S-ar putea să vă placă și
- 360 Degree Flexible Drilling Machine PaperDocument5 pagini360 Degree Flexible Drilling Machine Papersumit bijweÎncă nu există evaluări
- 0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMEDocument4 pagini0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMESreedharanPN100% (4)
- Multi Spindle Drilling Machine Project FileDocument28 paginiMulti Spindle Drilling Machine Project FileRoyalAryans100% (5)
- Multi Spindle Drilling MachineDocument4 paginiMulti Spindle Drilling Machinejohn2292Încă nu există evaluări
- Name of The Experiment:: Study and Operation Bench Drilling MachineDocument5 paginiName of The Experiment:: Study and Operation Bench Drilling MachinemadÎncă nu există evaluări
- Bottle Filling and Capping Using Geneva MechanismDocument5 paginiBottle Filling and Capping Using Geneva Mechanismabubeker muhamedÎncă nu există evaluări
- A Design of 360 Degree Flexible Drilling MachineDocument26 paginiA Design of 360 Degree Flexible Drilling MachineSai RamÎncă nu există evaluări
- Motorized Ramming MachineDocument53 paginiMotorized Ramming Machineilayaraja6100% (1)
- Fabrication of 360 Angular Drilling MachineDocument28 paginiFabrication of 360 Angular Drilling MachineDinesh KumarÎncă nu există evaluări
- A Review On Multi Spindle Drilling Speci PDFDocument3 paginiA Review On Multi Spindle Drilling Speci PDFAdelina RomanÎncă nu există evaluări
- Presentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIDocument16 paginiPresentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIVenÎncă nu există evaluări
- Research On Automatic Bike Starter KitDocument38 paginiResearch On Automatic Bike Starter KitGokul RajaÎncă nu există evaluări
- Chapter IDocument74 paginiChapter Ihoney mae100% (1)
- Fabrication of Pneumatic Drill JigDocument2 paginiFabrication of Pneumatic Drill JigvikasysÎncă nu există evaluări
- Drill PressDocument3 paginiDrill PressKhairuleIdhamÎncă nu există evaluări
- Project Report 2-Converted (1) - 1 PDFDocument37 paginiProject Report 2-Converted (1) - 1 PDFT nithyanandÎncă nu există evaluări
- Gearless Transmission Using Elbow MechanismDocument32 paginiGearless Transmission Using Elbow Mechanismsanoop joseÎncă nu există evaluări
- Drilling Machine ProjectDocument18 paginiDrilling Machine ProjectVikas SalveÎncă nu există evaluări
- 360 Degree Flexible Drilling MachineDocument26 pagini360 Degree Flexible Drilling MachineSATHISH KUMAR SÎncă nu există evaluări
- Pnumatic Ramming and Punching Machine ReportDocument28 paginiPnumatic Ramming and Punching Machine ReportSun SriÎncă nu există evaluări
- A ProjectDocument14 paginiA Projectajay0% (1)
- Final Copy With Page SetupDocument37 paginiFinal Copy With Page SetupPankajDhobleÎncă nu există evaluări
- Electromagnetic Embossing MachineDocument12 paginiElectromagnetic Embossing Machinesubramanya1982Încă nu există evaluări
- Industrial Visit ReportDocument3 paginiIndustrial Visit ReportBarzeen Mehr AfareenÎncă nu există evaluări
- Pipe Climbing RobotDocument3 paginiPipe Climbing RobotMectrosoft Creative technologyÎncă nu există evaluări
- Automatic Pneumatic High Speed Sheet Cutting MachineDocument5 paginiAutomatic Pneumatic High Speed Sheet Cutting MachineIyappanÎncă nu există evaluări
- Remote Controlled Screw Jack 2014 AcDocument58 paginiRemote Controlled Screw Jack 2014 AcChockalingam AthilingamÎncă nu există evaluări
- AGRIDocument15 paginiAGRISantosh DineshÎncă nu există evaluări
- Module 5-Shaper (Handouts)Document9 paginiModule 5-Shaper (Handouts)Fayyaz NadeemÎncă nu există evaluări
- 360 Degree Rotating Fire Protection System: Problem StatementDocument2 pagini360 Degree Rotating Fire Protection System: Problem StatementPrashant PatilÎncă nu există evaluări
- Pneumatic Sheet Cutting MachineDocument55 paginiPneumatic Sheet Cutting MachineBhushan HadalagiÎncă nu există evaluări
- Design and Analysis of Crop CutterDocument48 paginiDesign and Analysis of Crop Cuttersathish100% (3)
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDocument44 paginiA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasÎncă nu există evaluări
- Design and Fabrication of Motorised Scotch Yoke MechanismDocument16 paginiDesign and Fabrication of Motorised Scotch Yoke Mechanismlost wolfÎncă nu există evaluări
- Screw TurbineDocument12 paginiScrew TurbineTanvi0% (1)
- Syringe Actuated Mechanical ArmDocument17 paginiSyringe Actuated Mechanical ArmMohd Subhan0% (1)
- Automatic Side Stand With Breaking Locking SystemDocument44 paginiAutomatic Side Stand With Breaking Locking SystemSaravanan Viswakarma100% (2)
- 65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 NewDocument15 pagini65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 Newmr.tommy12143Încă nu există evaluări
- Design and Fabrication of Abbtasive Belt Grinding Attachment For LatheDocument3 paginiDesign and Fabrication of Abbtasive Belt Grinding Attachment For LathePrashant BachhavÎncă nu există evaluări
- Tool Room Project ReportDocument49 paginiTool Room Project Reportlokeshkrkushwaha67% (3)
- SYNOPSIS Solar Powered Mechanical HacksawDocument10 paginiSYNOPSIS Solar Powered Mechanical HacksawEsteFan AjayÎncă nu există evaluări
- Computer Programming 1 - Jenny's OnlineDocument4 paginiComputer Programming 1 - Jenny's OnlineHiro GamerÎncă nu există evaluări
- Gearless Transmission Research PaperDocument10 paginiGearless Transmission Research PaperresonancebansalÎncă nu există evaluări
- Lathe MachineDocument22 paginiLathe MachineRaghavMaheshwariÎncă nu există evaluări
- Dual Acting ShaperDocument30 paginiDual Acting ShaperAbhijeet NaikÎncă nu există evaluări
- Automatic Head Lamp Alignment SystemDocument48 paginiAutomatic Head Lamp Alignment SystemAakash Dindigul100% (1)
- Machining Science Sybtech Prod by DV ShirbhateDocument121 paginiMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEÎncă nu există evaluări
- Synopsis On 360 Fire Protection New.Document5 paginiSynopsis On 360 Fire Protection New.Akash PadolkarÎncă nu există evaluări
- 3.road MarkingDocument9 pagini3.road MarkingMalith De SilvaÎncă nu există evaluări
- Design and Fabrication of Hand Water Pump Operated by A PendulumDocument6 paginiDesign and Fabrication of Hand Water Pump Operated by A PendulumAyyanrajÎncă nu există evaluări
- Agriculture Reciprocating Sprayer 2222Document4 paginiAgriculture Reciprocating Sprayer 2222Avneesh BabreÎncă nu există evaluări
- For More Presentation Go To: Metal Cutting LatheDocument74 paginiFor More Presentation Go To: Metal Cutting Lathebabu319Încă nu există evaluări
- Lab Manual - BWPDocument23 paginiLab Manual - BWPAneesh KumarÎncă nu există evaluări
- Gearless TransmissionDocument16 paginiGearless TransmissionAnAnd ThaWait100% (1)
- Ijser: Design and Fabrication of Paper Shredder MachineDocument8 paginiIjser: Design and Fabrication of Paper Shredder MachineDaiNguyenÎncă nu există evaluări
- AMPT (3140204) LAB MANUAL 2022 LNJDocument100 paginiAMPT (3140204) LAB MANUAL 2022 LNJShubham JadavÎncă nu există evaluări
- Mahindra Gears Transmiision Training ReportDocument32 paginiMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Multi Spindle Drilling Machine Project File - CompressDocument28 paginiMulti Spindle Drilling Machine Project File - CompressSidhesh KalangutkarÎncă nu există evaluări
- Multi Spindl Drilling MachineDocument38 paginiMulti Spindl Drilling MachineBoopathi KalaiÎncă nu există evaluări
- Drillingandboring 160625093737Document122 paginiDrillingandboring 160625093737nnitinsharma87Încă nu există evaluări
- 6.intro To Photo of Multi Drill HolderDocument35 pagini6.intro To Photo of Multi Drill Holdervijay vijayÎncă nu există evaluări
- MiningDocument18 paginiMiningStartechnico TechnocratsÎncă nu există evaluări
- Chapter - IDocument24 paginiChapter - IStartechnico TechnocratsÎncă nu există evaluări
- Mechanical Projects List: Code TitlesDocument3 paginiMechanical Projects List: Code TitlesStartechnico TechnocratsÎncă nu există evaluări
- 1.1 General: Wireless NetworksDocument52 pagini1.1 General: Wireless NetworksStartechnico TechnocratsÎncă nu există evaluări
- Dynamic Motions of Marine Via Multi-Sensor Data Fusion Using Integrated Water Data Transmitting SystemDocument16 paginiDynamic Motions of Marine Via Multi-Sensor Data Fusion Using Integrated Water Data Transmitting SystemStartechnico TechnocratsÎncă nu există evaluări
- Cross Layer Doc EditedDocument52 paginiCross Layer Doc EditedStartechnico TechnocratsÎncă nu există evaluări
- Cross Layer Doc EditedDocument52 paginiCross Layer Doc EditedStartechnico TechnocratsÎncă nu există evaluări
- Agri Robo - VevinDocument4 paginiAgri Robo - VevinStartechnico TechnocratsÎncă nu există evaluări
- Multi Purpose Keyway Attachment For LatheDocument8 paginiMulti Purpose Keyway Attachment For LatheStartechnico TechnocratsÎncă nu există evaluări
- Multi Spindle Attacment in Drilling MachineDocument3 paginiMulti Spindle Attacment in Drilling MachineStartechnico TechnocratsÎncă nu există evaluări
- Vehicle Segments On Ashok LeylandDocument61 paginiVehicle Segments On Ashok LeylandStartechnico TechnocratsÎncă nu există evaluări
- A Secure and Dynamic Multi-Keyword Ranked Search OverDocument13 paginiA Secure and Dynamic Multi-Keyword Ranked Search OverStartechnico TechnocratsÎncă nu există evaluări
- Low Power Wearable Systems For Continuous Monitoring of Environment and Health For Chronic Respiratory DiseaseDocument14 paginiLow Power Wearable Systems For Continuous Monitoring of Environment and Health For Chronic Respiratory DiseaseStartechnico TechnocratsÎncă nu există evaluări
- Dairy Waste Water Treatment PlantDocument23 paginiDairy Waste Water Treatment PlantStartechnico TechnocratsÎncă nu există evaluări
- Warehouse OverviewDocument14 paginiWarehouse OverviewStartechnico TechnocratsÎncă nu există evaluări
- Automaticclutch and Braking SystemDocument23 paginiAutomaticclutch and Braking SystemStartechnico TechnocratsÎncă nu există evaluări
- Alternator: From Wikipedia, The Free EncyclopediaDocument8 paginiAlternator: From Wikipedia, The Free EncyclopediaAsif Al FaisalÎncă nu există evaluări
- Risk Analysis and Management - MCQs1Document7 paginiRisk Analysis and Management - MCQs1Ravi SatyapalÎncă nu există evaluări
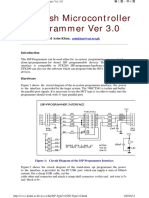
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocument4 paginiISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićÎncă nu există evaluări
- Dreamweaver Lure v. Heyne - ComplaintDocument27 paginiDreamweaver Lure v. Heyne - ComplaintSarah BursteinÎncă nu există evaluări
- Sun Nuclear 3D SCANNERDocument7 paginiSun Nuclear 3D SCANNERFranco OrlandoÎncă nu există evaluări
- Numerical Transformer Differential RelayDocument2 paginiNumerical Transformer Differential RelayTariq Mohammed OmarÎncă nu există evaluări
- Human Resource Management by John Ivancevich PDFDocument656 paginiHuman Resource Management by John Ivancevich PDFHaroldM.MagallanesÎncă nu există evaluări
- Tate Modern London, Pay Congestion ChargeDocument6 paginiTate Modern London, Pay Congestion ChargeCongestionChargeÎncă nu există evaluări
- Residential BuildingDocument5 paginiResidential Buildingkamaldeep singhÎncă nu există evaluări
- Computer System Architecture: Pamantasan NG CabuyaoDocument12 paginiComputer System Architecture: Pamantasan NG CabuyaoBien MedinaÎncă nu există evaluări
- C Sharp Logical TestDocument6 paginiC Sharp Logical TestBogor0251Încă nu există evaluări
- KrauseDocument3 paginiKrauseVasile CuprianÎncă nu există evaluări
- Durga Padma Sai SatishDocument1 paginăDurga Padma Sai SatishBhaskar Siva KumarÎncă nu există evaluări
- Dmta 20043 01en Omniscan SX UserDocument90 paginiDmta 20043 01en Omniscan SX UserwenhuaÎncă nu există evaluări
- Preventive Maintenance - HematologyDocument5 paginiPreventive Maintenance - HematologyBem GarciaÎncă nu există evaluări
- Manuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Document46 paginiManuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Franzis Jayke BatallantesÎncă nu există evaluări
- Vice President Enrollment Management in Oklahoma City OK Resume David CurranDocument2 paginiVice President Enrollment Management in Oklahoma City OK Resume David CurranDavidCurranÎncă nu există evaluări
- Accounting II SyllabusDocument4 paginiAccounting II SyllabusRyan Busch100% (2)
- Health Informatics SDocument4 paginiHealth Informatics SnourhanÎncă nu există evaluări
- Surface CareDocument18 paginiSurface CareChristi ThomasÎncă nu există evaluări
- Flow Chart For SiFUS Strata Title ApplicationDocument5 paginiFlow Chart For SiFUS Strata Title ApplicationPhang Han XiangÎncă nu există evaluări
- Lecture 1Document11 paginiLecture 1Taniah Mahmuda Tinni100% (1)
- MCoal Coal July Investor SlidesDocument26 paginiMCoal Coal July Investor SlidesMCoaldataÎncă nu există evaluări
- Shopnil Tower 45KVA EicherDocument4 paginiShopnil Tower 45KVA EicherBrown builderÎncă nu există evaluări
- Historical DocumentsDocument82 paginiHistorical Documentsmanavjha29Încă nu există evaluări
- Danube Coin LaundryDocument29 paginiDanube Coin LaundrymjgosslerÎncă nu există evaluări
- CNG Fabrication Certificate16217Document1 paginăCNG Fabrication Certificate16217pune2019officeÎncă nu există evaluări
- Mounting BearingDocument4 paginiMounting Bearingoka100% (1)