S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- 2018 - Development of A Low-Cost Single-Axis Shake Table Based On ArduinoDocument20 pagini2018 - Development of A Low-Cost Single-Axis Shake Table Based On ArduinoSachin ShindeÎncă nu există evaluări
- 2018 - Design of Real-Time PID Tracking Controller Using Arduino Mega 2560for A Permanent Magnet DC Motor Under Real Disturbances.Document5 pagini2018 - Design of Real-Time PID Tracking Controller Using Arduino Mega 2560for A Permanent Magnet DC Motor Under Real Disturbances.Sachin ShindeÎncă nu există evaluări
- 2017 - Design and Implementation of CNC Machine Using An Arduino PDFDocument6 pagini2017 - Design and Implementation of CNC Machine Using An Arduino PDFSachin ShindeÎncă nu există evaluări
- 2016 - Python Based 3-Axis CNC PlotterDocument5 pagini2016 - Python Based 3-Axis CNC PlotterSachin ShindeÎncă nu există evaluări
- 2018 - Using GRBL-Arduino-based Controller To Run A Two-Axis Computerized Numerical Control Machine PDFDocument6 pagini2018 - Using GRBL-Arduino-based Controller To Run A Two-Axis Computerized Numerical Control Machine PDFSachin ShindeÎncă nu există evaluări
- 2018 - Modern Design and Implementation of XY Plotter PDFDocument4 pagini2018 - Modern Design and Implementation of XY Plotter PDFSachin ShindeÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- AE300Wizard UG r13Document89 paginiAE300Wizard UG r13zkgy2000100% (1)
- Question & Answers: Unity Solutions Specialist Exam For Implementation EngineersDocument6 paginiQuestion & Answers: Unity Solutions Specialist Exam For Implementation EngineersAhmad Abd-dayeemÎncă nu există evaluări
- fx150 User Manual Rev 1.0Document118 paginifx150 User Manual Rev 1.0stavrosgrÎncă nu există evaluări
- Week 1 - Computer Appreciation CMDIDocument39 paginiWeek 1 - Computer Appreciation CMDIClaire BarbaÎncă nu există evaluări
- Excel Inventory-FileDocument27 paginiExcel Inventory-FileJevon Lorenzo AdvinculaÎncă nu există evaluări
- Manual ZB2L3-Medidor Capacidad BateriaDocument2 paginiManual ZB2L3-Medidor Capacidad BateriaPetérÎncă nu există evaluări
- Exam - Electronics IDocument2 paginiExam - Electronics IHester Ann BionaÎncă nu există evaluări
- 5.AD and DA ConvertersDocument7 pagini5.AD and DA ConvertersAkram TahaÎncă nu există evaluări
- Xy6112 EtcDocument4 paginiXy6112 EtcJalal AsadianÎncă nu există evaluări
- 3G, 4G AND 5G - A Comparative Study PDFDocument3 pagini3G, 4G AND 5G - A Comparative Study PDFEKos0612100% (1)
- Manual Receptor Universal 2 CanalesDocument2 paginiManual Receptor Universal 2 CanalesJabier Tres EÎncă nu există evaluări
- Output Devices VDUDocument4 paginiOutput Devices VDUPercival J SayersÎncă nu există evaluări
- What Is Dma? Function? Wat If No Dma?Document5 paginiWhat Is Dma? Function? Wat If No Dma?sudhamsagÎncă nu există evaluări
- Zener Diode / Breakdown DiodeDocument8 paginiZener Diode / Breakdown DiodeMD. Abdullah Al NomanÎncă nu există evaluări
- ICTch 1Document20 paginiICTch 1Kyi ThitsarÎncă nu există evaluări
- Os Self StudyDocument22 paginiOs Self StudyRohith MohanÎncă nu există evaluări
- Managed Leased Line NetworkDocument13 paginiManaged Leased Line NetworkSatish K100% (1)
- Custom Configuration PDFDocument1 paginăCustom Configuration PDFBhaskar KÎncă nu există evaluări
- 11 GSM-BSS-Network-KPI-TCH-Call-Drop-Rate-Optimization-Manual-1-doc-1 PDFDocument43 pagini11 GSM-BSS-Network-KPI-TCH-Call-Drop-Rate-Optimization-Manual-1-doc-1 PDFKassyeÎncă nu există evaluări
- Basic Computer PartsDocument2 paginiBasic Computer PartsjanineÎncă nu există evaluări
- E036 E1 02+E3S G+DatasheetDocument8 paginiE036 E1 02+E3S G+DatasheetЗлати ВълчевÎncă nu există evaluări
- Silicon Unijunction Transistors: Absolute Maximum RatingsDocument3 paginiSilicon Unijunction Transistors: Absolute Maximum RatingsFAZRI RENDI KURNIAWANÎncă nu există evaluări
- McesDocument14 paginiMcesBhuvan MhÎncă nu există evaluări
- Holy Cross HR Sec School: Pension Bada, Raipur. (CG)Document6 paginiHoly Cross HR Sec School: Pension Bada, Raipur. (CG)Shree CyberiaÎncă nu există evaluări
- CN Unit 1 NotesDocument39 paginiCN Unit 1 NotesChandra MathiÎncă nu există evaluări
- Why Does Windows Error 1168 Occur? How To Fix Error 1168?Document6 paginiWhy Does Windows Error 1168 Occur? How To Fix Error 1168?Camila MorganÎncă nu există evaluări
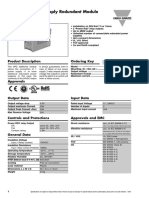
- Switching Power Supply Redundant ModuleDocument3 paginiSwitching Power Supply Redundant ModuleAaron Ibarra San DiegoÎncă nu există evaluări
- Troubleshooting - Ostrich Moates SupportDocument3 paginiTroubleshooting - Ostrich Moates Supportheime jonkersÎncă nu există evaluări
- TMS320C6000 One-Day WorkshopDocument262 paginiTMS320C6000 One-Day WorkshopkalataÎncă nu există evaluări
- Lecture 01 - IntroductionDocument42 paginiLecture 01 - IntroductionOmar AhmedÎncă nu există evaluări