S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- BMW E46 RearlightDocument4 paginiBMW E46 RearlightLiviu CasuneanuÎncă nu există evaluări
- Dr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)Document37 paginiDr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)MohammedSaadaniHassani67% (6)
- Risk Assesment-Rebar Loading & UnloadingDocument1 paginăRisk Assesment-Rebar Loading & Unloadingmainraj rajÎncă nu există evaluări
- Pivot PointDocument22 paginiPivot Pointjanderclanderpeich100% (1)
- Casting DefectsDocument22 paginiCasting DefectsDeepakKaushik100% (1)
- Equipment Damage Curves TransformersDocument8 paginiEquipment Damage Curves TransformersrobertoseniorÎncă nu există evaluări
- 99929Document20 pagini99929Tamer Moustafa100% (2)
- Analysis of Machine Maintenance Processes by Using FMEADocument8 paginiAnalysis of Machine Maintenance Processes by Using FMEASaim KhalidÎncă nu există evaluări
- Conference Template A4Document6 paginiConference Template A4Alex QuilleÎncă nu există evaluări
- Conference Template A4Document6 paginiConference Template A4Alex QuilleÎncă nu există evaluări
- Conference Template A4Document6 paginiConference Template A4Alex QuilleÎncă nu există evaluări
- Conference Template A4Document6 paginiConference Template A4Alex QuilleÎncă nu există evaluări
- University of Engineering & Technology, Lahore Department of Mechanical EngineeringDocument1 paginăUniversity of Engineering & Technology, Lahore Department of Mechanical EngineeringSaim KhalidÎncă nu există evaluări
- 7 Wonder of The WorldDocument8 pagini7 Wonder of The WorldSaim KhalidÎncă nu există evaluări
- 7 Wonder of The WorldDocument9 pagini7 Wonder of The WorldSaim KhalidÎncă nu există evaluări
- Hospital Management SystemDocument79 paginiHospital Management SystemAshish Tiwari100% (1)
- Cylinder Valve Assembly Series: CV Series PCV SeriesDocument2 paginiCylinder Valve Assembly Series: CV Series PCV SeriesAli OsmanÎncă nu există evaluări
- Warranty Card PDFDocument1 paginăWarranty Card PDFEy AhÎncă nu există evaluări
- One BookDocument29 paginiOne BookOnebookÎncă nu există evaluări
- Adamatic Model ADR 2c 2 Poket Divider RounderDocument43 paginiAdamatic Model ADR 2c 2 Poket Divider RounderRogelio Otelio100% (1)
- Truebluepower: Advanced Lithium-Ion Battery TB17Document2 paginiTruebluepower: Advanced Lithium-Ion Battery TB17Milad YadollahiÎncă nu există evaluări
- Effect of Aging in Bituminous MixesDocument15 paginiEffect of Aging in Bituminous MixesyadavameÎncă nu există evaluări
- Report Torsion TestDocument27 paginiReport Torsion TestCherif ChokeirÎncă nu există evaluări
- ZımparaDocument8 paginiZımparalinaÎncă nu există evaluări
- Sonnax GM 6T40, 6T45, 6T50 Series Identification GuideDocument4 paginiSonnax GM 6T40, 6T45, 6T50 Series Identification GuideAlex DumasÎncă nu există evaluări
- DSE7410 MKII DSE7420 MKII Installation Instructions PDFDocument2 paginiDSE7410 MKII DSE7420 MKII Installation Instructions PDFyao nestorÎncă nu există evaluări
- Unit - 2 Diff Amp Objective QuestionsDocument3 paginiUnit - 2 Diff Amp Objective QuestionsRaviÎncă nu există evaluări
- Breakwater Vertical BarriersDocument10 paginiBreakwater Vertical BarriersAlbert PranataÎncă nu există evaluări
- InFocus Thunder Speakerphone DatasheetDocument2 paginiInFocus Thunder Speakerphone Datasheetpinke01Încă nu există evaluări
- IMAC XXVII Conf s22p008 Automated Estimation Aircrafts Center Gravity Using Static DynamicDocument10 paginiIMAC XXVII Conf s22p008 Automated Estimation Aircrafts Center Gravity Using Static DynamicatommotaÎncă nu există evaluări
- Electric SystemDocument78 paginiElectric SystemHarry Wart Wart100% (2)
- FU2185011009 Description PICO With Bayonet Connector ENDocument10 paginiFU2185011009 Description PICO With Bayonet Connector ENDonny Wierya pratamaÎncă nu există evaluări
- Load TablesDocument3 paginiLoad Tablesidinjan.ashtariÎncă nu există evaluări
- Brochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Document20 paginiBrochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Fernando Cesar PérezÎncă nu există evaluări
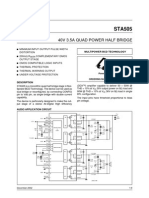
- STA505Document10 paginiSTA505kizonzÎncă nu există evaluări
- Titus Slot DiffuserDocument4 paginiTitus Slot Diffuservico1982Încă nu există evaluări
- Course Objective and Outcome FormDocument2 paginiCourse Objective and Outcome FormSajedur Rahman MishukÎncă nu există evaluări
- Instrumentation - Aeroplanes: 22.01. Flight InstrumentsDocument27 paginiInstrumentation - Aeroplanes: 22.01. Flight InstrumentsveenadivyakishÎncă nu există evaluări