir répondre aux
exigences, de plus en plus fortes, des clients dans un marché fortement concurrentiel.
Dans cette optique, l’unité de production des engrais DAP s’est engagée dans une dynamique
de maîtrise et fiabilisation de l’outil de production qui est composé d’une multitude
d’équipements tournants dont les défaillances sont souvent à l’origine des arrêts de la
production.
Vu l’importance des investissements réalisés sur ces unités de production, il est nécessaire de
les fiabilisé au maximum. Cet impératif fait de la maintenance une fonction stratégique à part
entière dans la mesure où il faut assurer une disponibilité maximale à moindre coût et ce à
travers plusieurs piliers consolidés dans un programme phare bâtit OCP Production System.
Le première chapitre sera consacré à la présentation l’organisme d’accueil et décrire le procédé
de production des engrais. Par la suite nous allons faire un diagnostic de l’atelier afin de
déterminer les équipements névralgiques. Ensuite, nous allons effectuer une étude des modes
de défaillance pour déterminer la criticité de chaque mode ainsi que les causes probables de
cette défaillance. Ceci nous mènera à la mise en œuvre du plan de maintenance préventif
systématique de ces équipements. En troisième chapitre nous allons élaborer un plan d’action
permettant la résolution des problèmes rencontrés et nécessitant une durée proportionnellement
longue par rapport aux actions mises en œuvre lors de l’étude des modes de défaillances. Dans
le même chapitre nous allons élaborer un plan de maintenance conditionnel et évaluer le gain
de notre fiabilisation. En fin nous allons clôturer le projet par une évaluation du système de
maintenance réalisé.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 1
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
Chapitre
1 1. Présentation de l’organisme
d’accueil et mise en situation du
projet
PROJET INDUSTRIEL DE FIN D’ETUDE Page 2
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.1 Introduction
Le premier chapitre a pour objectif de présenter le milieu du projet, qui est l’Office Chérifien
du phosphate, ainsi qu’une mise en position du projet tout en présentant le processus de
production des différents types d’engrais dans l’unité JFC 2. Subséquemment,
1.2 Présentation du groupe OCP :
Les phosphates marocains sont exploités dans le cadre d’un monopole d’État confié à un
établissement public créé en août 1920, l’Office Chérifien des Phosphates, devenu Groupe OCP
en 1975. Mais c’est le 1er mars 1921 que l’activité d’extraction et de traitement démarre à
Boujniba, dans la région de Khouribga. En 1965, avec la mise en service de Maroc Chimie à
Safi, le Groupe devient également exportateur de produits dérivés. En 1998, il franchit une
nouvelle étape en lançant la fabrication et l’exportation d’acide phosphorique purifié.
Le 28 février 2008, l’Office Chérifien des Phosphates, établissement public régi par le dahir n°
1-60-178 du 4 safar 1380 (29 juillet 1960), est transformé en une société anonyme à conseil
d’administration, dénommée « OCP SA ».
Le groupe se trouve dans diverses zones du pays : des sites de la production du phosphate brut
: Khouribga, Youssoufia, Benguerir et Boucraâ. C’est environ la moitié du phosphate produit
qui est exportée comme matière première à destination d'une quarantaine de pays à travers le
monde, tandis que l'autre moitié est livrée aux sites de transformations chimiques à savoir Safi
et Jorf Lasfar.
1.2.1 Présentation des filiales de l’OCP S.A :
1.2.1.1 Les filiales d’exploitation :
• Maroc phosphore : Société anonyme de capital de 6,5 milliards de dirhams détenu à
100 % par l’OCP, crée en 1973. Son activité consiste en la production et l’exportation
d’acide phosphorique et phosphaté à travers les sites de JORF LASFR (Maroc
Phosphore III - IV) et de Safi (Maroc Chimie et Maroc Phosphore I - II).
• Phosboucraâ : Société anonyme de capital de 100 millions de dirhams, entièrement
détenu par l’OCP. Phosboucraâ a été créée en 1962. Son objet est l’extraction, le
traitement, le transport et la commercialisation du minerai de phosphate du site de
boucraâ
PROJET INDUSTRIEL DE FIN D’ETUDE Page 3
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.2.1.2 Les filiales support :
Cerphos : crée en 1975 et doté d’un capital de 29Mdhs détenu à 100 % par OCP SA, CERPHOS
est un centre de recherche scientifique spécialisé dans les processus d’extraction, de traitement
et de valorisation des phosphates en acide phosphorique et Engrais phosphatés. CERPHOS
explore également des recherches scientifiques dans la métallurgie, l’eau, l’énergie,
l’environnement, et dans le développement durable.
Lejonc & cie : Crée en 1960 et dotée d’un capital de 21Mdhs, détenue à 100 % par OCP SA,
son activité consiste en l’achat, l’acquisition, la négociation de tous biens mobiliers et
immobiliers, location de terrains et d’autres biens immobiliers.
STAR : dotée d’un capital de 84,5Mdhs, détenu à 100 % par OCP SA, la STAR est spécialisée
dans le transport et l’affrètement maritimes.
SOTREG : Société anonyme au capital de 56 millions de dirhams, détenu à 100 % par l’OCP.
SOTREG a été créé en 1973 avec pour unique objet le transport du personnel du Groupe OCP.
IMSA : Société anonyme au capital de 2Mdhs, IMSA a été créée en 1970. À travers cette filiale,
le Groupe OCP assure une prestation sociale en hôtellerie et restauration, ainsi elle assure
plusieurs activités socioculturelles au profit du personnel et de leur famille à charge.
1.2.2 Présentation du complexe industriel JORF LASFAR :
Situé sur le littoral atlantique, à 80 km de Casablanca et à 17 km au sud-ouest d’El Jadida, le
complexe industriel de JORF LASFAR a démarré sa production en 1986. Cette unité a permis
de doubler la capacité de valorisation des phosphates. Cet ensemble, qui s’étend sur 1. 700
hectares, produits chaque année sous forme d’
, nécessitant la transformation de 7. 7 millions de tonnes de phosphate extrait
des gisements de Khouribga, 2 millions de tonnes de soufre et 0.5 million de tonnes
d’ammoniac. Le site de JORF LASFAR regroupe les industries Chimiques de valorisation de
minerais de phosphates et de production des engrais phosphatés et /ou azotés.
o Les produits commercialisés par le site :
o L’acide phosphorique ordinaire qualité engrais ;
o L’acide phosphorique purifié qualité alimentaire ;
o Les engrais
PROJET INDUSTRIEL DE FIN D’ETUDE Page 4
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.2.3 Présentation des Joint-ventures installés au JORF LASFR :
Dans le cadre du développement, et à l’échelle internationale, le Groupe OCP a noué des
partenariats durables avec :
• BUNGE MAROC PHOSPHORE (BMP) : a été créée en avril 2008 à JORF LASFAR
et a démarré son activité en mars 2009. BMP a pour activité la production et la
commercialisation d’acide phosphorique, d’engrais phosphatés et azotés et d’autres
produits dérivés. L’entreprise a une capacité de production de 375 000 tonnes P2O5 par
an.
• EURO MAROC PHOSPHORE S.A (EMAPHOS) : a été créée en 1996 à JORF
LASFAR. C’est le premier partenariat d’OCP pour l’activité chimie au Maroc.
EMAPHOS a comme activité la transformation d’acide phosphorique marchand en
acide phosphorique purifié, et sa commercialisation.
• INDO MAROC PHOSPHORE S.A (IMACID) : a été créée en 1997 à JORF
LASFAR. IMACID comprend notamment une unité d’acide phosphorique d’une
capacité de 430.000 tonnes P2O5. IMACID assure, depuis sa création, une disponibilité
fiable d’acide phosphorique au marché indien, basée sur un partenariat long terme.
• JACOBS ENGINEERING S.A (JESA) : Créée en août 2010, JESA est une joint-
venture détenue à parts égales entre OCP et l’américain Jacobs Engineering, leader
mondial de l’ingénierie. JESA offre des services d’ingénierie et de gestion de projets
d’envergure aussi bien au Maroc qu’à l’international. JESA accompagne notamment
OCP dans son programme d’investissement et ses projets de développement et vise à
devenir un acteur majeur dans sa région.
• JORF FERTILZER COMPANY (JFC) : Composé de deux unités (JFC1 et JFC2) à
JORF LASFAR spécialisés dans la production et la commercialisation des engrais et
d’acide phosphorique (JFC1 : est créé en 2015, JFC2 : est créé en 2016).
Le présent stage de projet de fin d’étude se déroulera pendant 3 mois dans l’unité JFC2, et plus
précisément dans l’atelier des engrais.
1.3 Présentation de l’entitié JFC 2
JFC II a commencé leurs activités le 10 octobre de l’année 2016, il est spécialisé dans la
production et la commercialisation des engrais DAP et l’acide phosphorique. La stratégie de
développement du groupe fixe comme objectif à la filière d’atteindre une production annuelle
PROJET INDUSTRIEL DE FIN D’ETUDE Page 5
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
de 613.4 Millions de DH sur une croissance annuelle de 50,3% avec une capacité de production
d’un million de tonnes par an d’engrais.
1.3.1 Industrie des engrais :
1.3.1.1 Historique :
On a reconnu l’utilité des engrais dès la plus haute antiquité. Ce furent, toutefois, les Romains
qui employèrent les premiers fumiers de façon systématique pour enrichir les sols qu’ils
cultivaient. Le fumier, nom ce procédé utilisé de nos jours, donne d’excellents résultats Une
telle pratique ne reposait au départ sur aucune base scientifique confirmée puisque les anciens
pensaient que les plantes se nourrissaient de composés organiques présent dans le sol. Cette
hypothèse ne fut contestée qu’au XVI ° siècle, lorsque Bernard Palinez (1510-1589) affirma
que les végétaux ne peuvent assimiler que des produits minéraux existant dans l’eau. Lavoisier
découvrit en 1792, et formula le premier, les relations qui amènent le monde végétal au monde
minéral, au siècle suivant, les français Payen, Boussignault Kulmann et l’Allemand Liebig
établissent le rôle fertilisant de certaines matières minérales, et permirent à l’industrie des
engrais chimiques de se développer à partir de 1860.
1.3.2 Définition des engrais :
Les engrais sont des substances (composés chimiques), destinées à apporter aux plantes des
compléments nutritifs, de façon à améliorer leur croissance, et à augmenter le rendement et la
qualité des cultures. L'action consistant à apporter un engrais s'appelle la fertilisation.
1.3.3 Elément fertilisant :
L'industrie des engrais est divisée en trois sous-filières qui constituent les éléments principaux
de la fertilisation agricole :
• L'élément azote : Un élément fondamental de la matière vivante. Il est également l’un
des principaux constituants de la chlorophylle qui conditionne la photo synthèse
• L’élément phosphate : Un régulateur de développement de la plante, il favorise la
croissance, le premier développement des racines, la rigidité des tissus et une plus
grande résistance en maladie, le phosphore permet de corriger l’excès d’azote il est
indispensable à la formation de la chlorophylle.
• L'élément potassium : Participe à la formation des protéines et favorise le rendement
PROJET INDUSTRIEL DE FIN D’ETUDE Page 6
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.3.4 Terminologie d’engrais :
Engrais simples : Ce sont des engrais ayant une teneur déclarée en un seul élément fertilisant
majeur N, P ou K. Cette appellation reste valable même si l’engrais contient l’élément fertilisant
majeur sous plusieurs formes différentes ou s’il contient des éléments secondaires.
Engrais Composés : Ce sont des engrais ayant des teneurs déclarées au moins deux éléments
fertilisants majeurs. Il s’agit des engrais NP, PK, NK, NPK. Les teneurs des éléments fertilisants
des engrais sont exprimées en azote (N2), en anhydride phosphorique (P2O5) et en oxyde de
potassium (K2O). Dans le cas des engrais composés l’indication des teneurs exprimés en pour
cent, en masse dans la formule de l’engrais, s’effectue dans l’ordre : N2- P2O5- K2O.
Nous pouvons définir cinq types d’engrais :
• TSP : Triple superphosphate est produit par réaction de l’acide phosphorique avec le
phosphate minéral.
• SSP : Superphosphate simple (P205 :14%)
• MAP: Mono-ammonium phosphate (N: 11%, P205: 54%)
• DAP: Di-ammonium phosphate (N: 18%, P205 :47%)
• NPK : C’est un mélange d’engrais en proportions appropriées en éléments nutritifs :
azote, phosphore et potassium. (N : 14%, P205 : 28%, K2O : 14%).
1.4 Description du procédé de fabrication de DAP à JFC 2
La description suivante est applicable à l’ensemble de granulation pour la production de Di
ammonium Phosphate (DAP). Expressément, le procédé et les équipements ont été conçus pour
la production des engrais granulaires NP ayant une composition nitrogène - P2O5 - K2O de :
18-46-0.
Plusieurs procédés industriels existent dans le marché de la fabrication des engrais. L'atelier
d'engrais à JORF LASFR est conçu selon le procédé AZF à double réacteurs tubulaires du
sécheur (RTS) et du granulateur (RTG). Dès sa mise en service en fin de l'année 1987 et début
1988, l'atelier d'engrais à JORF LASFR a connu un grand nombre de problèmes touchant tous
les domaines de l'exploitation : procédé, résistance des matériaux, analyses chimiques,
rendements, assainissement. Face à cette situation, les responsables de l'atelier Engrais ont
engagé leurs propres investigations pour augmenter le taux de disponibilité et assurer les
performances requises.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 7
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
En 2010, le procédé est changé par le procédé Jacobs qui se base sur 6 étapes.
• Réaction(Préneutraliseur)
• Granulation(Granulateur)
• Séchage (Sécheur)
• Classification (Criblage et broyage)
• Conditionnement (Refroidissement et enrobage)
• Lavage et Assainissement.
Les éléments utilisés pour la fabrication des engrais peuvent être classés en trois catégories.
Matière première Matière additive Utilités
• Acide phosphorique à 29% et
54% en P2O5 • Anti-mousse • Eau brute
• Ammoniaque anhydre liquide • Enrobant • Huile aminée, fioul et vapeur
(NH3)
• Acide sulfurique à 98.5%.
Tableau 1.1: Eléments utilisés pour la fabrication des engrais
La fabrication des engrais azotés consiste à neutraliser l’acide phosphorique par l’ammoniac ce
qui donne lieu à une réaction exothermique.
[1] NH3 + H3 PO4 (NH4)H2PO4 + ΔQ
Cette réaction conduite en premier lieu à la formation du mono-ammonium phosphate puis dans
un deuxième lieu à la formation du di-ammonium phosphate.
[2] (NH4)H2PO4 + NH3 (NH4)2HPO4 + ΔQ
Le control de la réaction est réalisé en fonction du rapport molaire.
𝑛(𝑁𝐻3)
= 𝑅𝑀
𝑛(𝐻3𝑃𝑂4)
1.4.1 Pré-Neutraliseur
La réaction principale se fait dans une cuve d’attaque appelée ‘’Pré-Neutraliseur’’, dans
laquelle on introduit de l’acide phosphorique 54% en P2O5, de l’ammoniac gazeux entrainer
par la vapeur de l’eau et le liquide de lavage, ce dernier former par l’acide phosphorique 29%
PROJET INDUSTRIEL DE FIN D’ETUDE Page 8
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
en P2O5 et l’eau de lavage des gaz aspirés à partir des différents équipements de l’installation.
Le PN équipé d’un agitateur qui permet : La réduction des mousses, L’homogénéisation du
milieu réactionnel et l’uniformité de la température.
Figure 1.1: Pré-Neutraliseur
1.4.2 Le réacteur tubulaire et le granulateur
1.4.2.1 Le réacteur tubulaire
Tout comme le Pré-Neutraliseur, le réacteur tubulaire est un milieu où a lieu la neutralisation.
Ce dernier est utilisé d’une façon différente car on n’y introduit que l’acide phosphorique 54%
et de l’ammoniac NH3 (g) de façon que la réaction se fasse instantanément et que le produit se
pulvérise dans le granulateur.
1.4.2.2 Granulateur
Cette étape permet de transformer la bouillie en engrais granulaire. La granulation à lieu dans
le granulateur rotatif ou la bouillie est pulvérisée sur un lit d’engrais recyclé et arrosée
d’ammoniac liquide. La réaction d’ammonisation débutant dans le Pré-Neutraliseur est
complétée dans le granulateur pour donner un rapport molaire (NH3/H3PO4) définitif au
produit, ce rapport est de 1,86 à la sortie du granulateur. La granulation s’accomplit par la
réaction d’ammonisation.
Le produit granulé humide sort du granulateur au travers d’une grille située à la sortie du
granulateur. Le produit s’achemine directement vers le sécheur par l’intermédiaire d’une goulotte
spécialement.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 9
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
Figure 1.2: Granulateur
Sécheur
Les granules d’engrais à la sortie du granulateur sont humides et de granulométries variées, le
séchage permet de diminuer le contenu en humidité dans ces granules de 3-4% à environ 1-
1.5%.
Grade %DAP
> 4mm 30 à 10 %
2-4 mm 40 à 50 %
<2 mm 30 à 40 %
Tableau 1.2: : Granulométrie sortie granulateur
Dans le Sécheur les solides sont soulevés et tombent en cascade à travers un flux co-courant
d'air chaud provenant de la Chambre de Combustion. Le sécheur est conçu pour permettre un
maximum d’efficacité et un minimum de colmatage.
La Chambre de Combustion est équipée d’un brûleur alimenté en fuel. L'air de combustion est
approvisionné par le ventilateur d'air de Combustion et le ventilateur d'air de dilution qu’est
utilisé pour réduire la température des gaz de combustion jusqu’au niveau requis pour la
catégorie d'engrais à produire. Les températures excessives doivent être évitées pour empêcher
la décomposition, et la fusion du produit. Le produit passant n’entraîne pas un bouchage des
mailles des cribles.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 10
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
Figure 1.3: Sécheur
1.4.4 Classification (cribles et les broyeurs)
Le produit séché est ensuite acheminé vers un système de boites à volets afin de le répartir sur
les cribles. Pour améliorer l’efficacité du criblage, chaque crible est équipé d’un distributeur
vibrant assurant une répartition du produit sur toute la largeur du crible.
Le produit entre 2,5 et 4 mm est dirigé au moyen d’élévateur vers les cribles secondaires pour
assurer une deuxième séparation du produit marchand et enfin des cribles finisseurs pour
améliorer la granulométrie du produit fini.
Les gros qui ne passent pas la première toile des cribles sont acheminés vers le broyage, avant
d’être recyclé et les fines sont acheminées directement vers la bande de recyclage.
Figure 1.4: Classification
PROJET INDUSTRIEL DE FIN D’ETUDE Page 11
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.4.5 Conditionnement
1.4.5.1 Refroidisseur
Le refroidisseur est une unité à lit fluidisé conçu pour refroidir le produit à approximativement
40°C avec de l’air ambiant qui a été refroidi à 15°C dans les conditionneurs d’air de la ligne.
Les ventilateurs de refroidissement de la ligne aspirent l'air à travers les conditionneurs et le
refoulent à une pression légèrement supérieure vers le refroidisseur du produit. Les granules
refroidis sont transportés par un élévateur de produit vers des volets afin de répartir les granules
dans les cribles finisseurs.
Figure 1.5: Refroidisseur et tamis finisseur
1.4.5.2 Enrobeur
L’enrobage des granules se fait par une pulvérisation d’huile d’enrobage, afin d’éviter la prise
en masse et le chargement de la poussière, le produit sortant de l’enrobeur est envoyé vers le
stockage avant la distribution.
Figure 1.6: Refroidisseur et tamis finisseur
PROJET INDUSTRIEL DE FIN D’ETUDE Page 12
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
1.4.6 Assainissement et Lavage des gaz
1.4.6.1 Assainissement
L’air contenant des poussières résultantes de la manutention des cribles, des broyeurs, des
bandes, des élévateurs, est aspiré pour l’acheminer vers les cyclones où on récupère la majeure
partie de ces poussières. Après le cyclonage l’air circule par suite vers le laveur où on élimine
les traces des poussières.
1.4.6.2 Lavage des gaz
Les gaz provenant du granulateur et du Pré-Neutraliseur contenant de l’ammoniac, des
poussières, des composés fluorés, de la vapeur d’eau subissent un prélavage dans la tour de
lavage D01 où une majeure partie de l’ammoniac est enlevée en réagissant avec l’acide
phosphorique dans le liquide de lavage circulant à l’intérieur du laveur.
Après D01 les gaz s’acheminent avec les gaz de l’assainissement vers D03 où ils subissent un
deuxième lavage afin de récupérer l’ammoniac s’échappant de D01. Les gaz issus du sécheur
subissent un premier lavage au niveau D02 par le liquide de lavage. Les gaz issus D03 et du
sécheur à partir de D02 et ceux issus de la section du refroidisseur du produit fini sont induits
finalement dans la tour D04 pour subir un dernier lavage avec de l’eau brute afin d’enlever les
traces de poussières, d’ammoniac et du fluor. Une injection d’acide sulfurique au niveau
assurant la circulation du liquide de lavage au niveau de D04 se fait pour acidifier le milieu afin
d’augmenter le rendement de récupération d’ammoniac et du fluor.
Figure 1.7: Lavage des gazs
PROJET INDUSTRIEL DE FIN D’ETUDE Page 13
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
Figure 1.8: Synoptique résultant Procédé de fabrication de DAP
1.5 Contexte général du projet
La réalisation du projet nécessite un travail minutieux afin de garantir la qualité de la
planification, ainsi que la satisfaction des exigence formulées par l’ensemble des partie
prenantes. Dans ce chapitre nous envisageons de définir et détailler la problématique que nous
nous focaliserons sur résolution, et de cadrer le projet en utilisant la méthode QQOQCP et une
analyse SWOT. Finalement nous allons élaborer un planning du projet à l’aide du logiciel MS
Project.
1.5.1 Présentation de la problématique
L’atelier de production des engrais de l’entité JFC2 est une ligne récemment mise en service,
depuis juillet 2016. Cette dernière se considère toujours comme étant une nouvelle ligne et en
phase de construction, ce qui nous pousse à implanter les fondations de la maintenance
professionnelle pour répondre au besoin de la ligne de production et recentrer les ressources de
maintenance sur les priorités de la ligne.
Cependant la ligne production de DAP représente une ligne critique dans l’entité, tel que son
arrêt implique directement un arrêt du produit marchant et donc un arrêt de vente du produit.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 14
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
L’atelier des engrais a vécu plusieurs arrêts causés par des anomalies différentes, dont la plupart
d’entre elles n’ont pas pu être maitrisées et résolues.
Par conséquence notre étude envisagera le déploiement d’un système permettant l’amélioration
de production avec une transformation opérationnelle afin d’atteindre les performances
industrielles exigées, notamment l’élimination des arrêts répétitifs et des déclenchements
fréquents de l’atelier.
Brièvement, afin de concrétiser notre problématique nous la résumons en deux points
majeures :
• Classification des équipements de l’atelier de production d’engrais afin d’orienter la
politique de maintenance choisie vers les équipements les plus critiques.
• Mise en place d’un chantier de fiabilisation suivant les standards OPS.
1.5.2 Cadrage de la problématique
Pour une bonne compréhension globale du sujet ainsi qu’un cadrage correct nécessite
l’emploie de la méthode QQOQCP.
Qui est concerné par le La ligne de production des engrais – JFC2 -Jorf Lasfar
projet ?
Quel est le projet ? Fiabilisation des élévateurs à godets
Où sera-t-il appliqué ? Bureau de méthode – Service de la maintenance mécanique
Quand le stage s’est Du 19 février 2018 au 20 juin 2018
déroulé ?
Comment sera-t-il élaboré Application des standards OPS
Pourquoi ce projet ? ▪ Optimiser la maintenance des élévateurs à godets ;
▪ Augmenter la durée de vie de la ligne.
Tableau 1.3: Analyse QQOQCP du projet
1.5.3 Cahier des charges (Cdc)
Le cahier des charges doit être définit minutieusement en premier vu son importance afin de
réussir le projet. Par conséquent, nous détaillons le cahier des charges du projet par la suite.
• Classification des équipements :
o Description du processus de fabrication ;
o Listing des équipements de l’atelier de production des engrais.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 15
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
• Mise en place d’un chantier de fiabilisation suivant les standards OPS :
o Analyse fonctionnelle externe des élévateurs à godets ;
o Analyse des modes de défaillance des éléments des élévateurs à godets ;
o Etablir un plan d’action et contre-mesures à court terme ;
o Elaborer un plan de maintenance préventif ;
o Etablir le système de résolution des problèmes (MRP) pour les actions à
long terme ;
o Mise en place d’un Workflow management de l’atelier maintenance
mécanique.
1.5.4 Analyse de l’existant et méthodologie de travail
1.5.4.1 Etat des lieux
La définition du cahier de charge du projet nous a éclairci les missions que nous devons réussir,
par la suite il est indispensable de faire une analyse de l’état existant de la maintenance au sein
de la ligne de production des engrais.
Le service de la maintenance mécanique (AMM) à l’entité JFC2 a certainement des points
forts et des points de faiblesse, l’objectif de l’analyse SWOT que nous avons mené est de
trouver la manière la plus optimale pour utiliser les points forts et exploiter les opportunités de
chaque fondation pour en faire un modèle world classe et au même temps savoir dépasser les
faiblesses pour contrecarrer les menaces. Le tableau suivant synthétise les points forts, faibles
internes et externes de 9 fondements de la maintenance professionnelle :
Forces Faiblesses
▪ Encadrement à la hauteur ▪ Absence des fondations de la
▪ Personnel expérimenté et qualifié doté maintenance professionnelle
d’un bon savoir-faire ▪ Contrainte de temps pour traiter tous les
▪ Personnel motivé modes de défaillance
▪ Disponibilité des informations ▪ Manque d’historique détaillé de panne et
concernant les standards OPS d’intervention
▪ Existence d’un point de documentation ▪ Absence des dossiers machines selon les
comme le BDM standards OPS
▪ Existence d’une cellule d’inspection ▪ Absence des modes opératoires
intégré dans le BDM ▪ Absence des indicateurs de coûts
▪ Manque des plans de maintenance
PROJET INDUSTRIEL DE FIN D’ETUDE Page 16
Chapitre 1 : Présentation de l’organisme d’accueil et
mise en situation du projet
▪ Absence de la maintenance préventive
▪ Faible effectif d’inspection
Opportunités Menaces
▪ Exploitation du système GMAO ▪ Risque de défaillance des équipements
▪ Possibilité de référenciation ▪ Mauvaise gestion des ressources
(benchmarking) avec d’autres humaines
plateformes similaires à l’entité JFC2
Tableau 1.4: Tableau de l’analyse SWOT du projet
1.5.4.2 Planification du projet
La mise en œuvre d’un plan de travail est indispensable pour l’organisation du travail. Pour ce
faire, nous nous somme basé sur des différentes conditions de travail et l’expérience de l’équipe
de l’atelier d’accueil en introduisant les contraintes tel que la période du stage les compétences
et la disponibilité des différents ressources.
Figure 1.9: Plan du projet sous le logiciel Microsoft Project
PROJET INDUSTRIEL DE FIN D’ETUDE Page 17
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
Chapitre
2
2. Déploiement des fondations de la
maintenance professionnelle
PROJET INDUSTRIEL DE FIN D’ETUDE Page 18
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
2.1 Introduction
La maitrise des outils de production est une nécessitée primordiale pour l’OCP. L’instauration
d’un système permettant cette maitrise est alors une évidence pour l’office. Pour se faire, en
2009 l’office chérifien du phosphate a lancé une initiative de recherche de l’excellence
opérationnelle en émergeant au sein de l’entreprise une nouvelle culture d’efficacité et
performance.
Ce chapitre a pour objectif de mettre en place une des démarches suivies par l’office, et qui
représente un des piliers des standards OCP Production System (OPS). Cette dernière est la
maintenance professionnelle qui a pour objectif de fiabiliser et d’assurer la disponibilité des
équipements du système de production.
2.2 Généralité sur les standards OCP Production Système (OPS)
2.2.1 Définition de l’OPS
L’OCP Production System est un système de management industriel codéveloppé avec Centrale
Paris et qui était mis en place en juin 2012.
2.2.2 Constitution de l’OPS
Le système est constitué de six branches dont on note parmi elles la maitrise de l’outil de
production, et qui est bien l’objectif de notre projet.
Figure 2.1: Constitution de l’OPS
PROJET INDUSTRIEL DE FIN D’ETUDE Page 19
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
2.2.3 Maitrise de l’outil de production
La maitrise de l’outil de production se fonde sur un processus constitué de quatre axes
principaux :
• Les outils de résolution de problème.
• La maintenance autonome : basée sur les tâches quotidiennes des opérateurs pour
garantir la propreté, la lubrification et le serrage de chaque équipement.
• Les 9 processus fondamentaux de la maintenance professionnelle.
2.2.4 Présentation de la maintenance professionnelle
La maintenance professionnelle est un élément inéluctable et fondamental de chaque entreprise
visant un changement culturel afin de passer du dépannage et réparation vers la maintenance
préventive. En effet ce changement est présent sur trois différentes échelles :
• Le management : prévoir l’état des équipements.
• Le responsable de la maintenance : pouvoir déterminer des tâches préventives.
• Le technicien de la maintenance : faire face à un nouveau métier.
2.2.5 Objectifs de la maintenance professionnelle
Principalement, la maintenance professionnelle se focalise sur plusieurs objectifs lui permettant
d’organiser et réaliser sa mission principale. La maintenance professionnelle vise d’une part à
maximiser la fiabilité des équipements pour un coût économique, et éliminer les activités non
planifiées ou bien improvisée. D’autre part elle vise aussi l’utilisation des méthodes de
maintenance (périodique, conditionnelles, autonome) en fonction de la criticité des machines
pour un meilleur, et de développer les compétences des personnels de maintenance et des
opérateurs pour supporter la stratégie de maintenance professionnelle. Et finalement, elle vise
de créer une culture de zéro défaillance et planifier les activités pour réduire au maximum les
arrêts de production.
2.2.6 Méthodes de la maintenance professionnelle
Plusieurs méthodes de maintenance existent et s’effectuent en respectant la politique maintenue
par l’entreprise. La maintenance se séparer en deux grandes familles, la maintenance non
planifiée et qui est évitée au maximum possible dans l’industrie à production continue,
cependant la maintenance planifiée est la plus envisagée car elle permet une maitrise préventive
du système à maintenir. Elle se sépare à son rôle en deux types de maintenance la maintenance
améliorative et la maintenance préventive.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 20
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
Méthodes de la maintenance
Planifiée Non planifiée
Maintenance Maintenance
Préventive Améliorative Maintenance corrective
Maintenance
Autonome (MA)
Maintenance
Périodique (MP)
Maintenance
Conditionnelle
(MC)
Figure 2.2: Méthodes de la maintenance
2.2.7 Les neuf fondations de la maintenance professionnelle
La maintenance professionnelle se base sur un processus constitué de neuf principales étapes :
1. Établir la classification AA, A, B et C ;
2. Définir les flux d’informations et des pièces ;
3. Développer les dossiers machines des équipements ;
4. Gérer les pièces de rechange dans le magasin ;
5. Améliorer les ressources de maintenance :
a. Méthode des 5 S à l’atelier de maintenance.
b. Gestion des compétences technologiques et méthodes.
c. Gestion des sous-traitants.
6. Gérer la lubrification des équipements ;
7. Établir un système de gestion des pannes, recueil des informations, analyse des
défaillances, verrouiller…
8. Établir, suivre, analyser les indicateurs clés, piloter la démarche de progrès ;
9. Développer un système simple et efficient d’inspection et de surveillance des
équipements.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 21
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
2.2.8 Les chantiers de fiabilisation
Afin d’améliorer la fiabilité des équipements un chantier de fiabilisation a était mis en
œuvre. Ce dernier est bâti sur sept étapes principales.
Suppression des dégradation forcées et retour aux conditions de base
Analyse des pannes
Elaboration des standards de maintenance
Contre mesures contre les points faibles
Maintenance conditionnelle
Management par le coût
Elaboration d'un système de maintenance
Figure 2.3: Les sept étapes d’un chantier de fiabilisation
2.3 Classification des équipements
2.3.1 Objectifs de la classification
La classification a pour but de :
• Identifier les équipements les plus névralgiques de la ligne de production des engrais
• Utiliser aux mieux les ressources de la maintenance, la main d’œuvre et des moyens
financiers.
2.3.2 Démarche de classification
D’après les standards OPS, la démarche de la classification par la méthode TDPC est telle que
la suivante :
1. Identifier l’ensemble des équipements à classifier
2. Evaluer les équipements selon les critères de classification
PROJET INDUSTRIEL DE FIN D’ETUDE Page 22
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
Classer les équipements selon un ordre de criticité décroissant, et faire une subdivision en quatre
classes.
Synthèse Pourcentage des équipements
Classe AA 5%
Classe A 15%
Classe B 60%
Classe C 20%
Tableau 2.1: Les classes des équipements par la méthode TDPC
2.3.3 Critère de classification
L’évaluation de la criticité des équipements du système étudier, qui est dans notre cas la ligne
de production des engrais, se fait en prenant en considération plusieurs critères, dont le premier
est celui du temps moyen de réparation (MTTR) telle qu’en augmentant le temps de réparation
l’équipement devient de plus en plus critique vu l’impact directe sur la cadence de production
causé par ce dernier. La méthode TDPC fait intervenir aussi l’utilisation de l’équipement,
l’impact sur la qualité finale du produit, les d’énergie, l’aspect sécuritaire de l’anomalie et
l’aspect environnemental de l’anomalie, tous ces critères sont inscrits dans un même facteur de
classification appelé le facteur d’influence. La fréquence des pannes représente aussi un critère
important, tel qu’un équipement avec une fréquence élevée de panne fais perdre la ligne de
production sa disponibilité et sa fiabilité. Finalement chaque élément du système a sa propre
influence sur la production, d’une part il peut n’avoir aucun impact sur la production, ou bien
même causer un arrêt froid.
Classification No Item Critères
1 Temps moyen Inférieur à 1 heure=5
de réparation
Inférieur à 2 heure=10
Temps de Réparation Inférieur à 3 heure=15
(T) Inférieur à 4 heure=20
Entre 4 H et 7 H=30
Supérieur à 7 H=35
2 Charge 100%
PROJET INDUSTRIEL DE FIN D’ETUDE Page 23
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
Utilisation de Charge 50%
l'équipement
3 Impact sur la Avec impact = 5
qualité finale
Sans impact = 1
4 Coût d'une non Importante = 5
qualité
(Réclamation Négligeable = 1
Facteur d'influence client)
(D) 5 Perte d'énergie Importante = 5
Négligeable = 1
6 Aspect sécurité Très fort pour le personnel = 5
de l'anomalie
Sans risque pour le personnel = 1
7 Aspect Fort impact = 5
environnement
de l'anomalie Faible impact = 1
8 Fréquence des Supérieur à 25 par la période considérée= 35
pannes
Entre 15 à 25 par la période considérée = 25
Probabilité des
Pannes (P) Entre 10 à 15 par la période considérée = 15
Inférieur à 10 par la période considérée = 5
9 Criticité de 20 Pas d'impact sur la production
l'équipement
en fonction des 40 Impact < 24hrs
arrêts de
Criticité de 60 Impact > 24hrs
production
l'équipement (C)
80 Impact sur plus d'un atelier < 24hrs
100 Impact sur plus d'un atelier > 24hrs
Tableau 2.2:Critères de classification suivant la méthode TDPC
2.4 Analyse des résultats et définition des objectifs
La classification par la méthode TDPC (annexe 1 et 2) qui prend en considération les quatre
critères définissant la criticité des équipements, nous mène à distinguer dix éléments critiques
(de classe A) et deux autres éléments supercritiques (de classe AA). La définition de notre
objectif se base principalement sur l’amélioration de la productivité de ligne de production des
engrais, et spécifiquement sur la fiabilisation des équipements névralgique de ligne.
Notamment, les équipements critiques ou supercritique n’ont pas prouvé une grande différence
au niveau de leur indice de criticité, ce qui nous pousse à penser à une nouvelle méthodologie
qui nous permettra non seulement de fiabiliser un seul équipement mais plutôt tous les
équipements ayant le même principe de fonctionnement. De ce fait cette répartition se fera en
introduisant trois grandes familles d’équipement critique et super-tique :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 24
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
• Les élévateurs à godet
• Les viroles tournantes (sécheur, granulateur, enrobeur)
• Les ventilateurs
Clairement nous pouvons distinguer la famille des élévateurs à godets avec sa moyenne de
criticité de 102, comparé à celle des viroles tournantes de 98,7 et des ventilateurs 85,3. Les
élévateurs à godet représentent alors une famille critique dans la ligne de production.
Nous devons noter aussi que le score de l’élévateur AT01 (de 139) est le plus élevé dans la
ligne, vu sa fréquence de panne cet élément a causé une baisse de production des engrais à
cause de son importance dans l’atelier. Cet équipement était le sujet des réunions de l’équipe
de la maintenance à plusieurs reprises, malgré ceci les problèmes rencontrés au niveau de
l’élévateur AT01 n’ont pas pu être évité dans les autres élévateurs de l’atelier. Par conséquent,
notre étude se focalisera sur une analyse minutieuse des pannes des deux élévateurs à godet
AT01 et AT06, afin de pouvoir généraliser le résultat obtenu sur toute la famille des élévateurs.
2.5 Etude technique des élévateurs à godets
Avant d’entamer l’étude des modes de défaillance des élévateurs à godets, nous allons tout
d’abord faire une présentation générale sur les élévateurs à godets afin de pouvoir éclaircir le
fonctionnement et la particularité du type de l’élévateur présent dans l’atelier de production des
engrais, ainsi que les conditions de service général de fonctionnement. Par la suite nous allons
mener une étude visant la résolution des modes de défaillances, et plus particulièrement ceux
qui sont les plus critiques
2.5.1 Généralité sur les élévateurs à godets
L’élévateur à godet est un type d’équipement de transport vertical ou incliné. Il est
généralement alimenté par un moteur électrique qui enchaine une translation des godets par la
suite soit en utilisant un système pignon chaine, une bande ou bien une circulation du fluide par
une pompe hydraulique. Généralement, il est utilisé pour des distances inférieures à celles des
convoyeurs à bandes. Les élévateurs à godet sont disponibles à une grande plage de capacités.
La qualité des élévateurs est selon la qualité des chaines, des godets, et aussi celle des guidages
assurés.
2.5.1.1 Types des élévateurs à godets
La classification des élévateurs peut se faire par plusieurs critères, mais généralement ils sont
classés en deux grandes familles :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 25
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
• Les élévateurs à godet fixés sur chaines.
• Les élévateurs à godet sur une bande.
À nos jours plusieurs types de godet existent, chacun d’eux a sa particularité. Nous détaillons
par la suite les quatre types utilisés dans l’industrie, tel que chaque peut avoir des
caractéristiques différentes soit au niveau du type du pied de l’élévateur, le type des godets, le
type de la charge ou même suivant la capacité de l’élévateur, ces quatre types sont :
• Les élévateurs à décharge positive
• Les élévateurs à décharge continue.
• Les élévateurs à décharge horizontale
• Les élévateurs à décharge centrifuge
Suivant le type Suivant le type Suivant le type Suivant le type Suivant la
de décharge du pied du godet de la charge capacité
Pied Gode
Positive Petite Petite
simple simple
Double Double
Par gravité Moyenne Moyenne
pied godet
Horizontal Grande Grande
Centrifuge
Figure 2.4: Types de élévateurs à godets
a. Elévateur à décharge positive
Ce type des élévateurs est généralement utilisé pour transporter des matériaux fragiles, fins et
légers. Ils ont une grande capacité mais à vitesse faible. Les godets sont inversés totalement
pour faciliter le déchargement de la matière, et ils sont montés sur deux chaines Généralement
utilisé pour des matières moins fluides.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 26
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
b. Elévateur à décharge continue
L’utilisation de ce type des élévateurs est souvent pour des matières plus grossières et pour des
matériaux fragiles. Il est généralement utilisé pour les matières chimiques sèches. Leur vitesse
est aux alentours de 0,6 m/sec. Ainsi qu’il peut opérer en configuration inclinée.
c. Elévateur à décharge horizontale
Les élévateurs à décharge horizontale sont généralement utilisés pour la manutention des grains,
et en particulier utilisé pour les moulins à farine et les usines d’alimentation pour animaux. Ils
sont caractérisés aussi par leur capacité élevée.
d. Elévateur à décharge centrifuge
Le type des élévateurs à décharge centrifuge est le plus utilisé dans l’industrie, tel que les bandes
et les chaines sont imployable. Ce type se caractérise aussi par une vitesse assez grande de ses
godets et qui peut aller jusqu’à 2 m/s. Notamment la distance de séparation entre les godets est
de deux à trois fois la hauteur du godet. Ce type peut être aussi utilisé verticalement ou pour les
matières fines ayant une bonne aptitude à l’écoulement.
Figure 2.5: Elévateur à Figure 2.6: Elévateur à Figure 2.7: Elévateur à Figure 2.8: Elévateur à
décharge positive décharge continue décharge horizontale décharge centrifuge
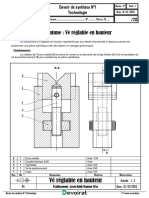
2.5.1.2 Description des élévateurs à godets de l’atelier de production des engrais
Les élévateurs à godets de l’atelier des engrais (507AAT01, 507AAT04, 507AAT05,
507AAT06 et 507AAT13) servent à transporter le produit vers une certaine hauteur voulue.
Ces derniers sont des appareils verticaux à chaînes tubulaires et godets qui se déplace à
l’intérieur des caissons métalliques. Chaque élévateur dans l’atelier a ses propres performances
PROJET INDUSTRIEL DE FIN D’ETUDE Page 27
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
techniques selon sa hauteur de fonctionnement et sa capacité, nous présentons alors par la suite
les différentes performances pour chaque élévateur à godets.
Nous allons mener ainsi une analyse fonctionnelle en se basant sur le bête à corne de chaque
élévateur, le diagramme pieuvre et finalement le diagramme FAST permettant de déterminer la
fonction principale, les fonctions contraintes et les fonctions élémentaires.
a. L’élévateur 507AAT01
L’élévateur 507AAT01 est situé à côté du granulateur et qui permet d’alimenter ce dernier par
les engrais porté par le convoyeur 507AAT02 dédié aux engrais à recyclé. Cet élévateur est
aussi appelé l’élévateur secondaire et bien évidement comme tous les élévateurs de l’atelier il
est fabriqué par Rexnord modèle 4415-02.
Afin de schématiser le fonctionnement de l’élévateur 507AAT01 nous présentons ci-dessous le
diagramme bête à corne du système.
A qui rend-il service ? Sur quoi agit-il ?
Granulateur 507AAM03 Engrais DAP recyclé
Elévateur à godet 507AAT01
Dans quel but ?
Transporter les engrais recyclés du convoyeur à bande de recyclage AT02 vers le granulateur
Figure 2.9: Diagramme bête à corne de l’élévateur 507AAT01
b. L’élévateur 507AAT04
L’élévateur 507AAT04 est l’intermédiaire entre le sécheur AF02 et les cribles primaire AB01,
AB02, AB03 et AB04. Ce dernier alimente les cribles par les engrais séchés. Cet élévateur est
appelé l’élévateur primaire et fabriqué par Rexnord avec des godets de modèle 4412.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 28
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
A qui rend-il service ? Sur quoi agit-il ?
Cribles primaires primaire Engrais séché
Elévateur à godet 507AAT04
Dans quel but ?
Transporter les engrais séchés du sécheur AF02 vers les cribles primaires
Figure 2.10: Diagramme bête à corne de l’élévateur 507AAT04
2.5.1.3 L’élévateur 507AAT05
Après la première classification des engrais séchés à l’aide des cribles primaire, le produit est
porté à l’aide de l’élévateur 507AAT05 vers les cribles secondaires AB05, AB06, AB07 et
AB08. Il est aussi appelé l’élévateur de classification et est fabriqué par Rexnord avec des
godets de modèle 4120-01M.
Le diagramme bête à corne décrivant l’élévateur à godet de référence 507AAT05 est illustré
dans la figure ci-dessous.
A qui rend-il service ? Sur quoi agit-il ?
Tamis finisseurs Engrais DAP recyclé
Elévateur à godet 507AAT05
Dans quel but ?
Transporter les engrais recyclés aux tamis finisseurs S09 et S10
Figure 2.11: Diagramme bête à corne de l’élévateur 507AAT05
PROJET INDUSTRIEL DE FIN D’ETUDE Page 29
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
c. L’élévateur 507AAT06
L’élévateur 507AAT01 est situé juste après la classification finale pour enfin transporter le
produit aux tamis finisseur AB09 et AB10. Ainsi que pour cette raison il est souvent appelé
l’élévateur de classification et du même fabriquant que les autres élévateurs avec des godets du
modèle 4142-05M.
A qui rend-il service ? Sur quoi agit-il ?
Cribles secondaires Engrais criblé
Elévateur à godet 507AAT06
Dans quel but ?
Transporter les engrais criblés des cribles primaires vers les cribles secondaires
Figure 2.12: Diagramme bête à corne de l’élévateur 507AAT06
d. L’élévateur 507AAT13
Le dernier élévateur est le 507AAT1 3 qui prends sa place à la fin du process, son rôle est de
transporter les engrais à la trémie de récupération, c’est-à-dire que celui-ci n’a pas un rôle
critique dans l’atelier et non plus une charge importante à transmettre. Il est appelé l’élévateur
de recyclage équipé avec des godets de modèle 4116-01.
A qui rend-il service ? Sur quoi agit-il ?
Trémie de récupération Engrais DAP récupéré
Elévateur à godet 507AAT01
Dans quel but ?
Transporter les engrais récupérés vers la tête de la trémie de récupération
Figure 2.13: Diagramme bête à corne de l’élévateur 507AAT13
PROJET INDUSTRIEL DE FIN D’ETUDE Page 30
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
e. Le diagramme pieuvre des élévateurs à godets
La description du fonctionnement normal des cinq élévateurs nécessite une mise en œuvre du
diagramme pieuvre qui est basé principalement sur une analyse externe visant les différents
éléments qui réagissent avec le système, d’où l’apparition d’une relation liante entre le système
est ces éléments du milieu qu’on appelle les fonctions de service.
Figure 2.14: Diagramme pieuvre du fonctionnement normal des élévateurs à godets
Fonction de service Description
FP1 Permettre à l’opérateur de transporter les engrais
FC1 S’adapter à l’énergie de commande
FC2 Respecter les normes de l’environnement
FC3 Permettre une maintenance facile
FC4 Assurer la sécurité des opérateurs
Tableau 2.3: Les fonctions de service du fonctionnement normal des élévateurs à godets
PROJET INDUSTRIEL DE FIN D’ETUDE Page 31
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
f. Le diagramme F.A.S.T
Le diagramme FAST (Function Analysis System Technic) est un outil permettant la description
fonctionnelle du système, et ceci en déterminant la fonction principale (FP) et les fonction
élémentaires (FT) pour aboutir aux solutions. Nous l’utilisons par la suite afin d’analyser le
fonctionnement des élévateurs à godets.
Figure 2.15: Diagramme FAST des élévateurs à godets
PROJET INDUSTRIEL DE FIN D’ETUDE Page 32
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
g. Les performances techniques des élévateurs à godets
Chaque élévateur à godet de l’atelier a ses propres performances vu sa position dans la ligne de
production et la nature du matériau transporté.
Caractéristique Description
Référence 507AAT01 507AAT04 507AAT05 507AAT06 507AAT13
Type de
Chaîne double, décharge continue
l’élévateur
Angle
Vertical
d’inclinaison
Capacité
636 t/h 765 t/h 150 t/h 303 t/h 100 t/h
normale
Hauteur 33 m 43 m 43 m 43 m 35 m
Puissance du
132 kW 160 kW 37 kW 90 kW 22 kW
moteur
Puissance
94 kW 117.28 kW 38 kW 63.83 kW 12.33 kW
calculé
Vitesse de la
0.79 m/s 0.87 m/s 0.71 m/s 0.69 m/s 0.66 m/s
chaine
Tableau 2.4: Performances techniques des élévateurs à godets étudiés
2.6 Etude des modes de défaillance
Lors de cette étude nous allons tout d’abord identifier les différents modes de défaillance
possible des éléments de tous les élévateurs à godet de l’atelier DAP, ainsi que leurs effets.
Nous allons par la suite analyser ces modes pour trouver leurs causes afin de pouvoir tracer en
se basant sur la décompositions fonctionnelle un plan de maintenance précisant les modes de
prévention.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 33
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
La démarche suivie nous permettra de ressortir les modes critiques selon un indice appelé
l’indice de priorité des risques (I.P.R) ou tout simplement indice de criticité (C). Cet indice est
en effet un produit de trois paramètres.
Criticité (C) = G x F x N
Tel que :
• G : La gravité de l’effet du mode de défaillance
• F : La fréquence du mode selon la durée choisie
• N : Le risque de non-détection
Note 1 2 3 4 5
Fréquence F Moins d’une Une Une Une Une ou plus
défaillance défaillance défaillance défaillance d’une
par an par semestre par trimestre par mois défaillance
mois par semaine
Non détection Détection Détection par Détection Détection Indétectable
N visuelle par instrument par difficile
l’agent instruments nécessitant
développé des essaies
Gravité G Pas d’arrêt de Arrêt Arrêt entre Arrêt entre Arrêt
production inférieur à 30 30 à 1h 1h à 4h supérieur à
min 4h
Tableau 2.5: Grille de cotation des critères d’évaluation des modes de défaillances
Les résultats de cette analyse (annexe 22), est simplifié dans le tableau qui suit tel que chaque
équipement de l’élévateur y est approprié ses différents modes de défaillance et son indice de
criticité.
Numéro Mode de défaillance Criticité
1.1 Usure des éléments de la chaine 40
1.2 Rupture des éléments de la chaine 5
1.3 Déformation des éléments de la chaine 20
2.1 Echauffement du moteur 2
2.2 Pas de rotation du moteur 2
3.1 Fissure et déformation des godets 50
PROJET INDUSTRIEL DE FIN D’ETUDE Page 34
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
4.1 Déséquilibre du tendeur 8
5.1 Sur-échauffement du coupleur hydraulique 64
5.2 Fuite d'huile du coupleur hydraulique 8
6.1 Usure des dents du réducteur 10
6.2 Echauffement du réducteur 18
6.3 Fuite d'huile du réducteur 6
6.4 Vibration du réducteur 8
7.1 Usure du tourteau inférieur 15
7.2 Vibration du tourteau inférieur 9
8.1 Usure de denture du tourteau supérieur 8
9.1 Colmatage des parois 4
10.1 Bouchage de la goulotte de charge 4
11.1 Bouchage de la goulotte de décharge 8
12.1 Echauffement du palier 3
12.2 Grippage du palier 24
12.3 Rupture du palier 18
12.4 Rupture des roulements du palier 8
12.5 Usure du palier 45
13.1 Sur-échauffement du moteur vireur 60
14.1 Coincement de l'anti-dévireur 5
15.1 Usure, déformation de l'accouplement 48
16.1 Grippage du coussinet 24
16.2 Erosion du coussinet 24
16.3 Usure du coussinet 60
Tableau 2.6: Mode de défaillance des élévateurs à godets
Comme suite éventuelle à cette analyse il est indispensable de réunir l’équipe de travail de la
maintenance et du bureau de méthode pour concrétiser cet indice en faisant appel à un seuil de
criticité, dans notre cas il est fixé sur une valeur de 47 et donc cinq modes son critiques (voir
fig.). Ce dernier va nous aider à séparer les actions et contremesures en deux, dont les premiers
représentent des actions à court terme et qui ne nécessite pas une conception ou une étude qui
demande une durée de réalisation supérieur à un mois. Le deuxième groupe des contre-mesures
est celui des contre-mesures destinées spécialement aux modes les plus critique et qui
nécessitent bien évidement une étude et réalisation à long terme, en d’autres termes ce groupe
PROJET INDUSTRIEL DE FIN D’ETUDE Page 35
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
vise à résoudre et éliminer définitivement les points de faiblesse des élévateurs à godets de
l’atelier.
Figure 2.16: Graphe des criticités des différents modes de défaillance
2.7 Plan de maintenance des élévateurs à godets
L’analyse des modes de défaillance nous mène à conclure la politique de maintenance que nous
adopterons pour les élévateurs à godets de l’atelier de production des engrais. Tel qu’en premier
lieu nous allons tout d’abord réaliser un mode opératoire des révisions à faire avant le lancement
PROJET INDUSTRIEL DE FIN D’ETUDE Page 36
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
du plan de maintenance, cela nous aidera à remettre les élévateurs dans les contions normaux
de leur fonctionnement.
Ensembles Révisions
Ensemble 1. Vérifier que les modèles indiqués sur les plaques
d’entraînement signalétiques du moteur et du bloc réducteur concordent à
ceux du dessin pour assurer que les ensemble requis ont été
fournis.
2. Niveau d’huile : Vérifier la plaque signalétique ou la
documentation du fournisseur pour déterminer le type
d’huile à utiliser.
3. Bouchon du reniflard : Vérifier qu’il n’est pas bouché par la
peinture ou d’autre matériaux étrangers.
Conduit d’élévateur 1. Aplomb : L’’écart maximal de l’aplomb entre la section du
bas et la partie inférieure de la section tête
2. Niveau d’huile : Vérifier la plaque signalétique ou la
documentation du fournisseur pour déterminer le type
d’huile à utiliser.
3. Bouchon du reniflard : Vérifier qu’il n’est pas bouché par la
peinture ou d’autre matériaux étrangers.
4. Tous les joints sont ajustés de façon sécuritaire.
5. Tous les boulons sont serrés.
6. Contreventement supporté adéquatement.
Axes 1. Tous les axes soient à niveau.
2. A la hauteur appropriée : Vérifier le dessin de la
configuration générale.
3. Parallèle l’un à l’autre.
Tourteau supérieur 1. Le montage du pignon de tête.
2. Pignon de tête d’aplomb avec le pignon du tourteau
inférieur.
3. Vis de pression en place et sécurisée.
4. Paliers lubrifiés.
Tourteau inférieur 1. Le montage du pignon.
2. Ecart de décalage entre le tourteau supérieur et le tourteau
inférieur.
Tendeur à gravité 1. Tendeur positionné à l’extrémité supérieure de sa course.
2. Blocs de butée en place.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 37
Chapitre 2 : Déploiement des fondations de la
maintenance professionnelle
Chaîne des godets et 1. Assemblage approprié.
godets 2. Tous les boulons sont en place et sécurisés.
3. Aucun des godets ne touche aux cloisons du conduit.
4. Vérifier la tension de la chaîne.
Tableau 2.7: Liste des révisions des élévateurs à godets
La maintenance préventive systématique a un effet important sur le coût approprié à ce mode,
telle que celle-ci est généralement choisie afin d’optimiser ce coût. Entre autres, nous avons
choisi ce type de maintenance, en effet nous serons menés à respecter la périodicité des taches
de ce plan de maintenance même dans l’absence des modes de défaillance. Chaque élément du
système y est attribué des tâches différentes, et chacune sa propre fréquence (annexe 3).
PROJET INDUSTRIEL DE FIN D’ETUDE Page 38
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Chapitre
3
3. Mise en œuvre des actions contre les
points de faiblesse et évaluation de la
fiabilisation
PROJET INDUSTRIEL DE FIN D’ETUDE Page 39
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
3.1 Introduction
Après avoir élaborer un plan de maintenance des élévateurs à godets au sein de l’atelier de
production des engrais, nous allons essayer dans cette parte de résoudre des problèmes majeurs
nécessitant des actions à long terme, et ceci en élaborant un plan d’action, suivi par un calcul
de gain pour passer au plan de maintenance conditionnel et clôturer avec l’élaboration d’un
système permettant cette maintenance.
3.2 Méthode de résolution de problème (MRP)
3.2.1 Définition
La démarche de résolution du problème est un ensemble de techniques structurées pour éliminer
définitivement et d’une manière efficiente les problèmes en supprimant les causes racines, avec
le moins de ressources et de temps possibles. Elle est réalisée sur les problèmes répétitifs et
fréquents
3.2.2 Les règles de base
La démarche exige un respect de différentes règles afin de bien mener cette résolution. Ces
règles visent l’amélioration de la méthodologie de travail au sein de l’équipe pour augmenter
son rendement. Ci-après les six règles de base de la MRP :
• Tout le monde participe ;
• Réfléchir de manière innovante : Examiner les différentes approches ;
• Suggérer des idées concrètes : Formuler les idées concrètes et réalisables ;
• Ne pas écraser une idée : Développer l'idée de quelqu'un d'autre pour
l'améliorer ;
• Réfléchir aux causes racines ;
• Pas d'évaluation : Évaluer les idées après le brainstorming
3.2.3 Les sept étapes de la résolution de problème
Le chantier de résolution des problèmes se fait selon la démarche suivante et qui se base sur
sept étapes.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 40
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Etape 1: Identification du phénomène
Etape 2: Comprendre le fonctionnement normal du système
Etape 3: Fixer des objectifs
Etape 4: Analyse des causes racines
Etape 5: Actions et contre-mesures
Etape 6: Vérification des résultats
Etape 7: Verrouiller et généraliser
Figure 3.1: Les sept étapes de la MRP
3.2.4 Etape 1 : Identification du phénomène
La première étape consiste à identifier le problème rencontré lors du fonctionnement normal du
système. De ce fait, lors de l’évaluation des équipements des élévateurs à godets nous avons
remarqué l’existence de cinq modes de défaillance dépassant le seuil de criticité défini par
l’équipe de travail qui est constituée par le bureau de méthode et le service de maintenance
mécanique.
Numéro Sous-ensembles Criticité
5.1 Sur-échauffement du coupleur hydraulique 64
13.1 Sur-échauffement du moteur vireur 60
16.3 Usure du coussinet 60
3.1 Fissure et déformation des godets 50
15.1 Usure, déformation de l'accouplement 48
Tableau 3.1: . Les modes critiques des élévateurs à godets
Par conséquence il est préconisé de constituer une séquence de questions clés permettant le
recueil exhaustif d’informations utiles pour analyser une situation, la méthode utilisée est la
méthode QQOQPC (Quoi, Qui, Où, Quand, Par quel, Comment). La méthode est alors
appliquée pour chaque élévateur (annexes 5,6,7,8 et 9).
PROJET INDUSTRIEL DE FIN D’ETUDE Page 41
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
3.2.5 Etape 2 : Comprendre le fonctionnement normal du système
La compréhension du fonctionnement du système nécessite une analyse fonctionnelle complète
des élévateurs à godet. Cette dernière a été déjà menée pour chaque élévateur de l’atelier dans
le chapitre précédent (voir chapitre 4).
3.2.6 Etape 3 : Fixer les objectifs
La fixation de nos objectifs doit être procédé par la méthode SMART. Tel que chaque lettre du
mot SMART a une signification. Pour la première lettre « S » désigne que notre objectif doit
spécifique, c’est-à-dire qu’il doit être précis et bien défini. La deuxième lettre « M » du mot
mesurable, signifie que nous devons suivre nos objectifs en insérant des indicateurs sur terrain
permettant la mesure de ce dernier. La lettre « A » du mot atteignable, implique l’engagement
de l’équipe de travail en prenons en compte les contraintes. L’avant-dernière lettre « R » du
mot réaliste, explique que nous devons prendre en compte le contexte, les moyens et les
compétences disponibles. Finalement le « T » qui désigne le temps, c’est-à-dire que nous
devons planifier et maitriser le temps avec des étapes qui doivent être suivies.
Spécifique Réduire le taux de défaillance des composantes critiques selon la
classification obtenue par le calcul de criticité des modes de défaillance
Mesurable Par application des standards OPS
Atteignable Benchmarking avec les autres entités d’OCP Jorf-Lasfar
Réaliste Disponibilité des ressources nécessaires
Temps 6 mois
Tableau 3.2: Objectifs selon la méthode S.M.A.R.T.
3.2.7 Etape 4 : Analyse des causes racines
La méthode la plus utilisée afin de définir les causes racines est la méthode des cinq pourquoi.
En réunissant l’équipe de travail nous avons listé les différentes causes possibles de chaque
mode de défaillance en se basant soit sur l’expérience des membres de l’équipe ou l’historique
des entités similaire que l’entité JFC2.
Pour réaliser la méthode cinq pourquoi, il faut se poser la question – pourquoi le problème s’est-
il produit ? – au moins cinq fois d’affilées. Ainsi on va suivre un raisonnement logique qui va
permettre de retrouver la racine du problème. Chaque cause trouvée devient le nouveau
PROJET INDUSTRIEL DE FIN D’ETUDE Page 42
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
problème à analyser et il faut explorer chaque cause pour remonter aux origines du problème.
En fait la cause racine apparaît quand nous n’avons plus de réponse à la question Pourquoi.
En général au bout de cinq fois, d’où le nom de la méthode. Par la suite nous appliquons cette
méthode pour chaque mode de défaillance (annexes 10,11,12,13 et 14).
3.2.8 Etape 5 : Actions et contre-mesures
Après avoir détecté les causes racines des phénomènes étudié nous avons fixé une réunion afin
d’élaborer un plan d’action permettant de résoudre les problèmes étudiés, ces actions sont
classées selon deux critères, leur faisabilité et leur impact sur le phénomène.
Cause Actions possibles Faisabilité Impact
Absence du moteur Installation d’une chambre de Moyenne Fort
vireur retardement dans le coupleur hydraulique
Accouplement rigide Changer la technologie de Facile Fort
l’accouplement
Technologie non-
Changer le type du bouchon fusible
adéquate du bouchon
ajout d’une chambre de retardement au Facile Fort
fusible et du coupleur
coupleur hydraulique
hydraulique
Mal fonctionnement du Changer la technologie du capteur Moyenne Fort
capteur de bourrage
Problème de nettoyage Mise en œuvre d’un système de Difficile Fort
nettoyage
Fatigue/ Frottement Changement périodique des coussinets Facile Fort
excessif du coussinet
Elaboration d’un calendrier de Facile Fort
Manque de document maintenance
du système
Elaboration du dossier machine Facile Moyen
Tableau 3.3: Liste des actions et contre-mesures
PROJET INDUSTRIEL DE FIN D’ETUDE Page 43
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
3.2.9 Etape 7 et 8 : Vérifier les résultats, verrouiller et généraliser
Ces deux étapes sont les dernières étapes de la méthode de résolution de problème, il s’agit de
vérifier les résultats de ces actions pour enfin les verrouiller pour qu’elles deviennent standards.
Afin d’accomplir ces étapes nous passons alors à la mise en œuvre de ces actions et contre-
mesures en déraillants chacune d’entre elles.
3.3 Mise en œuvre des actions
3.3.1 Choix de l’accouplement
3.3.1.1 Problématique
L’historique des entités semblables à celle du JFC-2 nous a permis d’analyser et prévoir de
mieux en mieux les différents équipements présents dans l’atelier. L’usure des accouplements
à denture rigide en torsion ZAPEX ZN fait part des phénomènes rencontré dans l’entité JFC 1.
Ce phénomène est récemment rencontré au niveau de tous les élévateurs à godet de l’atelier de
ce fait nous allons remplacer l’accouplement à denture rigide en torsion ZAPEX ZN par un
autre type d’accouplement élastique de gamme PERIFLEX.
Les accouplements de type ZAPEX ZN lors de leur emploi dans l’entité ont rencontré plusieurs
problèmes dont parmi ces problèmes :
• Les accouplements ZAPEX ZN permettent un désalignement axial de 1 mm.
• Dégradation des joints toriques
• Perte de temps dans les taches de maintenance
3.3.1.2 Choix des accouplements PERIFLEX
L’emploi du type d’accouplement PERIFLEX du catalogue STROMAG nous mène à vérifier
le couple nominal par la formule suivante :
9550 × 𝑃𝑇
𝐶𝑁 = 𝐹𝐵 × 𝐹𝑇 ×
𝑟𝑝𝑚
Tel que :
• 𝐶𝑁 : Le couple nominal en Nm
• 𝐹𝐵 : Le facteur de service
• 𝐹𝑇 : Le facteur de température
• 𝑃𝑇 : La puissance transmise en kW
PROJET INDUSTRIEL DE FIN D’ETUDE Page 44
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
• 𝑟𝑝𝑚 : La vitesse de rotation en tr/min
Figure 3.2: Accouplement PERIFLEX
Le catalogue nous a permis de déterminer les facteurs suivants :
• Le facteur de service 𝐹𝐵 = 1.5
• Le facteur de la température 𝐹𝑇 = 1.0
Nous pouvons par la suite calculer le couple nominal, de ce fait nous pouvons alors choisir la
puissance transmise de l’élévateur à godet 507AAT04 comme étant l’élévateur qui marque la
puissance la plus grande 117.28 kW avec une vitesse de rotation du moteur de 1490 tr/min.
Ce qui nous donne alors un couple nominal de 1127,54 Nm. D’après le catalogue STROMAG-
PERIFLEX choisissons l’accouplement de série PNA et de référence PNA100-222R.
3.3.2 Choix du bouchon fusible
3.3.2.1 Problématique
Pendant le fonctionnement normal des élévateurs à godets nous pouvons faire face à un
phénomène de surcharge. De ce fait deux protections mécaniques doivent être mises en œuvre
dans le schéma cinématique du système.
Une de ces protections est au niveau du coupleur hydraulique tel que l’augmentation de la
charge est accompagnée d’une élévation de température limitée par un bouchon fusible à une
température d’un coté de 120°C et de l’autre coté de 140°C. Le bouchon fusible comme son
nom l’indique est un bouchon qui change de phase quand la température dépasse la limite du
bouchon pour conséquent une fuite d’huile est générée, de ce fait ceci cause plusieurs problèmes
à savoir :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 45
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
• L’huile perdu a une bonne qualité et pourra être fonctionnelle pour une durée encore
plus longue.
• La fusion du bouchon fusible nécessite un arrêt de production d’une durée supérieure
à 4 heures.
Nous choisissons alors un bouchon avec sonde de température. Ce dernier répond à notre
besoin tel que :
• Réutilisation du bouchon.
• Nous n’avons pas de perte d’huile.
Concernant la deuxième protection elle n’est pas employée dans les élévateurs à godets et qui
est la chambre de retardement. Par conséquent nous nous posons devant une obligation de
changer le coupleur hydraulique parce que la marque FALK n’offre ni la possibilité d’installer
un bouchon autre qu’au bouchon fusible ni celle d’intégrer une chambre de retardement.
3.3.2.2 Bouchon avec sonde de température :
Le bouchon avec sonde de température évite le vidage d’huile et sert donc aussi à protéger
l’environnement. Il convient de sélectionner une classe de température inférieure à celle du
bouchon fusible standard. Le capteur de température fonctionne en mode d’impulsion : tant
qu’il est fermé, c.à.d. tant que la température (par exemple 120 ° C) n’est pas atteinte, il transmet
à l’unité d’évaluation électronique des signaux en continu. Si la température dépasse la
température de fonctionnement désirée, le commutateur interrompt le signal et la transmission
s’ouvre. Le boîtier de commande signale une erreur et le système est mis hors tension. Une
perte d’huile est évitée. Après élimination de la perturbation et refroidissement, le coupleur est
à nouveau opérationnel sans remplacement du bouchon.
Figure 3.3: Bouchon avec sonde de température
PROJET INDUSTRIEL DE FIN D’ETUDE Page 46
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
3.3.2.3 Chambre de retardement
Le couple de démarrage du moteur peut être réduit au moyen d’un coupleur hydraulique. Le
rajout d’une chambre de retardement permet de limiter encore plus le couple de démarrage. Le
démarrage est plus progressif et la phase de démarrage prolongée. L’huile présente dans la
chambre passe lentement dans la zone de travail. Cela conduit à un départ différé et un couple
de démarrage plus faible. La figure ci-dessous montre les courbes de démarrage selon les
différentes chambres de retardement.
Figure 3.4: Les courbes de démarrage selon les différentes chambres de retardement
Le choix du coupleur hydraulique d’après le catalogue KTR des coupleurs hydrauliques se
fait en se basant sur la puissance et la vitesse du moteur et l à l’aide du graphe donné par le
constructeur (annexe 15). Par la suite nous définissant pour chaque élévateur le type du
coupleur hydraulique à installer.
L’élévateur 507AAT01 507AAT04 507AAT05 507AAT06 507AAT01
Référence
65 70P 50 60 40P
du coupleur
Tableau 3.4: Liste des coupleurs hydraulique pour chaque élévateur
PROJET INDUSTRIEL DE FIN D’ETUDE Page 47
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
3.3.3 Le capteur de bourrage
3.3.3.1 Problématique
Le phénomène de bourrage est très rencontré dans les élévateurs à godets ceci est dû à
l’imperfection des étanchéités statiques au niveau de l’entrée du système. De ce fait un capteur
permettant la détection du phénomène est installé à une hauteur bien précise afin de lancer un
nettoyage par la suite. Ce phénomène engendre toujours l’augmentation de la charge et
quelquefois l’augmentation de la charge.
Les capteurs utilisés dans les élévateurs à godets de l’atelier sont des détecteurs à membrane.
Il s’agit d’une membrane affleurant la paroi d’un système, d’un diamètre de l’ordre de 100 à
200 mm et réalisée en élastomère et qui est résistant à l’abrasion. Lorsque le produit vient au
contact avec le diaphragme, la pression appliquée fait déformer ce dernier et actionne un micro-
rupteur. Quand le produit redescend, il libère le diaphragme et désactive le micro-rupteur. Dans
un milieu tel que l’atelier DAP nous faisons face à un produit qui se condense sur les parois du
système de ce fait une couche épaisse se forme au niveau du diaphragme et par la suite nous
obtenons un faux signal qui arrête la production.
3.3.3.2 Capteur à palette rotative
Le capteur à palette rotative est en effet un dispositif simple comportant un moteur muni d’un
réducteur de vitesse qui fait tourner les palettes à une faible vitesse et un couple aussi assez
faible. Quand le produit monte et vient au contact de la partie en rotation, le mouvement est
freiné ou arrêté. Un limiteur interne de couple actionne un contact d’alarme afin d’arrêter le
moteur. Quand le produit redescend, la palette se trouve débloquée et le limiteur désactivé fait
partir le moteur libérant le contact d’alarme.
Le choix du capteur se fait en fonction de la température de travail, l’emplacement du capteur,
la pression maximale et la densité du produit. Dans notre cas les conditions qui doivent être
vérifiées sont :
• Température maximale : 120 °C
• L’emplacement : Horizontal à l’intérieur du système
• La pression maximale estimée : 5bar+
• La densité de produire 932 g/l.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 48
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Le catalogue SIEMENS des détecteurs de niveau à palettes rotatives SITRANS LPS200 vérifie
toutes les conditions. Par conséquent nous choisissons le capteur de référence 7ML5725-
2BC32-1AA0.
Figure 3.5: Détecteur à palette rotative SITRANS LPS200
3.3.4 Système de nettoyage de l’élévateur
3.3.4.1 Problématique
Les élévateurs à décharge continue ont une contrainte critique qui assure en même temps le
fonctionnement fiable du système quand elle est respectée, et une génération d’un mode de
défaillance quand elle n’est pas respectée. Cette contrainte est le non-bourrage du système.
Après avoir détecté un bourrage à l’aide du capteur installé au pied de l’élévateur l’agent
responsable des élévateurs doit réagir afin de faire une vidange de ce dernier ceci prend
généralement une longue durée. De ce fait nous avons choisi de concevoir un système
permettant nettoyage de l’élévateur en une durée bien réduite sans l’intervention d’aucun
opérateur.
Le système est constitué d’un vérin permettant l’ouverture de la porte donnant la possibilité au
balayeur d’éjecter les chutes du matériau qui devait être transporté. Le balayeur est guidé par
un module linéaire vers la sortie.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 49
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Figure 3.6: Système de nettoyage des élévateurs à godets
3.3.4.2 Calcul de l’effort du vérin
Le calcul des efforts agissant sur les vérins et la structure est une étape nécessaire et importante.
Cette dernière sera l’objet de cette partie du projet, dans lequel nous allons définir les forces
que le vérin doit être capable de développer. En premier lieu nous allons préciser les courses
du vérin, et sa capacité. Par la suite nous allons concevoir et dimensionner les bras du système.
Cette étude sera menée par une utilisation des différents logiciels soit pour le calcul des efforts
macroscopiques agissant sur les différents éléments du système ou bien pour le calcul des
contraintes maximales au niveau des bras du système.
Le calcul des efforts peut se faire de deux méthodes, dont la première est la méthode analytique
et la deuxième la méthode numérique. Les deux méthodes se basent sur l’hypothèse que les
articulations sont des liaisons pivot parfaites, et que les pièces sont des solides indéformables.
La méthode analytique est une application directe des lois de mécanique statique, contrairement
à la méthode numérique qui prend en considération tous les efforts agissants sur les vérins soit
en statique ou en dynamique, par conséquence la méthode numérique est encore plus précise et
moins susceptible à l’erreur comparée à celle analytiquement.
a. Méthode numérique
La méthode numérique est une méthode qui se base sur la simulation informatique permettant
d’exécuter un programme informatique sur un ordinateur afin de simuler un phénomène
physique réel. De ce fait, il faut tout d’abord mettre en œuvre un modèle théorique de notre
problème, et par la suite étudier son fonctionnement et ses propriétés modélisées et prédire son
PROJET INDUSTRIEL DE FIN D’ETUDE Page 50
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
évolution. Notre étude comportera une analyse dynamique du système, le choix d’un logiciel
de simulation des systèmes dynamiques est évident.
Nous avons choisi le logiciel MSC ADAMS qui est un acronyme de « Automated Dynamic
Analysis of Mechanical Systems » qui veut dire l’analyse automatique de la dynamique des
systèmes mécaniques. Ce dernier est équipé par Fortran et C++, il est connu et certifié comme
étant un logiciel fort et essential aux développements des prototypes virtuels. Le logiciel
d'analyse dynamique et de cinématique multi-corps MSC ADAMS est le plus utilisé dans le
monde. Il nous permet d’étudier la dynamique du mouvement des pièces, et de voir comment
les charges et les forces sont distribuées dans un système mécanique.
Le modèle numérique est sous forme d’un dessin d’un solide 3D. Après avoir fini le dessin nous
avons réalisé les liaisons entre les différents solides (le vérin, les bras, la porte de vidange). Par
la suite nous avons défini la charge appliquée sur la porte. Et finalement nous avons défini la
translation du vérin afin de lancer le calcul et obtenir les résultats détaillés dans la section
suivante.
Figure 3.7: Modèle 3D du système de vidange
Après avoir lancer le calcul, nous obtenons la courbe décrivant la variation de l’effort
appliqué sur vérin lors de son ouverture.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 51
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Figure 3.8: Variation de l’effort appliqué sur le vérin par la méthode numérique
b. Méthode analytique
Lors de la méthode analytique nous allons supposer que l’effet du poids des bras peut être
négligé devant l’effet de l’effort du vérin lors de la simulation. L’étude contiendra seulement
une étude statique qui néglige l’effet de l’accélération en rotation. Nous allons faire notre étude
en définissant les efforts agissants sur la structure tel que représentés dans la figure suivante.
Paramètre Description
a1 L’angle entre le premier bras et le
deuxième bras
a2 L’angle entre le premier bras et le
deuxième bras
a3 L’angle entre la tige du vérin et le
premier bras
P Le poids de la porte de vidange
f’ L’effort longitudinale au deuxième
bras
Fv L’effort appliqué sur le vérin
Figure 3.10: Paramètre agissant au fonctionnement du
Figure 3.9: Schéma simplifié du système
système
PROJET INDUSTRIEL DE FIN D’ETUDE Page 52
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Après avoir transporter la force de cavage au point 1, nous allons maintenant utiliser le principe
fondamental de la statique et bien précisément le théorème des moments statiques sur l’axe
𝑖
(D) : ∑𝑖 𝑀(𝐷) =0
Alors : 𝑃 ∗ sin(𝑜) = 𝑓 ′ ∗ sin(𝑎1) → 𝑃 ∗ sin(𝑜) = 𝑓 ′ / cos(𝑎1)
Donc : 𝒇′ = 𝑷 ∗ 𝒔𝒊𝒏(𝒐)/𝐬𝐢𝐧(𝒂𝟏)
Maintenant nous allons appliquer le théorème des moments statique sur l’axe (D’) :
𝑖
∑ 𝑀(𝐷′) =0
𝑖
𝑃∗sin(𝑎2)∗sin(𝑜)
Alors : 𝑓 ′ ∗ sin(𝑎2) = 𝐹𝑣 ∗ sin(𝑎3) → = 𝐹𝑣 ∗ sin(𝑎3)
sin(𝑎1)
𝑷∗𝐬𝐢 𝐧(𝒂𝟐)∗𝒔𝒊𝒏(𝒐)
Et donc : 𝑭𝒗 = 𝐬𝐢 𝐧(𝒂𝟏)∗𝒔𝒊𝒏(𝒂𝟑) (1)
La variation des trois angles ne se fait pas d’une façon indépendante, du fait que la variation de
chaque angle implique la variation des autres. Nous allons alors utiliser une nouvelle fois le
logiciel MSC ADAMS pour mesurer ces variations et calculer alors 𝑭𝒗.
Nous obtenons alors les variations des différents angles a1, a2, a3 et o suivantes :
Figure 3.11: Variation des angles a1, a2, a3 et o
PROJET INDUSTRIEL DE FIN D’ETUDE Page 53
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Après avoir obtenu la variation de ces trois angles il ne nous reste que d’introduire l’équation
(1) dans l’outil « Function Builder » qui nous permettra de construire la courbe de𝑭𝒗.
Figure 3.12: Variation de l’effort appliqué sur le vérin par la méthode analytique
La courbe obtenue a une valeur maximale de 1248.1437 N. Nous pouvons alors comparer entre
les valeurs obtenues dans la méthode analytique et celles obtenues par la méthode analytique,
afin de conclure qu’on remarque une marge d’erreur assez faible entre ces deux dernières, et
qui est dû à l’hypothèse analytique en statique et aussi à la négligeassions du poids des bras.
Ceci représente bien l’effort permettant une ouverture, cependant à l’instant t0=0s la porte est
fermée et résiste à un effort appliqué par le matériau condensé au pied de l’élévateur sur sa
paroi. C’est à dire que le vérin doit résister à l’effort essayant d’ouvrir la porte. Par conséquent
cet effort appelé aussi la force de pression appliqué sur la paroi verticale est calculé par la
formule :
𝐹 = 0.5 ∗ 𝜌𝑔𝑉𝑚𝑎𝑡é𝑟𝑖𝑎𝑢𝑐𝑜𝑛𝑑𝑒𝑛𝑠é
Tel qu’approximativement 𝜌 = 920𝑘𝑔. 𝑚−3
𝑷∗𝐬𝐢 𝐧(𝒂𝟐(𝒕𝟎))
Alors que : 𝑭𝒗 = 𝐬𝐢 𝐧(𝒂𝟏(𝒕𝟎))∗𝒔𝒊𝒏(𝒂𝟑(𝒕𝟎))
Ce qui donne finalement un effort de 13537 N, nous posons alors un coefficient de sécurité
égale à 1.2 pour donner un effort maximal est 16000N afin de sécuriser le fonctionnement du
système.
Nous passons à la course du vérin tel qu’elle est générée après la simulation du mouvement de
rotation de la porte et qui nous donne une translation de 0.3 m pour le vérin.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 54
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Figure 3.13: Courbe de déplacement du vérin
3.3.4.3 Dimensionnement des composantes du circuit hydraulique
Ci-dessous le schéma global du circuit hydraulique de la pelle à godet. Cette schématisation a
été réalisée à l’aide du logiciel Automation Studio.
Figure 3.14: Schéma global du circuit hydraulique
a. Dimensionnement du vérin
Tout calcul doit être conforme à nos besoins, de ce fait nous présentons en premier lieu le cahier
de charge en ce qui suit :
▪ Effort du vérin : 𝐹𝑣 = 16000𝑁.
▪ La vitesse du vérin : 𝑣𝐺𝑜𝑑𝑒𝑡 = 0,2𝑚/𝑠.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 55
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
▪ La course du vérin : 𝐶𝐺𝑜𝑑𝑒𝑡 = 0.3𝑚.
▪ La pression de service du vérin : 𝑃 = 200𝑏𝑎𝑟𝑠.
o Calcul des dimensions du vérin :
Nous cherchons d’abord à déterminer le diamètre du piston. En appliquant le PFS sur la surface
du piston on retrouve :
𝜂𝑣 ∗ 𝑃 ∗ 𝑆 = 𝐹
Avec :
▪ F : L’effort maximal du vérin.
▪ 𝑃 : La pression de service du vérin. Elle est déterminée à partir du. Dans notre cas, elle est
égale à 200 bars.
▪ 𝑆 : La section du piston.
▪ 𝜂𝑣 ∶Le rendement du vérin. Nous supposons qu’il est égal à 90%.
Par la suite, nous obtenons le diamètre de la tige en utilisant la relation suivante :
4𝐹
𝐷𝑝 ≥ √
𝜋𝑃𝜂𝑣
Application numérique : 𝐷𝑝 ≥ 𝟑𝟑, 𝟔𝟒𝐦𝐦
Pour ce diamètre nous obtenons la valeur de diamètres du piston 40 mm de la gamme modulaire
du catalogue VERAFLEX.
o Vérification du flambement de la tige du vérin :
▪ Effort maximal à développer : F = 15000 N.
▪ Coefficient de fixation 𝑘 = 2 (Voir l’annexe 16).
▪ Longueur libre de flambement 𝐿 = 𝑘 ∗ 𝐶𝐺𝑜𝑑𝑒𝑡 = 0.6𝑚
La condition est vérifiée pour la tige de diamètre 20 mm et 25mm (voir l’annexe 17).
Nous retenons :
𝑫𝒑 = 𝟒𝟎𝐦𝐦; 𝑫𝒕 = 𝟐𝟎𝐦𝐦 ;
𝜼𝒗 = 𝟎. 𝟗
o Calcul des débits :
Nous calculons les débits entrants et sortants au niveau du vérin afin d’obtenir la vitesse
désirée.
Nous avons :
▪ Section du piston du vérin : 𝑆𝑝 = 1257𝑚𝑚2 .
▪ Section de la tige du vérin : 𝑆𝑡 = 314𝑚𝑚2.
Nous passons par la suite au calcul des débits entrants et sortants :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 56
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
▪ A l’entrée :
𝑄(𝑜𝑢𝑣𝑒𝑟𝑡𝑢𝑟𝑒𝑝𝑜𝑟𝑡𝑒) = 𝑣 ∗ 𝑆 = 𝟏𝟓. 𝟎𝟖𝒍/𝒎𝒊𝒏
𝑝
▪ A la sortie :
𝑄(𝑓𝑒𝑟𝑚𝑒𝑡𝑢𝑟𝑒𝑝𝑜𝑟𝑡𝑒) = 𝑣 ∗ (𝑆 − 𝑆𝑡 ) = 𝟏𝟏. 𝟑𝟏𝟔𝒍/𝒎𝒊𝒏
𝑝
o Dimensionnement des conduites à l’entrée du vérin :
Nous dimensionnons la conduite à l’entrée du vérin. Nous estimons, la vitesse de l’huile à
3 m/s. Nous avons :
𝑄 = 𝑉×𝑆
Avec :
𝜋𝐷𝑐 2
S=
4
4×𝑄
𝐷𝑐 = √
𝜋 × 𝑉
4 × 15.08 × 10−3
𝐷𝑐 = √
𝜋 × 3 × 60
𝐷𝑐 = 𝟏𝟎. 𝟑𝟐𝟖𝒎𝒎
o Dimensionnement des conduites à la sortie du vérin :
Nous dimensionnons la conduite à la sortie du vérin. Par la même manière nous calculons
le diamètre de conduite 𝐷𝑐 :
En effet, nous avons :
4×𝑄
𝐷𝑐 = √
𝜋 × 𝑉
4 × 4.716 × 10−3
𝐷𝑐 = √
𝜋 × 3 × 60
𝐷𝑐 = 𝟖, 𝟗𝟒𝟕𝒎𝒎
b. Dimensionnement de la pompe
L’objectif de cette partie sera de dimensionner et choisir la pompe qui pourra alimenter le
vérin. Nous commençons par calculer le débit maximal 𝑄𝑝 que doit fournir cette pompe.
𝑄𝑝 = 𝑄(𝑒𝑛𝑡𝑟é𝑒𝑔𝑜𝑑𝑒𝑡𝑣é𝑟𝑖𝑛)
𝑸𝒑 = 𝟏𝟓. 𝟎𝟖𝒍/𝒎𝒊𝒏
A.N. :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 57
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
A partir des données du catalogue nous allons utiliser la valeur de 200 bars pour ∆𝑝𝑚𝑎𝑥 .
Concernant le rendement volumétrique de la pompe 𝜂𝑣𝑝 , nous allons l’estimer à 0,96.
Concernant la fréquence de rotation, nous allons la supposer égale à 𝐍𝐩 = 𝟏𝟎𝟎𝟎𝐭𝐫/𝐦𝐢𝐧.
Nous calculons alors :
𝑸𝒑
𝐶𝑦𝑃 = 𝑁
𝑝 ∗𝜂𝑣𝑝
Avec :
➢ 𝐶𝑦𝑃 : La cylindrée de la pomper ;
➢ 𝑁𝑝 : La fréquence maximale de rotation de la pompe ;
➢ 𝑄𝑝 : Le débit maximal de la pompe ;
➢ ∆𝑝𝑚𝑎𝑥 : La pression maximale admissible ;
➢ 𝜂𝑣𝑝 : Le rendement volumétrique de la pompe ;
Nous retenons :
𝐂𝐲𝐏 ≥ 𝟏𝟓. 𝟕𝟎𝐜𝐦𝟑/𝐭𝐫 ;
∆𝐩𝐦𝐚𝐱 = 𝟑𝟓𝟎𝐛𝐚𝐫𝐬
𝐍𝐩 = 𝟏𝟎𝟎𝟎𝐭𝐫/𝐦𝐢𝐧
o Choix de la pompe :
D’après le catalogue Parker Hanifin des pompes hydrauliques à piston axial - Série 19
(Voir l’annexe 18). Nous avons choisi la pompe de référence F11-019, dont les caractéristiques
sont comme suit :
𝐂𝐲𝐏 = 𝟏𝟗𝐜𝐦𝟑/𝐭𝐫 ;
∆𝐩𝐦𝐚𝐱 = 𝟑𝟓𝟎𝐛𝐚𝐫𝐬
𝐍𝐩 = 𝟏𝟎𝟎𝟎𝐭𝐫/𝐦𝐢𝐧
o Rendements de la pompe :
Les rendements de la pompe sont :
➢ 𝜂𝑚𝑝 : Le rendement mécanique de la pompe ;
➢ 𝜂𝑣𝑝 : Le rendement volumétrique de la pompe ;
➢ 𝜂𝑔𝑙𝑝 : Le rendement total du moteur hydraulique.
𝜼𝒎𝒑 = 𝟎. 𝟗𝟗
𝜼𝒗𝒑 = 𝟎. 𝟗𝟐
𝜼𝒈𝒍𝒑 = 𝟎. 𝟗𝟏
PROJET INDUSTRIEL DE FIN D’ETUDE Page 58
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
c. Dimensionnement du limiteur de pression
Afin de dimensionner le limiteur de pression, nous devons calculer sa pression de tarage p 0.
Pour se faire, nous commençons par calculer les pertes de charges dans la conduite de
refoulement.
Nous avons : ∆𝑝 = ∆𝑝(𝑠𝑖𝑛𝑔) + ∆𝑝(𝑟é𝑔)
En négligeant les pertes de charges singulières, nous obtenons : ∆𝑝 = ∆𝑝(𝑟é𝑔)
Et nous avons :
𝐿 𝜌 𝑄
∆𝑝(𝑟é𝑔) = 𝜆 × × × ( )²
𝐷 2 𝑆
Avec :
▪ 𝜆 : le coefficient de pertes de charge régulières ;
▪ 𝐿 : la longueur de la conduite entre le point du branchement du moteur et le point du
branchement du limiteur de pression ;
▪ 𝐷 : le diamètre intérieur de la conduite ;
▪ 𝜌: la masse volumique de l’huile ;
▪ 𝑄 : le débit traversant la conduite ;
▪ 𝑆 : la section de la conduite.
Après calcul et estimation de quelques paramètres comme la longueur de la conduite on
retrouve :
∆𝑝(𝑟é𝑔) = 𝟏, 𝟗𝟏𝒃𝒂𝒓𝒔
D’où
𝑝𝑏𝑒𝑠𝑜𝑖𝑛 = 𝑝 + ∆𝑝(𝑟é𝑔) = 𝟏𝟐𝟗. 𝟏𝟗𝟕𝒃𝒂𝒓𝒔
Nous calculons la pression de tarage de la formule suivante :
𝑝0 = 1,1 × 𝑝𝑏𝑒𝑠𝑜𝑖𝑛
Donc :
𝒑𝟎 = 𝟏𝟒𝟐. 𝟏𝟏𝟕𝒃𝒂𝒓𝒔
d. Dimensionnement de la pompe de gavage
Nous commençons par calculer le débit des fuites :
𝑄𝑓 = 𝑄𝑓𝑃
Avec :
𝑄𝑓𝑃 est le débit des fuites de la pompe. Il est égal à :
𝑄𝑓𝑃 = 𝐶𝑦𝑝 × 𝑁𝑝 × (1 − ᶯ𝑉𝑃 ) = 𝟏. 𝟓𝟐𝒍/𝒎𝒊𝒏
Du coup,
𝑸𝒇 = 𝟏𝟑. 𝟏𝒍/𝒎𝒊𝒏
PROJET INDUSTRIEL DE FIN D’ETUDE Page 59
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Afin de choisir la pompe de gavage convenable à notre système hydraulique, nous devons
calculer sa cylindrée. Pour se faire, nous utilisons la formule suivante :
𝑔 𝑄𝑛é𝑐𝑒𝑠𝑠𝑎𝑖𝑟𝑒
𝐶𝑦 =
𝑁𝑝 × ᶯ𝑉,𝑝𝑔
En tenant compte que 40% du débit de la pompe de gavage servira pour la compensation des
fuites, nous obtenons :
𝑸
𝑸𝒏é𝒄𝒆𝒔𝒔𝒂𝒊𝒓𝒆 = 𝟎.𝟒𝒇 = 3.75 l/min
Donc :
𝒈
𝑪𝒚 = 𝟒. 𝟎𝟕𝒄𝒎²/𝒕𝒓
3.3.4.4 Choix du système linéaire
Nous passons en ce qui suit au choix du système linéaire composé d’un module linéaire et d’un
moteur permettant la translation du balayeur. Nous avons ainsi posé le cahier des charges
suivant :
• Vitesse de translation réglable
• Course de 1,5 m
• Effort maximale à translater 10 kN
• Moments maximaux Mx = 500 N/m ; My= 500N/m ; Mz = 50 N/m
Le module linéaire FLI modèle SLTL15G constitué d’un système vis écrou permettant la
transformation du mouvement de rotation à un mouvement de translation et guidé par deux
liaisons pivot glissant en parallèle équivalentes à une liaison glissière. Ce dernier vérifie le
cahier des charges cité précédemment (annexe 19).
Figure 3.15: Module linéaire FLI modèle SLTL15G
Le moteur alimentant le module linéaire est un moteur pas à pas. Ce type est généralement
choisi pour ce mode de fonctionnement tel que nous avons besoin d’une rotation de l’arbre du
moteur dans les deux sens avec une précision bien donné et réglé par l’utilisateur.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 60
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Nous définissons par la suite le couple nécessaire pour translater un effort maximal de 10 kN
par la formule suivante :
𝒑 ∗ 𝑭𝒎𝒂𝒙
𝑪=
𝒓 ∗ 𝟐𝒑𝒊
Tel que :
• p : le pas de la vis du module linéaire (4 mm)
• Fmax : l’effort maximal à translater (10 kN)
• r : le rendement du système linéaire (0.95)
A.N. : 𝑪 = 6.7 N.m
Nous choisirons par la suite le moteur HN2003451 du catalogue MAE-PITTMAN qui vérifie
le couple calculer en mode bipolaire afin d’assurer sa fonction (annexe 20).
3.4 Plan de maintenance conditionnelle
La maintenance préventive conditionnelle basée sur une surveillance du fonctionnement du
bien et/ou des paramètres significatifs de ce fonctionnement intégrant les actions qui en
découlent. La surveillance de fonctionnement et des paramètres peut être exécutée selon un
calendrier, ou à la demande, ou de façon continue (EN 13306 : avril 2001). Nous avons alors
élaboré un plan de maintenance conditionnelle pour les différents élévateurs à godets. Nous
présentons le plan de maintenance préventif systématique et conditionnelle dans l’annexe 21.
3.5 Calcul du gain en disponibilité des élévateurs à godets
Nous essayerons dans cette partie d’évaluer le gain en disponibilité des élévateurs à godets.
Sachant que les heures de marches par an de ces équipements se calcul par la formule suivante :
𝐻𝑒𝑢𝑟𝑒𝑠𝑑𝑒𝑚𝑎𝑟𝑐ℎ𝑒𝑠 = (365 − 𝑗𝑟𝑠𝑑𝑒𝑙 ′ 𝑎𝑟𝑟ê𝑡𝑓𝑟𝑜𝑖𝑑) × 24 − 48 × ℎ𝑒𝑢𝑟𝑒𝑠𝑑′ 𝑎𝑟𝑟ê𝑡𝑝𝑎𝑟𝑠𝑒𝑚𝑎𝑖𝑛𝑒
Ce qui nous donne : 𝐻𝑒𝑢𝑟𝑒𝑠𝑑𝑒𝑚𝑎𝑟𝑐ℎ𝑒𝑠 = (365 − 30) × 24 − 48 × 8= 7656h/an.
Et sachant que l’indisponibilité d’un équipement à cause d’une anomalie se calcul par la
formule suivante :
ℎ𝑒𝑢𝑟𝑒𝑠𝑑 ′ 𝑎𝑟𝑟ê𝑡 × 𝐹𝑟é𝑞𝑢𝑒𝑛𝑐𝑒
𝐼𝑛𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑡é = × 100
ℎ𝑒𝑢𝑟𝑒𝑠𝑑𝑒𝑚𝑎𝑟𝑐ℎ𝑒
Après avoir mis en œuvre les différentes actions et contre-mesures, nous avons les résultats
suivants :
PROJET INDUSTRIEL DE FIN D’ETUDE Page 61
Chapitre 3 : Mise en œuvre des actions contre les
points de faiblesse et évaluation de la fiabilisation
Fréquence de
Etat Heures d’arrêt Indisponibilité
panne
Ancien 8 5h 0.52%
Après amélioration 2 1h 0.04%
Tableau 3.5: Indisponibilité des élévateurs à godets après fiabilisation
Par conséquence le gain en disponibilité est de 0.48%. Sachant que la production au niveau de
l’atelier DAP est de 752 tonnes/h. Nous obtenons alors un gain de 3.6 tonnes/h. Et donc par
année nous aurons un gain de 27635,10 tonnes.
3.6 Elaboration d’un système de maintenance
L’élaboration du système de maintenance se fait d’une façon à évaluer ce système. Il est alors
obligatoire de revoir la classification des équipements (annexe 23).
Nous remarquons ainsi que le score des élévateurs à godets a largement diminué et ceci en
appliquant les actions et contre-mesures à court terme ainsi que trois actions à long terme :
▪ Changer la technologie des accouplements
▪ Elaborer un calendrier de maintenance
▪ Elaborer un dossier machine des élévateurs
Par conséquence afin d’augmenter de plus en plus la fiabilité des élévateurs il est nécessaire de
d’achever la réalisation des actions et contre-mesures qui restent. Et par la suite réévaluer le
système. Ceci est bien l’objectif des chantiers de fiabilisation, tel que nous avons pu élaborer
un système évolutif augmentant le gain de la ligne de production tout en augmentant la fiabilité
des équipements névralgique de cette ligne.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 62
ANNEXES
Conclusion générale
Ce projet de fin d’études à la ligne de production des engrais à La JFC II intitulé « Fiabilisation
des élévateurs à godets suivant les standards OPS » a été une fructueuse opportunité et une vraie
bonne expérience professionnelle. En effet, il m’a permis de mettre en œuvre un certain nombre
d’outils théoriques et techniques que nous avons acquis durant notre cursus de formation au
sein de l’Ecole National Supérieur d’Arts et Métiers de Meknès, et exploiter de nouvelles
méthodes. C’était aussi une occasion particulière pour découvrir de près le monde
professionnel, les problèmes réels que rencontrent l’ingénieur et aussi la diversité des
équipements dont disposent la ligne de production des engrais.
Dans ce projet, nous avons pu atteindre notre objectif fixé au départ, qui est l’amélioration de
la disponibilité des élévateurs à godets vu qu’ils représentent les équipements névralgiques de
l’unité de production des engrais, qui présente un souci continu pour le service maintenance
mécanique.
En effet, à partir d’une analyse précise du cahier des charges, nous avons bâti notre
raisonnement sur une méthodologie logique et bien structurée en suivant les étapes suivantes :
1) Le diagnostic d’état d’équipements en utilisant la méthode TDPC qui nous a permis de
cibler les équipements critiques qui nécessitent un suivi de près.
2) L’étude des modes de défaillance qui nous a permis d’en tirer ceux les plus critiques.
3) L’élaboration d’un plan de maintenance préventive systématique.
4) La mise en œuvre des actions et contre-mesures des point de faiblesses
5) L’élaboration d’un plan de maintenance préventive conditionnelle
6) L’évaluation du système de maintenance.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 63
ANNEXES
Référence bibliographique
1) Le rapport annuel- Groupe OCP- 2012
2) Serge BOULOT, « Qu'est-ce que l'OCP Production System », Programme de
performance industrielle. OCP, Maroc 2012
3) Serge BOULOT, « Module fiabilité et maintenance », Programme de performance
industrielle. OCP, Maroc 2012
4) Serge BOULOT, « Module résolution de problèmes », Programme de performance
industrielle. OCP, Ma
5) Survol-Engrais_Module
6) REXORD HI LOAD BUCKET MANUAL
7) Formation en méthode de résolution de problèmes OCP.2017
8) « Choix d’accouplements standards FLENDER », Siemens.
9) « Choix d’accouplements PERIFLEX », Stromag.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 64
ANNEXES
ANNEXES
Annexe 1 : Evaluation des équipements de la ligne de production par la méthode TDPC
Annexe 2 : Classification des équipements de la ligne de production 507A-516A
Annexe 3 : Composantes des élévateurs à godets
Annexe 4 : Liste des pièces de rechanges requise pour les élévateurs à godets
Annexe 5 : Méthode QQOQPC appliqué au coupleur hydraulique
Annexe 6 : Méthode QQOQPC appliqué au moteur vireur
Annexe 7 : Méthode QQOQPC appliqué aux godets
Annexe 8 : Méthode QQOQPC appliqué à l’accouplement
Annexe 9 : Méthode QQOQPC appliqué au coussinet
Annexe 10 : Méthode des 5 pourquoi appliquée au coupleur hydraulique
Annexe 11 : Méthode des 5 pourquoi appliquée au moteur vireur
Annexe 12 : Méthode des 5 pourquoi appliquée aux godets
Annexe 13 : Méthode des 5 pourquoi appliquée à l’accouplement
Annexe 14 : Méthode des 5 pourquoi appliquée aux coussinets
Annexe 15 : Choix du coupleur hydraulique en fonction de la puissance et vitesse du moteur
Annexe 16 : Tableau des valeurs du coefficient K
Annexe 17 : Diagramme de flambage des tiges des vérins
Annexe 18 : Spécifications des pompes hydrauliques à piston axial du catalogue Parker
Hanifin
Annexe 19 : Spécifications du module linéaire FLI modèle SLTL
Annexe 20 : Spécifications du moteur pas à pas
Annexe 21 : Plan de maintenance préventive des élévateurs à godets
Annexe 22 : Calcul de criticité pour les modes de défaillance des élévateurs à godets
Annexe 23 : Réévaluation des équipements de la ligne de production du DAP
PROJET INDUSTRIEL DE FIN D’ETUDE Page 65
ANNEXES
Annexe 1 : Evaluation des équipements de la ligne de production par la
méthode TDPC
Criticité
Temps de Probabilité
Facteur de
Classification Réparation des Pannes
d'influence(D) l'équipem
(T) (P)
ent (C)
No 1 2 3 4 5 6 7 8 9
Les
AB01/BB01/CB0
broyeurs à 10 5 5 5 5 1 1 5 40 77
1/DB01
chaine
AT02 15 1 1 1 1 1 1 15 40 76
Les AT03 15 1 1 1 1 1 1 5 40 66
convoyeurs AT07 5 1 1 1 1 1 1 5 40 56
AT11 5 1 1 1 1 1 1 5 40 56
Les cribles AS01/BS01/CS0
5 5 5 5 1 1 1 5 20 48
Primaires 1/DS01
Les cribles AS05/BS05/CS0
5 5 5 1 1 1 1 5 20 44
secondaires 5/DS05
Finisseurs AS09/BS09 5 5 5 1 1 1 1 5 20 44
13
AT01 30 5 1 1 5 1 1 35 60
9
Les AT04 20 5 1 1 5 1 1 5 60 99
élévateurs à AT05 5 5 1 1 5 1 1 5 60 84
godets 10
AT06 15 5 1 1 5 1 1 15 60
4
AT13 5 5 1 1 5 1 1 5 60 84
PN AM01 20 5 1 1 1 1 1 5 20 55
Granulateu 10
AM03 15 5 5 5 5 1 1 5 60
r 2
Enrobeur AM04 10 5 5 5 5 1 1 5 40 77
CàC AF01 5 5 5 5 5 1 1 5 60 92
11
Sécheur AF02 30 5 5 5 5 1 1 5 60
7
Refroidisse
AE02 15 5 1 1 1 1 1 5 20 50
ur
AC01 20 5 5 5 1 1 5 5 40 87
Les AC02 20 5 5 5 1 1 5 5 40 87
ventilateurs AC03 15 5 5 5 5 1 1 5 40 82
AC04 5 5 5 5 5 1 1 5 40 72
PROJET INDUSTRIEL DE FIN D’ETUDE Page 66
ANNEXES
AC05 5 5 5 5 1 1 1 5 40 68
AC06 5 5 5 5 1 1 1 5 40 68
AC07 5 5 5 5 1 1 1 5 40 68
AS11 5 5 1 1 1 1 1 5 20 40
Les cyclones AS12 5 5 1 1 1 1 1 5 20 40
AS13 5 5 1 1 1 1 1 5 20 40
AP01 10 5 1 1 1 1 1 5 20 45
AP02 10 5 1 1 1 1 1 5 20 45
AP03 5 5 1 1 1 1 1 5 20 40
AP04 5 5 1 1 1 1 1 5 20 40
Les pompes
AP05 5 5 1 1 1 1 1 5 20 40
principales
AP06 5 5 1 1 1 1 1 5 20 40
AP07 5 5 1 1 1 1 1 5 20 40
AP08 10 5 1 1 1 1 1 5 20 45
AP10 5 5 1 1 1 1 1 5 20 40
KP01 5 5 1 1 1 1 1 5 20 40
KP02 5 5 1 1 1 1 1 5 20 40
Les pompes
KP03 5 5 1 1 1 1 1 5 20 40
réserves
KP04 5 5 1 1 1 1 1 5 20 40
KP08 10 5 1 1 1 1 1 5 20 45
Prélaveur AD01 10 5 5 5 1 1 1 5 40 73
PROJET INDUSTRIEL DE FIN D’ETUDE Page 67
ANNEXES
Annexe 2 : Classification des équipements de la ligne de production 507A-516A
Ligne de production :
Classification des équipements - Synthèse
507 A – 516 A
Classification de
N° de l'équipement Nom de l'équipement Evaluation l'équipement AA, A, B
ou C
507AAT01 ELEVATEUR A GODETS 139 AA
507AAF02 SECHEUR 117 AA
507AAT06 ELEVATEUR A GODETS 104 A
507AAM03 GRANULATEUR 102 A
507AAT04 ELEVATEUR A GODETS 99 A
CHAMBRE DE
507AAF01 92 A
COMPBUSTION
507AAC01 VENTILATEUR 87 A
507AAC02 VENTILATEUR 87 A
507AAT05 ELEVATEUR A GODETS 84 A
507AAT13 ELEVATEUR A GODETS 84 A
507AAC03 VENTILATEUR 82 A
507AAM04 ENROBEUR 77 A
Broyeurs (AB01-
BROYEURS 77 B
BB01-CB01-DB01)
507AAT02 CONVOYEUR A BANDE 76 B
507AAD01 PRELAVEUR 73 B
507AAD02 LAVEUR SECHEUR 73 B
507AAD03 LAVEUR DE POUSSIERE 73 B
507AAD04 LAVEUR DE GAZ FINAL 73 B
507AAC04 VENTILATEUR 72 B
507AAC05 VENTILATEUR 68 B
507AAC06 VENTILATEUR 68 B
507AAC07 VENTILATEUR 68 B
507AAT03 CONVOYEUR A BANDE 66 B
507AAT07 CONVOYEUR A BANDE 56 B
507AAT11 CONVOYEUR A BANDE 56 B
507AAA01 AGITATEUR DU PN 55 B
PROJET INDUSTRIEL DE FIN D’ETUDE Page 68
ANNEXES
507AAM01 PRENEUTRALISEUR 55 B
507AAD05 PILE 50 B
507AAE02 REFROIDISSEUR 50 B
EVAPORATEUR
507AAE04 50 B
D'AMONIAC
507AAS01 CRIBLE PRIMAIRE 48 B
507AAA02 AGITATEUR 48 B
507AAA03 AGITATEUR 48 B
507AAA04 AGITATEUR 48 B
507AAA05 AGITATEUR 48 B
507AAA06 AGITATEUR 48 B
507AAP01 POMPE A BOUILLE 45 B
POMPE DE LAVAGE DE
507AAP02 45 B
GAZ
507AAS05 CRIBLE PRIMAIRE 44 B
507AAS09 CRIBLE FINISSEUR 44 B
POMPE DE LAVAGE DE
507AAP03 40 B
GAZ
POMPE DE LAVAGE DE
507AAP04 40 B
GAZ
POMPES DEFOAMER DE
507AAP05 40 B
MESURE
POMPES DEFOAMER DE
507AAP06 40 B
MESURE
507AAS11 CYCLONE SECHEUR 40 B
CYCLONE
507AAS12 40 B
REFROIDISSEUR
POMPE TRANSFERT
516AAP01 40 B
HIULE D'ENROBAGE
POMPE TRANSFERT
516AKP01 40 B
HIULE D'ENROBAGE
POMPE DEPOTAGE
516AAP02 40 B
HUILE ENROBAGE
POMPE DEPOTAGE
516AKP02 40 B
HUILE ENROBAGE
POMPE DE TRANSFERT
516AAP04 40 B
DE FUEL
POMPE DE TRANSFERT
516AKP04 40 B
DE FUEL
POMPE DEPOTAGE
516AAP05 40 B
HUILE ENROBAGE
POMPE DEPOTAGE
516AKP05 40 C
HUILE ENROBAGE
PROJET INDUSTRIEL DE FIN D’ETUDE Page 69
ANNEXES
POMPE DE
516BAP01 DECHARGEMENT DE 40 C
FUEL
POMPE DE
516BKP01 DECHARGEMENT DE 40 C
FUEL
516 AAP03 POMPE FUEL LOURD 40 C
516 AKP03 POMPE FUEL LOURD 40 C
507AAS13 CYCLONE POUSSIERE 40 C
507AEC02 TANSFORMER 36 C
507AEC03 TRANSFORMER 36 C
507AKP01 POMPE A LISIER 36 C
PROJET INDUSTRIEL DE FIN D’ETUDE Page 70
ANNEXES
Annexe 3 : Composantes des élévateurs à godets
PROJET INDUSTRIEL DE FIN D’ETUDE Page 71
ANNEXES
Annexe 4 : Liste des pièces de rechanges requise pour les élévateurs à godets
Description Quantité requise
Pignon d’entrainement 1
Pignon entraîné 1
Godets d’élévateur avec boulons, écrous, barres de remplissage
1
requis
Chaîne de transport avec nombre de fixations requises 1/10
Goupilles de chaîne 10% de la quantité totale
Clavette de chaîne 10% de la quantité totale
Jantes segmentées de l’axe de tête, avec boulons, écrous et
2
rondelles
Paliers de l’axe de tête 2
Coussinet 2
PROJET INDUSTRIEL DE FIN D’ETUDE Page 72
ANNEXES
Annexe 5 : Méthode QQOQPC appliqué au coupleur hydraulique
Identification du
Clarification du Atelier : DAP Réalisé par :
problème du coupleur
phénomène Entité : JFC 2 Aazmi Abdellah
hydraulique
Données relatives au phénomène
Qui Le coupleur hydraulique
Quoi Température élevée qui implique une fusion du fusible
Ou Entre le moteur et le réducteur
Quand Surcharge du godet
Par quel Continuellement en chaque point du coupleur
Comment A la présence d’une surcharge la pression de l’huile augmente ce
qui implique une augmentation de sa température
Phénomène Des arrêts répétitifs et fréquents de l’élévateur
reformulé
Annexe 6 : Méthode QQOQPC appliqué au moteur vireur
Identification du
Clarification du Atelier : DAP Réalisé par :
problème du
phénomène Entité : JFC 2 Aazmi Abdellah
moteur vireur
Données relatives au phénomène
Qui Le moteur vireur
Quoi Sur-échauffement du moteur
Ou Entre le moteur et le réducteur
Quand Présence d’une charge au godet
Par quel Continuellement en chaque point du moteur
Comment A la présence d’une charge au démarrage le moteur est par la suite
surchauffé
Phénomène Présence d’une charge au démarrage
reformulé
PROJET INDUSTRIEL DE FIN D’ETUDE Page 73
ANNEXES
Annexe 7 : Méthode QQOQPC appliqué aux godets
Identification du
Clarification du Atelier : DAP Réalisé par :
problème des
phénomène Entité : JFC 2 Aazmi Abdellah
godets
Données relatives au phénomène
Qui Godets
Quoi Usure et déformation
Ou Tout au long de l’élévateur à godet
Quand A la présence d’une charge excessive
Par quel Graduellement ou brusquement
Comment La présence d’une surcharge anormale, soit qu’elle soit supérieure
à celle du Cdc ou une charge dû à un corp étranger du système
Phénomène Présence d’une charge anormale au niveau des godets
reformulé
Annexe 8 : Méthode QQOQPC appliqué à l’accouplement
Identification du
Clarification du Atelier : DAP Réalisé par :
problème de
phénomène entité : JFC 2 Aazmi Abdellah
l’accouplement
Données relatives au phénomène
Qui L’accouplement
Quoi Usure de l’accouplement
Ou Entre le moteur et le réducteur
Quand Surcharge du godet
Par quel Graduellement
Comment Les charges excessives impliquent une dégradation de
l’accouplement
Phénomène Surcharge des accouplements
reformulé
PROJET INDUSTRIEL DE FIN D’ETUDE Page 74
ANNEXES
Annexe 9 : Méthode QQOQPC appliqué au coussinet
Identification du
Clarification du Atelier : DAP Réalisé par :
problème du
phénomène entité : JFC 2 Aazmi Abdellah
coussinet
Données relatives au phénomène
Qui Coussinet
Quoi Cassure et usure
Ou Tourteau inférieur
Quand A la présence d’un frottement excessif
Par quel Graduellement au niveau du point de contact
Comment Une surcharge sur le coussinet cause par la suite sa fatigue rapide
et son usure
Phénomène Des arrêts répétitifs et fréquents de l’élévateur
reformulé
PROJET INDUSTRIEL DE FIN D’ETUDE Page 75
ANNEXES
Annexe 10 : Méthode des 5 pourquoi appliquée au coupleur hydraulique
Description
de l'écart
Vérification 1. Pourquoi Vérification 2. Pourquoi Vérification 3. Pourquoi Vérification 4. Pourquoi Vérification 5. Pourquoi
Mode de
défaillance
Matériau non
NV
conforme
Démarrage avec Absence de vidange Problème de vidange et absence
V V V
charge avant démarrage du moteur vireur
V Surcharge V Grand couple
Sur- Présence d’une
V V Qualification humaine V Manque du mode opératoire
échauffement corp étrangère
du coupleur Problème de
V Défaut géométrique V V Mauvaise vérification avec CDC
hydraulique fabrication
V Frottement excessif V Mauvais guidage
V Défaut de réglage V Qualification humaine V Manque du mode opératoire
Technologie non
V adéquate du bouchon
fusible
Annexe 11 : Méthode des 5 pourquoi appliquée au moteur vireur
Description
de l'écart
Vérification 1. Pourquoi Vérification 2. Pourquoi Vérification 3. Pourquoi Vérification 4. Pourquoi Vérification 5. Pourquoi
Mode de
défaillance
Démarrage avec Absence de vidange Problème de vidange et absence
V V V
charge avant démarrage du moteur vireur
Mauvais
Couple maximal
Sur- V Surcharge V Couple important V V dimensionnement du V Non-respect du cahier de charge
faible du moteur
échauffement moteur
du moteur Présence corp
V V Qualification humaine V Manque du mode opératoire
vireur étranger
Problème de
V Défaut géométrique V V Mauvaise vérification avec CDC
V Frottement excessif V Mauvais guidage fabrication
V Défaut de réglage V Qualification humaine V Manque du mode opératoire
PROJET INDUSTRIEL DE FIN D’ETUDE Page 76
ANNEXES
Annexe 12 : Méthode des 5 pourquoi appliquée aux godets
Description
de l'écart
Vérification 1. Pourquoi Vérification 2. Pourquoi Vérification 3. Pourquoi Vérification 4. Pourquoi Vérification 5. Pourquoi
Mode de
défaillance
Matériau non
V
conforme
Présence d’une corp
V V Absence de filtrage V Problème de fabrication V Mauvaise vérification avec CDC
étrangère
Usure et
déformation Condensation de la Mal fonctionnement du
V Bourrage V V V Technologie non adéquate
des godets V Surcharge matière capteur de bourrage
Non-respect des
Défaut de
V Cadence élevé V V conditions de V Qualification humaine
production
fonctionnement
Annexe 13 : Méthode des 5 pourquoi appliquée à l’accouplement
Description
de l'écart Vérificatio Vérificatio Vérificatio Vérificatio
Vérification 1. Pourquoi 2. Pourquoi 3. Pourquoi 4. Pourquoi 5. Pourquoi
Mode de n n n n
défaillance
Démarrage avec Absence de vidange Problème de vidange et
V V V
charge avant démarrage absence du moteur vireur
V Surcharge V Couple important
Présence corp
V V Qualification humaine V Manque du mode opératoire
étranger
Usure de
l'accouplemen V Défaut géométrique V Problème de fabrication V Mauvaise vérification avec CDC
t V Frottement excessif V Mauvais guidage
V Défaut de réglage V Qualification humaine V Manque du mode opératoire
V Désalignement V Accouplement rigide
PROJET INDUSTRIEL DE FIN D’ETUDE Page 77
ANNEXES
Annexe 14 : Méthode des 5 pourquoi appliquée aux coussinets
Description
de l'écart
Vérification 1. Pourquoi Vérification 2. Pourquoi Vérification 3. Pourquoi Vérification 4. Pourquoi Vérification 5. Pourquoi
Mode de
défaillance
Matériau non
NV
conforme
Cassure des Démarrage avec Absence de vidange Problème de vidange et du
V V Desserrage des boulons V V V
coussinets charge avant démarrage moteur vireur
V Usure des boulons V Abrasion
NV Défaut géométrique
Cassure et
usure des Dépassement de la
V Vieillissement V
coussinets durée de vie
Détérioration du Cassure du chapeau en
V V
chapeau fonte Mauvaise qualité
V
des plaques
V Fatigue
PROJET INDUSTRIEL DE FIN D’ETUDE Page 78
ANNEXES
Annexe 15 : Choix du coupleur hydraulique en fonction de la puissance et
vitesse du moteur
PROJET INDUSTRIEL DE FIN D’ETUDE Page 79
ANNEXES
Annexe 16 : Tableau des valeurs du coefficient K
Annexe 17 : Diagramme de flambage des tiges des vérins
PROJET INDUSTRIEL DE FIN D’ETUDE Page 80
ANNEXES
Annexe 18 : Spécifications des pompes hydrauliques à piston axial du catalogue
Parker Hanifin
PROJET INDUSTRIEL DE FIN D’ETUDE Page 81
ANNEXES
Annexe 19 : Spécifications du module linéaire FLI modèle SLTL
PROJET INDUSTRIEL DE FIN D’ETUDE Page 82
ANNEXES
Annexe 20 : Spécifications du moteur pas à pas
PROJET INDUSTRIEL DE FIN D’ETUDE Page 83
ANNEXES
Annexe 21 : Plan de maintenance préventive des élévateurs à godets
SOUS Type de tache Description de la tache Instruction Fréq.
ENSEMBLE N°
Nom et N°
La chaine Vérification Vérifier qu'aucune goupille ne 1 6m
manque à la chaine
Vérifier les connexions des blocs 2 6m
intérieur pour tout signe d'usure
Vérifier les faces intérieures des 3 6m
plaques latérales
Vérifier l'élongation des chaines 4 6m
Vérifier l'alignement de la chaine 5 1m
Inspection Inspecter visuellement toutes les 6 1m
plaques latérales
Inspecter visuellement la ligne de 7 1m
pliage de toutes de toutes les fixations
Inspecter visuellement le jeu existant 8 1m
entre chaque ensemble de plaque
latérales
Retirez environ 3m de chaine et de 9 9m
godet. Démontez les godets et faire
une magnétoscopie
Lubrification Vidange d'huile 10 3m
L'unité motrice Vérification Vérifier le couple de serrage de tous 11 1m
(moteur, les boulons
réducteur, Vérifier la présence d'un bruit anormal 12 1m
accouplements) Vérifier que tous les bouchons sont 13 1m
nettoyés
Vérifier la température de chacun des 14 1m
composants
Lubrification Vidange d'huile du réducteur 15 1m
Inspection Faire une inspection vibratoire de tous 16 1m
les composants
Les godets Vérification Vérifiez pour les attaches de godets 17 1m
desserrées ou manquantes
Vérifiez le jeu des de godet au fond 18 1m
de la section bas. Enlevez la section
de chaînes au besoin.
PROJET INDUSTRIEL DE FIN D’ETUDE Page 84
ANNEXES
Vérifiez pour des patrons d'usure 19 1m
anormaux ou des godets
endommagés
Inspection Inspecter les godets pour l'usure 20 1m
Nettoyage Nettoyer les godets du matériau 21 9m
condensé
Remplacer Remplacer les godets en usure 22 1m
Tendeur à Vérification Vérifiez les blocs de butée 23 6m
gravité Vérifiez le mouvement libre du 24 6m
tendeur dans ses guides
Vérifiez pour tout risque d'usure sur 25 6m
son guide
Coupleur Vérification Vérifiez l'alignement de l'arbre 26 6m
hydraulique Inspection Contrôler la température du coupleur 27 1j
Lubrification Vidange d'huile 28 1m
Roues de Vérification Vérifier pour tout usure inusité ou 29 6m
traction et excessive comme l'accrochage des
pignons dents des pignons
Vérifier et resserrer au couple les 30 3m
boulons des jantes segmentées de
rechange sur les axes de tête et du
bas
Vérifier l'existence de mouvement 31 3m
axial au couple des vis de pression
Vérifier pour les attaches desserrées 32 3m
ou manquantes
Section du bas Inspection Inspecter les fuites et chute de 33 1m
matériau
Inspecter tout usure structurale, 34 1m
corrosion, ou interférences
Nettoyage Nettoyer tous les matériaux 35 1m
condensés dans la section du bas
Section du haut Inspection Inspecter les fuites de matériau 36 9m
supérieure et autour des portes, les chutes, et les
inférieure joints d'étanchéité
Inspecter tout usure structurale, 37 9m
corrosion, ou interférences
Boitiers Nettoyage Nettoyer tous les matériaux 38 9m
intermédiaire et condensés
Inspection Inspecter les fuites de matériau 39 9m
PROJET INDUSTRIEL DE FIN D’ETUDE Page 85
ANNEXES
structure Inspecter tout usure structurale, 40 9m
métallique corrosion, ou interférences
Goulotte de Vérification Vérifier la lèvre de caoutchouc 41 3m
décharge
Coussinets Inspection Inspection vibratoire 42 3m
Remplacement Remplacer les coussinets 43 1m
Paliers Vérification Vérifier le serrage des boulons 44 1m
Vérifier le bruit sonore des paliers 45 1m
Inspection Contrôler la température des paliers 46 1j
Contrôler la lubrification propre au 47 1m
palier
Contrôler les joints d'étanchéité 48 1m
Contrôler de fréquence de vibration 49 1m
Contrôler l'état géométrique 50 1m
Contrôle des fissures interne et 51 3m
externe
Nettoyage Nettoyer le matériau condensé sur le 52 1m
palier
Lubrification Lubrification des paliers 53 1m
Anti-dévireur Vérification Vérifier que l'anti-dévireur n'a pas 54 1m
bougé axialement
Vérifier l'existence d'un bruit anormal 55 1m
ou vibration ou une température
excessive
Vérifier les fuites de lubrification 56 1m
Vérifier si les bouchons sont nettoyés 57 1m
Lubrification Lubrification de l'Anti-dévireur 58 1m
PROJET INDUSTRIEL DE FIN D’ETUDE Page 86
ANNEXES
Annexe 22 : Calcul de criticité pour les modes de défaillance des élévateurs à
godets
Indices de
Matériel Caractéristique de la défaillance
criticité
Action et
Mode de Effet de
Cause de Mode de contremesures
N° Composant Fonction N° défaillan défaillanc G F N C
défaillance détection
ce e
Usure
des Essaie non
Changer les
1.1 éléments Fatigue Vibration destructiv 5 2 4 40
éléments en usure
de la e
chaine
Transmet
Rupture
Chaines tre le
des Détachem Changer les
1 d'entrainem mouvem Charge
1.2 éléments ent de la Visuelle 5 1 1 5 éléments en
ent ent aux excessive
de la chaîne rupture
godets
chaine
Surcharge Vérifier la charge
Essaie non
Déforma et remplacer les
1.3 Désalignem Vibration destructiv 5 1 4 20
tion éléments
ent e
déformer
Réduction
Capteur de
Echauffe de la Contrôler la charge
Générer 2.1 Surcharge températu 1 2 1 2
ment durée de appliquée
une re
vie
énergie
2 Moteur
mécaniq
ue de Problème
Pas de Arrêt du Capteur de Vérifier le
rotation 2.2 d'alimentati 2 1 1 2
rotation système rotation montage
on
Fissure
Remplacer les
Transpor et Présence
godets en usure et
3 Godets t du 3.1 déformat d’un corps Surcharge Visuel 5 2 5 50
élimination du
produit ion des étranger
corps étranger
godets
Tordre
les
chaines
Guidage Renforcer la
Tendeur à Déséquili Usure de Analyse
4 des 4.1 Vibration 4 1 2 8 structure du
gravité bre la chaine vibratoire
chaines tendeur
Absorpti
on des
chocs et
PROJET INDUSTRIEL DE FIN D’ETUDE Page 87
ANNEXES
vibration
s
Surcharge
Sur- Arrêt de
Remplacer le
5.1 échauffe transmissi 4 4 4 64
Transmis coupleur
Coupleur ment Frottement on Analyse
5 sion du
hydraulique vibratoire
couple
Arrêt de
Fuite Dégradation Remplacer les
5.2 transmissi 4 1 2 8
d'huile des joints joints d'étanchéité
on
Contrôle
Usure Arrêt de Contrôler les dents
non
6.1 des Surcharge transmissi 5 1 2 10 des pignons du
destructiv
dents on réducteur
e
Réduction
Capteur de Améliorer la
Echauffe de la
6.2 Frottement températu 3 3 2 18 méthode de
ment durée de
Réductio re lubrification
vie
6 Réducteur n de
vitesse Fuite Dégradation Echauffem Niveau Remplacer les
6.3 3 1 2 6
d'huile des joints ent d'huile joints d’étanchéité
Dégradatio
n des Contrôler
Mauvais Analyse
6.4 Vibration éléments 2 1 4 8 l'alignements des
alignement vibratoire
du arbres
réducteur
Contrôle
Arrêt du non
7.1 Usure Surcharge 5 1 3 15 Corriger l'usure
système destructiv
Transmis
e
Tourteau sion du
7 Affectatio
inférieur mouvem
n des
ent Mauvais Analyse Renforcer les
7.2 Vibration éléments 3 1 3 9
guidage vibratoire guides du tourteau
du
système
Transmis Contrôle
Tourteau sion du Usure de Surcharge, Vibration, non Remplacer la
8 8.1 4 1 2 8
supérieur mouvem denture fatigue Surcharge destructiv section dentée
ent e
Mauvaises
Boîtier,
Colmatag conditions Assurer un
structure Baisse de
9 Sécurité 9.1 e des de Visuel 2 1 2 4 revêtement
portes sécurité
parois fonctionne contre-colmatage
visites
ment
PROJET INDUSTRIEL DE FIN D’ETUDE Page 88
ANNEXES
Mauvaises
Entré de conditions
Goulotte de Bouchag Baisse de Nettoyage de la
10 la 10.1 de Visuel 2 1 2 4
charge e production goulotte de charge
matière fonctionne
ment
Mauvaises
Sortie de conditions Nettoyage de la
Goulotte de Bouchag
11 la 11.1 de Surcharge Visuel 4 1 2 8 goulotte de
décharge e
matière fonctionne décharge
ment
Réduction
Améliorer le
de la Capteur de
Echauffe lubrifiant et la
12.1 Frottement durée de températu 1 3 1 3
ment méthode de
vie, re
lubrification
grippage
Mauvaise
lubrification Contrôle
Corriger
Surcharge Panne non
12.2 Grippage 3 2 4 24 l'ajustement au
Action de totale destructiv
roulement
particule e
Guidage
étranger
12 Paliers en
rotation Améliorer le
Rupture Arrêt de
12.3 Surcharge Visuel 3 3 2 18 dispositif
du palier production
d'étanchéité
Rupture
des Arrêt de Remplacer les
12.4 Surcharge Visuel 4 1 2 8
rouleme production roulements
nts
Contrôle
Défaut
non Remplacer les
12.5 Usure d'alignemen Bruit 5 3 3 45
destructiv paliers
t, Surcharge
e
Démarrag
Démarra
Sur- e avec le Remplacer par un
Moteur ge à
13 13.1 échauffe Surcharge moteur de Outillage 3 5 4 60 moteur à
vireur petite
ment fonctionne puissance élevé
vitesse
ment
Sécurité
de l'arrêt Mauvaises Contrôler les
Anti- Coincem Arrêt
14 de retour 14.1 conditions Visuel 5 1 1 5 conditions de
dériveur ent prolongé
de la de base bases
bande
Transmis Usure, Défaut Arrêt de la
Accoupleme Remplacer
15 sion du 15.1 déformat d'alignemen transmissi Visuel 4 4 3 48
nt rigide l’accouplement
couple ion t, surcharge on
Mauvaise Panne Contrôle
16 Coussinet 16.1 Grippage 3 2 4 24
lubrification totale non
PROJET INDUSTRIEL DE FIN D’ETUDE Page 89
ANNEXES
Surcharge destructiv
e Corriger
Action de l'ajustement au
particule roulement
étranger
Mauvaise
lubrification Contrôle
Dégradatio
Surcharge non
16.2 Erosion n du 3 2 4 24
Guidage Action de destructiv
coussinet
en particule e
rotation étranger
Remplacer les
Mauvaise paliers
lubrification Contrôle
Arrêt de non
16.3 Usure Défaut 5 4 3 60
production destructiv
d'alignemen e
t
Surcharge
PROJET INDUSTRIEL DE FIN D’ETUDE Page 90
ANNEXES
Annexe 23 : Réévaluation des équipements de la ligne de production du DAP
Ligne de production :
Classification des équipements - Synthèse
507 A – 516 A
Classification de
N° de l'équipement Nom de l'équipement Evaluation l'équipement AA, A, B
ou C
507AAM03 GRANULATEUR 134 AA
507AAF02 SECHEUR 117 AA
507AAC01 VENTILATEUR 115 A
CHAMBRE DE
507AAF01 97 A
COMPBUSTION
507AAC02 VENTILATEUR 97 A
507AAC03 VENTILATEUR 92 A
507AAC04 VENTILATEUR 90 A
507AAT06 ELEVATEUR A GODETS 84 A
507AAT01 ELEVATEUR A GODETS 82 A
507AAM04 ENROBEUR 77 A
Broyeurs (AB01-
BROYEURS 77 A
BB01-CB01-DB01)
507AAT02 CONVOYEUR A BANDE 76 A
507AAD01 PRELAVEUR 73 B
507AAD02 LAVEUR SECHEUR 73 B
507AAD03 LAVEUR DE POUSSIERE 73 B
507AAD04 LAVEUR DE GAZ FINAL 73 B
507AAT04 ELEVATEUR A GODETS 73 B
507AAT05 ELEVATEUR A GODETS 73 B
507AAT13 ELEVATEUR A GODETS 73 B
507AAC05 VENTILATEUR 68 B
507AAC06 VENTILATEUR 68 B
507AAC07 VENTILATEUR 68 B
507AAT03 CONVOYEUR A BANDE 66 B
507AAT07 CONVOYEUR A BANDE 56 B
507AAT11 CONVOYEUR A BANDE 56 B
PROJET INDUSTRIEL DE FIN D’ETUDE Page 91
ANNEXES
507AAA01 AGITATEUR DU PN 55 B
507AAM01 PRENEUTRALISEUR 55 B
507AAD05 PILE 50 B
507AAE02 REFROIDISSEUR 50 B
EVAPORATEUR
507AAE04 50 B
D'AMONIAC
507AAS01 CRIBLE PRIMAIRE 48 B
507AAA02 AGITATEUR 48 B
507AAA03 AGITATEUR 48 B
507AAA04 AGITATEUR 48 B
507AAA05 AGITATEUR 48 B
507AAA06 AGITATEUR 48 B
507AAP01 POMPE A BOUILLE 45 B
POMPE DE LAVAGE DE
507AAP02 45 B
GAZ
507AAS05 CRIBLE PRIMAIRE 44 B
507AAS09 CRIBLE FINISSEUR 44 B
POMPE DE LAVAGE DE
507AAP03 40 B
GAZ
POMPE DE LAVAGE DE
507AAP04 40 B
GAZ
POMPES DEFOAMER DE
507AAP05 40 B
MESURE
POMPES DEFOAMER DE
507AAP06 40 B
MESURE
507AAS11 CYCLONE SECHEUR 40 B
CYCLONE
507AAS12 40 B
REFROIDISSEUR
POMPE TRANSFERT
516AAP01 40 B
HIULE D'ENROBAGE
POMPE TRANSFERT
516AKP01 40 B
HIULE D'ENROBAGE
POMPE DEPOTAGE
516AAP02 40 B
HUILE ENROBAGE
POMPE DEPOTAGE
516AKP02 40 B
HUILE ENROBAGE
POMPE DE TRANSFERT
516AAP04 40 B
DE FUEL
POMPE DE TRANSFERT
516AKP04 40 B
DE FUEL
POMPE DEPOTAGE
516AAP05 40 B
HUILE ENROBAGE
PROJET INDUSTRIEL DE FIN D’ETUDE Page 92
ANNEXES
POMPE DEPOTAGE
516AKP05 40 C
HUILE ENROBAGE
POMPE DE
516BAP01 DECHARGEMENT DE 40 C
FUEL
POMPE DE
516BKP01 DECHARGEMENT DE 40 C
FUEL
516 AAP03 POMPE FUEL LOURD 40 C
516 AKP03 POMPE FUEL LOURD 40 C
507AAS13 CYCLONE POUSSIERE 40 C
507AEC02 TANSFORMER 36 C
507AEC03 TRANSFORMER 36 C
507AKP01 POMPE A LISIER 36 C
PROJET INDUSTRIEL DE FIN D’ETUDE Page 93
S-ar putea să vă placă și
- Projet de Fin D'Etudes: Amélioration de La Zone de Fabrication Des Joints D'étanchéitéDocument79 paginiProjet de Fin D'Etudes: Amélioration de La Zone de Fabrication Des Joints D'étanchéitéMa HdiÎncă nu există evaluări
- Rapport Pfe Elevateur A GodetDocument84 paginiRapport Pfe Elevateur A GodetAmine OuafiÎncă nu există evaluări
- Mehdioui OCP PDFDocument67 paginiMehdioui OCP PDFSBÎncă nu există evaluări
- CH 4-ConvertiDocument25 paginiCH 4-ConvertiAIT ELHAJ BRAHIMÎncă nu există evaluări
- Pfe Uas Souhail New1Document69 paginiPfe Uas Souhail New1saif eddine msiliniÎncă nu există evaluări
- Fiabilisation de La Pompe D'acide Moyenne Sous Filtre Ucego - Regragui ZakariaDocument113 paginiFiabilisation de La Pompe D'acide Moyenne Sous Filtre Ucego - Regragui ZakariaEL FAKKAK KHADIJAÎncă nu există evaluări
- Etude, Conception Et Realisati - Soukayna DKHISSI - 4726Document50 paginiEtude, Conception Et Realisati - Soukayna DKHISSI - 4726smail lahmidiÎncă nu există evaluări
- Etude AMDEC de La MachineDocument40 paginiEtude AMDEC de La MachinePika Tcho100% (1)
- Dimensionnement D'un Système de Chargement/déchargement Des CasiersDocument47 paginiDimensionnement D'un Système de Chargement/déchargement Des Casiersyoussef essasnoui100% (2)
- Etude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Document124 paginiEtude de L'usure Des Engrenages Par Analyse Vibratoire (PDFDrive)Yanis KemounÎncă nu există evaluări
- Rapport de PFE Bourkab-AymenDocument137 paginiRapport de PFE Bourkab-AymenRahmani Mohamed ChakirÎncă nu există evaluări
- Rapport de StageDocument22 paginiRapport de Stageapi-377234575% (4)
- Rapport de Stage D'initiation (ENSEM)Document31 paginiRapport de Stage D'initiation (ENSEM)LOUTFI BELLA100% (2)
- Rapport Du PFE - Amrani Nabil Et Hourri El Mehdi PDFDocument126 paginiRapport Du PFE - Amrani Nabil Et Hourri El Mehdi PDFaskendermenÎncă nu există evaluări
- Fiabilisation de La Chaine de - EL M'HAMEDI ALAOUI Amine - 486Document97 paginiFiabilisation de La Chaine de - EL M'HAMEDI ALAOUI Amine - 486Abdellah FaqdaniÎncă nu există evaluări
- Pfe Enit2020.3agm1.Abidi - SafoueneDocument156 paginiPfe Enit2020.3agm1.Abidi - SafoueneKais MansourÎncă nu există evaluări
- Rapport PfeDocument72 paginiRapport PfeMr.ShadyÎncă nu există evaluări
- Pfe Machine Gravure VerinDocument82 paginiPfe Machine Gravure VerinHsyn Haj Mabrouk100% (3)
- Systèmes de Production Chap2Document42 paginiSystèmes de Production Chap2Azer RezaÎncă nu există evaluări
- N PDFDocument48 paginiN PDFAnass Cherrafi0% (1)
- Rapport PFE EnsamDocument120 paginiRapport PFE EnsamChafik Bouguezour100% (1)
- Rapport de PFE Realisation Des Travaux PDocument114 paginiRapport de PFE Realisation Des Travaux Pzendaoui amineÎncă nu există evaluări
- Conception D'un Convoyeur A Ba - Houda SAIDI AMRAOUI - 4715Document68 paginiConception D'un Convoyeur A Ba - Houda SAIDI AMRAOUI - 4715wahid ysÎncă nu există evaluări
- Conception D'une Machine de Po - Bouchra KHILOU - 4717Document42 paginiConception D'une Machine de Po - Bouchra KHILOU - 4717Adil EL AttarÎncă nu există evaluări
- Cherif BorhenDocument127 paginiCherif BorhenFajjeri HadilÎncă nu există evaluări
- Rapport FinaleDocument27 paginiRapport FinaleYassine Aallalou100% (1)
- Mini ProjetDocument14 paginiMini ProjetGhaith Soudani0% (1)
- Rapport Chouaib TouafDocument78 paginiRapport Chouaib Touafgalaxie HÎncă nu există evaluări
- Conception D Un Systeme de Decoupe Dimensionnement Et Conception Sur CATIA V5 R20 Realise Par Barhourhe Elmahdi Et Elhlaba M HammedDocument81 paginiConception D Un Systeme de Decoupe Dimensionnement Et Conception Sur CATIA V5 R20 Realise Par Barhourhe Elmahdi Et Elhlaba M HammedSALIM BELGACEM0% (1)
- Amdec 2Document31 paginiAmdec 2Anass AhmamÎncă nu există evaluări
- Mémoire ZEDDAM MOHAMED AYMANEDocument95 paginiMémoire ZEDDAM MOHAMED AYMANEZEDDAM100% (1)
- Etude Et Conception D'une Mach - Mohammed MAAKOUL - 3939Document61 paginiEtude Et Conception D'une Mach - Mohammed MAAKOUL - 3939Sabrine Ben Hmida100% (1)
- AMDEC D'un Broyeur Du Carbon A - Hassna BENLKHADIR - 3970 PDFDocument47 paginiAMDEC D'un Broyeur Du Carbon A - Hassna BENLKHADIR - 3970 PDFMourad Lamghari100% (1)
- Conception D'outillage de Pres - GAYAL Yazid - 2911Document121 paginiConception D'outillage de Pres - GAYAL Yazid - 2911BenYamOuN IsMaIlÎncă nu există evaluări
- Etude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFDocument104 paginiEtude de Surete de Fonctionnem - Jaber DEBBAGH - 4961 PDFAbdelhamid OualiliÎncă nu există evaluări
- Rapport Pfa JesaDocument71 paginiRapport Pfa JesaABIR BALAÎncă nu există evaluări
- Amdec Pompes 29Document48 paginiAmdec Pompes 29Dhia Boubakri33% (3)
- Etude Et Amelioration de La ST - BELKHOU Jihane - 2654Document50 paginiEtude Et Amelioration de La ST - BELKHOU Jihane - 2654Ibtihel MechleouiÎncă nu există evaluări
- Rapport Jet D'eau 1Document7 paginiRapport Jet D'eau 1Mohammed Amine LabbardiÎncă nu există evaluări
- Rapport Sarah AdnaneDocument121 paginiRapport Sarah AdnaneSarah AdnaneÎncă nu există evaluări
- Élevateur À Godet RapportDocument67 paginiÉlevateur À Godet RapportMahmoud MouelhiÎncă nu există evaluări
- Amdec A VoirDocument48 paginiAmdec A VoirMichel EdiÎncă nu există evaluări
- Etude Amdec Du Clarificateur C - Bouzaffour Mohamed - 2372Document76 paginiEtude Amdec Du Clarificateur C - Bouzaffour Mohamed - 2372mohamedÎncă nu există evaluări
- Projet de Fin D'etudes:: Amélioration de La Performance de La Maintenance Des Équipements de La Zone de CoupeDocument93 paginiProjet de Fin D'etudes:: Amélioration de La Performance de La Maintenance Des Équipements de La Zone de CoupeIzem ZakariaÎncă nu există evaluări
- Exemple de Rapport de Stage Au Sein Du OCP Jorf LasfarDocument130 paginiExemple de Rapport de Stage Au Sein Du OCP Jorf LasfarbenblalÎncă nu există evaluări
- Conception Par La Cao Des Parties Fixes D Une EolienneDocument82 paginiConception Par La Cao Des Parties Fixes D Une EolienneZantar Abdelhaq67% (3)
- Rapport-Stage-Copie Final-Mbg-2018Document59 paginiRapport-Stage-Copie Final-Mbg-2018Eya Belhaj Sghaier100% (1)
- StageDocument26 paginiStageSIRINE SASSIÎncă nu există evaluări
- Etude Conception Et Simulation Sous SOLIDWORKSDocument129 paginiEtude Conception Et Simulation Sous SOLIDWORKSHind SoukaÎncă nu există evaluări
- Rapport de Stage Industriel de Fin DetudDocument94 paginiRapport de Stage Industriel de Fin Detudموسى زاويÎncă nu există evaluări
- Rapport PFE ENIT COMETDocument48 paginiRapport PFE ENIT COMETSkander ManaiÎncă nu există evaluări
- Pfe MouadDocument113 paginiPfe MouadOUSSAMA HOUIDAÎncă nu există evaluări
- Application d'AMDEC A Un Tour - Fatima EZ-Zahrae MRABIT - 3938 PDFDocument57 paginiApplication d'AMDEC A Un Tour - Fatima EZ-Zahrae MRABIT - 3938 PDFJawher SalemÎncă nu există evaluări
- PFE: Conception Et Réalisation Dun Malaxeur de Ciment-Sable Pour Laboratoire 5kg MaxDocument62 paginiPFE: Conception Et Réalisation Dun Malaxeur de Ciment-Sable Pour Laboratoire 5kg MaxYoussef El-mchichiÎncă nu există evaluări
- BOUDIS KBS PFE 2017 TAFADJIRA ToufikDocument90 paginiBOUDIS KBS PFE 2017 TAFADJIRA ToufikYoucef MimouniÎncă nu există evaluări
- Etude Critique Du Systeme D Orientation de La Roue Pelle N 3Document86 paginiEtude Critique Du Systeme D Orientation de La Roue Pelle N 3Bangoura MoussaÎncă nu există evaluări
- Rapport Bentizi Khalid PfeDocument60 paginiRapport Bentizi Khalid PfeYasmine Aouni100% (2)
- Analyse AMDEC Du Clarificateur - Loubna LAZAAR - 3940Document67 paginiAnalyse AMDEC Du Clarificateur - Loubna LAZAAR - 3940Chaabane salehÎncă nu există evaluări
- La microfinance en Afrique centrale: Le defi des exclusDe la EverandLa microfinance en Afrique centrale: Le defi des exclusEvaluare: 3.5 din 5 stele3.5/5 (3)
- L' Appréciation des performances au travail: De l'individu à l'équipeDe la EverandL' Appréciation des performances au travail: De l'individu à l'équipeEvaluare: 5 din 5 stele5/5 (1)
- 1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLDocument6 pagini1 - TABLEAU de CHIFFRAGE Offre Tech Com Four Ss Mo PLcacaaÎncă nu există evaluări
- EBODACC-A 20160053 0001 p000Document190 paginiEBODACC-A 20160053 0001 p000TEBAO PRINCEÎncă nu există evaluări
- Les Fondements de L'Audit Par Les Business Risks : Motivations Professionnelles Ou Raisons Économiques ?Document23 paginiLes Fondements de L'Audit Par Les Business Risks : Motivations Professionnelles Ou Raisons Économiques ?kaisfekih899Încă nu există evaluări
- El Aissaoui Zineb - CVDocument1 paginăEl Aissaoui Zineb - CVSA IDÎncă nu există evaluări
- Formulaire de Demande de Mutation D'un Véhicule Immatriculé Au Maroc en Cas D'achat Au ComptantDocument1 paginăFormulaire de Demande de Mutation D'un Véhicule Immatriculé Au Maroc en Cas D'achat Au Comptantabdoss samoÎncă nu există evaluări
- Guide de Redaction de Business Plan RFFDocument30 paginiGuide de Redaction de Business Plan RFFRobert Essama100% (1)
- Economie D'entreprise 1Document83 paginiEconomie D'entreprise 1SORELLE DJIMELI TSATEDEMÎncă nu există evaluări
- Entrepreneurship Course Mazars ExellentDocument133 paginiEntrepreneurship Course Mazars ExellentJallal Diane100% (1)
- Capture D'écran . 2022-11-25 À 12.17.09Document11 paginiCapture D'écran . 2022-11-25 À 12.17.09sephoraÎncă nu există evaluări
- Les Contrats Les Plus Usuels Sont Des Contrats SpéciauxDocument10 paginiLes Contrats Les Plus Usuels Sont Des Contrats SpéciauxNissrine BelqadiÎncă nu există evaluări
- Solution Entites IndependantesDocument3 paginiSolution Entites IndependantesMoulaye Youssouf KeïtaÎncă nu există evaluări
- Cours Entrepreneuriat MasterDocument25 paginiCours Entrepreneuriat MasterBoujah Wel LimamÎncă nu există evaluări
- Tableau Comparatif Iso 9001 V 2015 Et Iatf V 2016Document3 paginiTableau Comparatif Iso 9001 V 2015 Et Iatf V 2016lab AbdÎncă nu există evaluări
- Listeasqual GtxpaDocument9 paginiListeasqual GtxpajoelÎncă nu există evaluări
- Flux FinanciersDocument45 paginiFlux Financiersmansouri.salim.89Încă nu există evaluări
- 19 M Ts Excel Stocks Indus n+1 CorrigeDocument1 pagină19 M Ts Excel Stocks Indus n+1 Corrigezinsgogan8Încă nu există evaluări
- BRM Rectification - Recherche GoogleDocument1 paginăBRM Rectification - Recherche GoogleENI33Încă nu există evaluări
- HA41PXNT - HAULOTTE - Manual de PartesDocument458 paginiHA41PXNT - HAULOTTE - Manual de ParteswillÎncă nu există evaluări
- SEANCE 2 Cout CompletDocument16 paginiSEANCE 2 Cout Completyachine n'driÎncă nu există evaluări
- Rapport de Stage Licence CCA - AKOUNGDocument37 paginiRapport de Stage Licence CCA - AKOUNGDany ArthurÎncă nu există evaluări
- Account Statement - 2023 02 01 - 2023 02 28 - FR FR - 127dbeDocument7 paginiAccount Statement - 2023 02 01 - 2023 02 28 - FR FR - 127dbeShotta vvÎncă nu există evaluări
- Anne Marie K0ffi Diap0 v1 SoutenanceDocument29 paginiAnne Marie K0ffi Diap0 v1 SoutenanceHermine AdouÎncă nu există evaluări
- Ouverture SmicDocument20 paginiOuverture Smicbenjamin.brunner1Încă nu există evaluări
- Composition Du Dossier Préliminaire Tube À Fabriqué À L'étrangéDocument2 paginiComposition Du Dossier Préliminaire Tube À Fabriqué À L'étrangéPFE100% (1)
- A Activites Jeu de Plateau Degustation MielsDocument22 paginiA Activites Jeu de Plateau Degustation MielsboubacÎncă nu există evaluări
- Tableau OECCI 2019Document1 paginăTableau OECCI 2019M. FOFANAÎncă nu există evaluări
- Rapport de Stage: Université Frères Mentouri Constantin1 Institut Des Sciences Et Techniques AppliquéesDocument22 paginiRapport de Stage: Université Frères Mentouri Constantin1 Institut Des Sciences Et Techniques Appliquéessaciramzi555Încă nu există evaluări
- Rapport de Stage 1Document45 paginiRapport de Stage 1Azrael SnzÎncă nu există evaluări
- Devoir de Synthèse N°1 - Technologie - 2ème Technique (2022-2023) MR ZOUAGHI AbdelmajidDocument8 paginiDevoir de Synthèse N°1 - Technologie - 2ème Technique (2022-2023) MR ZOUAGHI AbdelmajidAhmedÎncă nu există evaluări
- Z. (LOIS) Les - Maisons - Des - SaisonniersDocument9 paginiZ. (LOIS) Les - Maisons - Des - SaisonniershugoÎncă nu există evaluări