S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Rectangular SectionDocument1 paginăRectangular SectionMatiur Rahman BasumÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Arch324 w09 Lecture Unit5Document22 paginiArch324 w09 Lecture Unit5Ama DavidescuÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Surcharge Loads 2Document15 paginiSurcharge Loads 2Matiur Rahman BasumÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Concrete Pier (Isolated Deep Foundation) Design Based On ACI 318-14Document6 paginiConcrete Pier (Isolated Deep Foundation) Design Based On ACI 318-14Matiur Rahman BasumÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Rectangular SectionDocument1 paginăRectangular SectionMatiur Rahman BasumÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
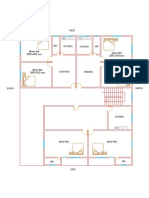
- Plan Model PDFDocument1 paginăPlan Model PDFMatiur Rahman BasumÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Slab On Grade Excel SheetDocument10 paginiSlab On Grade Excel SheetEngrDebashisMallick100% (3)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Chapter 6 Negative Skin FrictionDocument22 paginiChapter 6 Negative Skin FrictionMatiur Rahman BasumÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Mix Design: User Friendly Interface Means The Program Can Be Used As A Tool ToDocument5 paginiMix Design: User Friendly Interface Means The Program Can Be Used As A Tool ToMatiur Rahman BasumÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- EXCretwall Ver. 1.1Document10 paginiEXCretwall Ver. 1.1Matiur Rahman BasumÎncă nu există evaluări
- Column Design With ExcelDocument47 paginiColumn Design With ExcelMatiur Rahman BasumÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Column Design With ExcelDocument40 paginiColumn Design With ExcelMatiur Rahman BasumÎncă nu există evaluări
- Tolerences + or - : Concrete TestDocument114 paginiTolerences + or - : Concrete TestMatiur Rahman BasumÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- CorbelDocument1 paginăCorbelMukhlish AkhatarÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Beam GravityDocument11 paginiBeam GravitylucianduÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- CorbelDocument2 paginiCorbelaahtagoÎncă nu există evaluări
- Tolerences + or - : Concrete TestDocument114 paginiTolerences + or - : Concrete TestMatiur Rahman BasumÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Staircase Design - ACI 318 - 08Document8 paginiStaircase Design - ACI 318 - 08motiur basum0% (1)
- Development and Splices of Reinforcement According Aci318M-08, Chapter 12Document2 paginiDevelopment and Splices of Reinforcement According Aci318M-08, Chapter 12Matiur Rahman BasumÎncă nu există evaluări
- Cantilever SlabDocument3 paginiCantilever SlabMatiur Rahman BasumÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Column Input Data: No Area of Each ReinforcementDocument12 paginiColumn Input Data: No Area of Each ReinforcementMatiur Rahman BasumÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Flexural Strengthing of Beam With FRP LamintaesDocument6 paginiFlexural Strengthing of Beam With FRP LamintaesEngDbtÎncă nu există evaluări
- Column Design With ExcelDocument40 paginiColumn Design With ExcelMatiur Rahman BasumÎncă nu există evaluări
- Allowable Bearing Capacity of Soil, Qa 2.34tsf (FOS 2.5) Allowable Bearing Capacity of Soil, Qa 2.34tsf (FOS 2.5)Document27 paginiAllowable Bearing Capacity of Soil, Qa 2.34tsf (FOS 2.5) Allowable Bearing Capacity of Soil, Qa 2.34tsf (FOS 2.5)Matiur Rahman BasumÎncă nu există evaluări
- Retaining Wall Design JIPDocument8 paginiRetaining Wall Design JIPWaqas AnjumÎncă nu există evaluări
- EXCretwall Ver. 1.1Document10 paginiEXCretwall Ver. 1.1Matiur Rahman BasumÎncă nu există evaluări
- Consulting Company: EmbedDocument34 paginiConsulting Company: EmbedMatiur Rahman BasumÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Homework 5Document9 paginiHomework 5Omar Calisaya RamosÎncă nu există evaluări
- Axis in EtabsDocument2 paginiAxis in EtabsMatiur Rahman BasumÎncă nu există evaluări
- User Manual: Central Infusion Management SystemDocument28 paginiUser Manual: Central Infusion Management SystemClaire LiuÎncă nu există evaluări
- Materials Required:: 16x2 LCDDocument11 paginiMaterials Required:: 16x2 LCDYick Eshar LubisÎncă nu există evaluări
- Subcontracting in SAPDocument6 paginiSubcontracting in SAPmoorthykem100% (1)
- Repuestos Equipos PesadosDocument71 paginiRepuestos Equipos PesadosIng YÔrland R. BlancoÎncă nu există evaluări
- Service Manual: PCG-FXA32/FXA33/ /FXA36Document28 paginiService Manual: PCG-FXA32/FXA33/ /FXA36Frank ElizaldeÎncă nu există evaluări
- Structure and Detailed Syllabus - IT (5th Sem To 8th Sem)Document72 paginiStructure and Detailed Syllabus - IT (5th Sem To 8th Sem)Randy OrtonÎncă nu există evaluări
- Operation With Large No 5Document14 paginiOperation With Large No 5Debayan BiswasÎncă nu există evaluări
- Ecology of Pa by Atty. OdilonDocument48 paginiEcology of Pa by Atty. OdilonLeedmo ClaverÎncă nu există evaluări
- WinilabDocument399 paginiWinilabManuja DamithÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Installation Qualification (Iq) Protocol FOR Mechanical SifterDocument22 paginiInstallation Qualification (Iq) Protocol FOR Mechanical SiftercorneliusÎncă nu există evaluări
- Introduction To Linear Algebra 6th Edition and A CR - 05Document14 paginiIntroduction To Linear Algebra 6th Edition and A CR - 05maviarena44% (9)
- CCTV and Access Control SpecificationDocument9 paginiCCTV and Access Control Specificationbipin19901100% (1)
- Lecture Notes - Week 2Document13 paginiLecture Notes - Week 2Nathaniel LucasÎncă nu există evaluări
- Item StockDocument50 paginiItem StockRizki AmrullahÎncă nu există evaluări
- Introduction To CsiBridgeDocument7 paginiIntroduction To CsiBridgeN TÎncă nu există evaluări
- NCJ TBM SPL Sleeper Class (SL)Document2 paginiNCJ TBM SPL Sleeper Class (SL)peer Mohamed meera MOHIDEENÎncă nu există evaluări
- NetSuite SuiteTax Setup Guide PDFDocument75 paginiNetSuite SuiteTax Setup Guide PDFAnurag Singh100% (1)
- Nagaraj CH Professional SummaryDocument7 paginiNagaraj CH Professional SummaryrecruiterkkÎncă nu există evaluări
- Machine Learning Model For Green Building Design PredictionDocument10 paginiMachine Learning Model For Green Building Design PredictionIAES IJAIÎncă nu există evaluări
- Data Flow DiagramDocument8 paginiData Flow DiagramCha AcuezaÎncă nu există evaluări
- PD Interview QuestionsDocument3 paginiPD Interview QuestionsChiranjeevi PandamaneniÎncă nu există evaluări
- Test Certificates Repair Instructions Service Bulletins (Idms) ConversionsDocument394 paginiTest Certificates Repair Instructions Service Bulletins (Idms) ConversionsGABRIELÎncă nu există evaluări
- Switch-Mode Power Converter Compensation Made EasyDocument9 paginiSwitch-Mode Power Converter Compensation Made EasyPraveenkumar ChandranÎncă nu există evaluări
- Four Different Levels of MeasurementDocument2 paginiFour Different Levels of MeasurementMaria Isabella RuaYanaÎncă nu există evaluări
- Indian Telecom SectorDocument40 paginiIndian Telecom Sectoragrawalrohit_228384Încă nu există evaluări
- SS3 Scheme of Work For First Term: System Development Cycle (SDC)Document15 paginiSS3 Scheme of Work For First Term: System Development Cycle (SDC)Daniel ataikimÎncă nu există evaluări
- (Diane) Discord Moderator Contract - SignedDocument2 pagini(Diane) Discord Moderator Contract - Signed39B ALYSA Alysa YaoÎncă nu există evaluări
- (Mero 3 Project) Fpso Marechal Duque de Caxias: Topsides Pressure Safety Valve Pressure Safety Valves - GeneralDocument46 pagini(Mero 3 Project) Fpso Marechal Duque de Caxias: Topsides Pressure Safety Valve Pressure Safety Valves - GeneralcelonevesÎncă nu există evaluări
- Computer Memory Contingent On The Protein Bacterio RhodopsinDocument26 paginiComputer Memory Contingent On The Protein Bacterio Rhodopsinak562192Încă nu există evaluări
- Ananya ROY: Software EngineerDocument1 paginăAnanya ROY: Software EngineerAshishÎncă nu există evaluări
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsDe la EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Crochet Impkins: Over a million possible combinations! Yes, really!De la EverandCrochet Impkins: Over a million possible combinations! Yes, really!Evaluare: 4.5 din 5 stele4.5/5 (10)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastDe la EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastEvaluare: 5 din 5 stele5/5 (1)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDe la EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiEvaluare: 4 din 5 stele4/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeDe la EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeEvaluare: 5 din 5 stele5/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDe la Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiEvaluare: 5 din 5 stele5/5 (2)
- House Rules: How to Decorate for Every Home, Style, and BudgetDe la EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetÎncă nu există evaluări
- The Martha Manual: How to Do (Almost) EverythingDe la EverandThe Martha Manual: How to Do (Almost) EverythingEvaluare: 4 din 5 stele4/5 (11)
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestDe la EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestEvaluare: 5 din 5 stele5/5 (2)