S-ar putea să vă placă și
- An Improved Battery On Line Parameter Identification and Stat 2016 Energy PRDocument6 paginiAn Improved Battery On Line Parameter Identification and Stat 2016 Energy PRhumzafarrukh7Încă nu există evaluări
- COPASIDocument14 paginiCOPASIFilipe Gama FreireÎncă nu există evaluări
- Homework 1Document5 paginiHomework 1Bob HopeÎncă nu există evaluări
- Rangkuman Teknik Reaksi KimiaDocument36 paginiRangkuman Teknik Reaksi KimiaRahmanda LuthfiaÎncă nu există evaluări
- 1 D PhysicalDocument4 pagini1 D PhysicalEmil NamorÎncă nu există evaluări
- 1988 Bookmatter BioprocessTechnologyDocument46 pagini1988 Bookmatter BioprocessTechnologyKanokwan NgaosuwanÎncă nu există evaluări
- Nonideal Flow in Reactors: - AnswerDocument26 paginiNonideal Flow in Reactors: - AnswerJoseph OrteneroÎncă nu există evaluări
- Models - Chem.microreactor OptimizationDocument16 paginiModels - Chem.microreactor OptimizationSaif EvonyÎncă nu există evaluări
- Optimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationDocument7 paginiOptimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationNIKHIL SHINDEÎncă nu există evaluări
- Hemical Ystems: Numbers Are Not Conserved Except in TheDocument21 paginiHemical Ystems: Numbers Are Not Conserved Except in ThegandurikÎncă nu există evaluări
- Mathematical Biosciences 22, 113-120 (1974) : of Physics, Purdue Fort WayneDocument8 paginiMathematical Biosciences 22, 113-120 (1974) : of Physics, Purdue Fort WayneJuan Jose SossaÎncă nu există evaluări
- Models For Nonideal Systems 2001Document21 paginiModels For Nonideal Systems 2001chandrakiranÎncă nu există evaluări
- Modeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHDocument7 paginiModeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHtocinopÎncă nu există evaluări
- Models - Chem.polymerization MultijetDocument32 paginiModels - Chem.polymerization Multijetalireza arabÎncă nu există evaluări
- Batch CSTR ExperimentDocument5 paginiBatch CSTR ExperimentNaeem YounisÎncă nu există evaluări
- Advanced Control RDDocument6 paginiAdvanced Control RDioanaluiza27Încă nu există evaluări
- Regression Practice Questions 2024Document3 paginiRegression Practice Questions 2024Brian SamendeÎncă nu există evaluări
- Nonideal Flow in Reactos PDFDocument26 paginiNonideal Flow in Reactos PDFCarlos Andres Peña GuzmanÎncă nu există evaluări
- Comsol Nonisothermal Plug Flow ReactorDocument14 paginiComsol Nonisothermal Plug Flow ReactorArjun TomerÎncă nu există evaluări
- International Journal o F Mineral Processing,: NodesDocument18 paginiInternational Journal o F Mineral Processing,: Nodessebas panezÎncă nu există evaluări
- Chemical Reduction of Methylene BlueDocument9 paginiChemical Reduction of Methylene BluefredÎncă nu există evaluări
- Determination of Rate Equations From The Experimental DataDocument36 paginiDetermination of Rate Equations From The Experimental DataTalew TadesseÎncă nu există evaluări
- Digital Control Algorithm For Two-Stage DC-DC Converters: Energy ProcediaDocument7 paginiDigital Control Algorithm For Two-Stage DC-DC Converters: Energy ProcediamuthukumartharaniÎncă nu există evaluări
- Batch CSTR ExperimentDocument5 paginiBatch CSTR ExperimentDyako D TaherÎncă nu există evaluări
- Batch Reactor Exp.Document21 paginiBatch Reactor Exp.Laila Al-shafieÎncă nu există evaluări
- Capitulo 19 LiebeDocument37 paginiCapitulo 19 LiebeFabian VillamarinÎncă nu există evaluări
- Sensors ProbDocument8 paginiSensors ProbLuong VinhÎncă nu există evaluări
- Experiment 5 CRE Harshit Joshi179101014Document16 paginiExperiment 5 CRE Harshit Joshi179101014Harshit JoshiÎncă nu există evaluări
- Observability and Sliding Mode Observer Design For Multi-Cell Series ConverterDocument6 paginiObservability and Sliding Mode Observer Design For Multi-Cell Series ConverterSana OthmanÎncă nu există evaluări
- Mathematical Model For Thin Film Solar CellDocument6 paginiMathematical Model For Thin Film Solar CellVivek BelaÎncă nu există evaluări
- Program For Simulation of A Continuous Stirred Tank Reactor in Matlab'S GuiDocument6 paginiProgram For Simulation of A Continuous Stirred Tank Reactor in Matlab'S GuiFathurRahmanÎncă nu există evaluări
- CSTRDocument15 paginiCSTRVismar Campos HernándezÎncă nu există evaluări
- Montepython: Implementing Quantum Monte Carlo Using PythonDocument17 paginiMontepython: Implementing Quantum Monte Carlo Using PythonJuan Bernardo Delgadillo GallardoÎncă nu există evaluări
- Marlin App CDocument12 paginiMarlin App Cedgardiaz5519Încă nu există evaluări
- Simulation and Analysis of Extractive Distillation Process in A Valve Tray Column Using The Rate Based ModelDocument11 paginiSimulation and Analysis of Extractive Distillation Process in A Valve Tray Column Using The Rate Based Modelnabeel khanÎncă nu există evaluări
- Snamprogetti New MTBE Production DesignDocument6 paginiSnamprogetti New MTBE Production DesignViệt HàÎncă nu există evaluări
- Han, Levenspiel - 1988 - Extended Monod Kinetics For Substrate, Product, and Cell Inhibition-AnnotatedDocument8 paginiHan, Levenspiel - 1988 - Extended Monod Kinetics For Substrate, Product, and Cell Inhibition-AnnotatedMarisol Muñoz PonceÎncă nu există evaluări
- Multicell Convertor - ObservatoriDocument6 paginiMulticell Convertor - ObservatoriAndrei CocorÎncă nu există evaluări
- Taller - Segundo ParcialDocument42 paginiTaller - Segundo ParcialtatianaÎncă nu există evaluări
- CHEN20051 Modelling and Optimization FinalDocument7 paginiCHEN20051 Modelling and Optimization FinalSKITTLE BEASTÎncă nu există evaluări
- Exercise 1: Reactors: 1.1 Reactor SelectionDocument4 paginiExercise 1: Reactors: 1.1 Reactor SelectionAnh Đỗ HoàngÎncă nu există evaluări
- Reviews in Computational Chemistry, Volume 31De la EverandReviews in Computational Chemistry, Volume 31Abby L. ParrillÎncă nu există evaluări
- NMPC For Runaway-Safe Fed-Batch ReactorsDocument8 paginiNMPC For Runaway-Safe Fed-Batch ReactorsKarima ChakerÎncă nu există evaluări
- GaussianDocument6 paginiGaussiannootsam100% (1)
- Lab 5: Computer Simulation of RLC Circuit Response Using PspiceDocument8 paginiLab 5: Computer Simulation of RLC Circuit Response Using PspiceRudra MishraÎncă nu există evaluări
- 7.5. Polymerisation Reactor: Product and Process Modelling: A Case Study ApproachDocument7 pagini7.5. Polymerisation Reactor: Product and Process Modelling: A Case Study ApproachximenaacucrÎncă nu există evaluări
- C ECCE 2014Document6 paginiC ECCE 2014manalÎncă nu există evaluări
- Simulation Study of The CSTR Reactor For Control PurposesDocument4 paginiSimulation Study of The CSTR Reactor For Control PurposesEstefannya Carvajal CruzÎncă nu există evaluări
- Characterization of High-Q Resonators For Microwave Filter ApplicationsDocument4 paginiCharacterization of High-Q Resonators For Microwave Filter ApplicationshazardassÎncă nu există evaluări
- A New Current-Mode Squarer Circuit For RMS-to-DC Converter: ISO 9001:2008 CertifiedDocument4 paginiA New Current-Mode Squarer Circuit For RMS-to-DC Converter: ISO 9001:2008 Certifiedarsham1Încă nu există evaluări
- A Simple Method For Constructing Phase EnvelopesDocument9 paginiA Simple Method For Constructing Phase Envelopesjlg314Încă nu există evaluări
- Application of Cyclic Operation To Acetic-Water Separation Patrut 2019Document6 paginiApplication of Cyclic Operation To Acetic-Water Separation Patrut 2019nehaÎncă nu există evaluări
- Li Ion Battery State of Charge SoC Estimation With Stochastic MethodsDocument7 paginiLi Ion Battery State of Charge SoC Estimation With Stochastic MethodsBasil Azeem ed20b009Încă nu există evaluări
- Sumanth 15Document6 paginiSumanth 15Chenchu TnvÎncă nu există evaluări
- CSTR FinalDocument36 paginiCSTR FinalMuhammad Yar KhanÎncă nu există evaluări
- Tarea 4 FinalDocument42 paginiTarea 4 FinalTATIANA CATALINA LÓPEZ ZAPATAÎncă nu există evaluări
- Design of Solar System by Implementing ALO OptimizedDocument12 paginiDesign of Solar System by Implementing ALO OptimizedlequanqthuanÎncă nu există evaluări
- Research PaperDocument7 paginiResearch PaperAjmal FarooqÎncă nu există evaluări
- A52 4 Kapun Capacitor Less Buck ConverterDocument9 paginiA52 4 Kapun Capacitor Less Buck ConvertermuthukumartharaniÎncă nu există evaluări
- UntitledDocument2 paginiUntitledDelyana RatnasariÎncă nu există evaluări
- Tugas 2 - Kelompok 1 - Problem 2.1 - RevisiDocument3 paginiTugas 2 - Kelompok 1 - Problem 2.1 - RevisiDelyana RatnasariÎncă nu există evaluări
- UntitledDocument3 paginiUntitledDelyana RatnasariÎncă nu există evaluări
- Correlation Between Particle Size/ Domain Structure and Magnetic Properties of Highly Crystalline Fe O NanoparticlesDocument7 paginiCorrelation Between Particle Size/ Domain Structure and Magnetic Properties of Highly Crystalline Fe O NanoparticlesDelyana RatnasariÎncă nu există evaluări
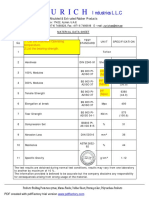
- Komposisi BesiDocument1 paginăKomposisi BesiDelyana RatnasariÎncă nu există evaluări
- 12.A.1 Unsteady-State Heat Conduction in An Iron Sphere. An Iron Sphere of 1-In DiameterDocument2 pagini12.A.1 Unsteady-State Heat Conduction in An Iron Sphere. An Iron Sphere of 1-In DiameterDelyana RatnasariÎncă nu există evaluări
- Nomor 2Document9 paginiNomor 2Delyana RatnasariÎncă nu există evaluări
- Delyana Ratnasari - EAS Reaktor BioDocument9 paginiDelyana Ratnasari - EAS Reaktor BioDelyana RatnasariÎncă nu există evaluări
- 12.A.1 Unsteady-State Heat Conduction in An Iron Sphere. An Iron Sphere of 1-In DiameterDocument2 pagini12.A.1 Unsteady-State Heat Conduction in An Iron Sphere. An Iron Sphere of 1-In DiameterDelyana RatnasariÎncă nu există evaluări
- 12.A.4 Quenchingof A Steel Billet. A Cylindrical Steel Billet 1ft in Diameter and 3Document2 pagini12.A.4 Quenchingof A Steel Billet. A Cylindrical Steel Billet 1ft in Diameter and 3Delyana RatnasariÎncă nu există evaluări
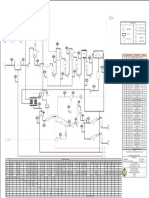
- Mechanical - Data Links-Layout1Document1 paginăMechanical - Data Links-Layout1Delyana RatnasariÎncă nu există evaluări
- Jawab:: Problem 27.6 Series 1 No InhibitorDocument3 paginiJawab:: Problem 27.6 Series 1 No InhibitorDelyana RatnasariÎncă nu există evaluări
- N Z Z CD: 18B.3. Effect of Mass Transfer Rate On The Concentration ProfilesDocument2 paginiN Z Z CD: 18B.3. Effect of Mass Transfer Rate On The Concentration ProfilesDelyana RatnasariÎncă nu există evaluări
- Transport Phenomena 18.4.CDocument3 paginiTransport Phenomena 18.4.CDelyana RatnasariÎncă nu există evaluări
- Berdasarkan Buku Timmerhaus Dan KusnarjoDocument3 paginiBerdasarkan Buku Timmerhaus Dan KusnarjoDelyana RatnasariÎncă nu există evaluări
- BacemanDocument1 paginăBacemanDelyana RatnasariÎncă nu există evaluări
- Lampiran Pengolahan DataDocument5 paginiLampiran Pengolahan DataDelyana RatnasariÎncă nu există evaluări
- Chemical Bonding SPECIAL ASSIGNMENTDocument25 paginiChemical Bonding SPECIAL ASSIGNMENTprexa indiaÎncă nu există evaluări
- Teflon MDSDocument1 paginăTeflon MDSSajir ThiyamÎncă nu există evaluări
- Summary Cube Test As of 07052019 (Nehemiah Wall)Document6 paginiSummary Cube Test As of 07052019 (Nehemiah Wall)Mohd Musa HashimÎncă nu există evaluări
- Irjet V6i6747Document5 paginiIrjet V6i6747Felipe FurtadoÎncă nu există evaluări
- Mil PRF 24712aDocument30 paginiMil PRF 24712asethusaravanÎncă nu există evaluări
- MSDS Lithium EP Grease NLGI 2Document6 paginiMSDS Lithium EP Grease NLGI 2Markesot CakÎncă nu există evaluări
- Boiler:: Working Principle of A BoilerDocument22 paginiBoiler:: Working Principle of A BoilerZeshan AbdullahÎncă nu există evaluări
- Heat Transfer in Olga 2000Document11 paginiHeat Transfer in Olga 2000Akin MuhammadÎncă nu există evaluări
- Chapter No 01 CompleteDocument39 paginiChapter No 01 CompleteRayn OutlawÎncă nu există evaluări
- DopantDocument14 paginiDopantBapanapalli TejeshwarÎncă nu există evaluări
- 15-16, Enzyme Inhibition and DeactivationDocument59 pagini15-16, Enzyme Inhibition and DeactivationS. AnsaryÎncă nu există evaluări
- Dislocation Mechanics1 PDFDocument9 paginiDislocation Mechanics1 PDFkakarlasantosh22Încă nu există evaluări
- Concrete Blocks - Sand - Cement Blocks: Previous NextDocument11 paginiConcrete Blocks - Sand - Cement Blocks: Previous NextFeteneÎncă nu există evaluări
- Guidelines For Methods of Testing and Research in High Temperature Corrosion (1995)Document244 paginiGuidelines For Methods of Testing and Research in High Temperature Corrosion (1995)Iszuan Shah100% (1)
- PLP E 6 2003, Fractionators 2nd Ed RosenDocument69 paginiPLP E 6 2003, Fractionators 2nd Ed Rosenivanov5559Încă nu există evaluări
- Cyanexpert 130: Application SheetsDocument55 paginiCyanexpert 130: Application Sheets林圣贺Încă nu există evaluări
- Norme Soudage 50 912 BDocument16 paginiNorme Soudage 50 912 BYounes AlamiÎncă nu există evaluări
- Polypropylene RecycleDocument1 paginăPolypropylene RecyclealaneeeedÎncă nu există evaluări
- Molecular Genetics: (BCHEM 365)Document32 paginiMolecular Genetics: (BCHEM 365)DesmondÎncă nu există evaluări
- Corrosion Resistance of X5CrNi18-10 Stainless SteeDocument6 paginiCorrosion Resistance of X5CrNi18-10 Stainless SteeKis GáborÎncă nu există evaluări
- PresentationDocument14 paginiPresentationshu-sunanÎncă nu există evaluări
- CH 7Document30 paginiCH 7Eman AlbastawyÎncă nu există evaluări
- 001 Detail Welding Map For Site Project Economizer (PLTU Malinau 2x3 MW)Document22 pagini001 Detail Welding Map For Site Project Economizer (PLTU Malinau 2x3 MW)Muhammad Fitransyah Syamsuar Putra100% (2)
- Chapter 05Document17 paginiChapter 05Huan Lin100% (1)
- CHEM 165 Lab Manual Spring 2000Document41 paginiCHEM 165 Lab Manual Spring 2000Leon AFÎncă nu există evaluări
- Blunt Et Al, 2011Document73 paginiBlunt Et Al, 2011Elena LópezÎncă nu există evaluări
- Impression Materials Techniques Procedures For Complete Dentures ProsthoDocument30 paginiImpression Materials Techniques Procedures For Complete Dentures ProsthoMaha Lakshmi100% (1)
- Biological Roles of Water - Why Is Water Necessary For Life - Science in The NewsDocument17 paginiBiological Roles of Water - Why Is Water Necessary For Life - Science in The NewsJoel SteveÎncă nu există evaluări
- Cold Shut DefectsDocument3 paginiCold Shut Defectsvivek1312Încă nu există evaluări
- Haba JawapanDocument10 paginiHaba JawapanScotrraaj GopalÎncă nu există evaluări