S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- 2018 - Development of A Low-Cost Single-Axis Shake Table Based On ArduinoDocument20 pagini2018 - Development of A Low-Cost Single-Axis Shake Table Based On ArduinoSachin ShindeÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- 2014 - Evaluation of A Low-Cost Microcontroller For Real-Time Control Education and PrototypingDocument10 pagini2014 - Evaluation of A Low-Cost Microcontroller For Real-Time Control Education and PrototypingSachin ShindeÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- 2018 - Design of Real-Time PID Tracking Controller Using Arduino Mega 2560for A Permanent Magnet DC Motor Under Real Disturbances.Document5 pagini2018 - Design of Real-Time PID Tracking Controller Using Arduino Mega 2560for A Permanent Magnet DC Motor Under Real Disturbances.Sachin ShindeÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- 2018 - Modern Design and Implementation of XY Plotter PDFDocument4 pagini2018 - Modern Design and Implementation of XY Plotter PDFSachin ShindeÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- 2015 - Programming Arduino Boards With The CC++ Interpreter CHDocument10 pagini2015 - Programming Arduino Boards With The CC++ Interpreter CHSachin ShindeÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- 2014 - A Low-Cost Web-Based Learning Platform For CNC Machining EducationDocument6 pagini2014 - A Low-Cost Web-Based Learning Platform For CNC Machining EducationSachin ShindeÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- 2016 - Implementation of Low Cost Three Axis CNC Machine With Network Control PDFDocument63 pagini2016 - Implementation of Low Cost Three Axis CNC Machine With Network Control PDFSachin ShindeÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- 2016 - Implementation of Low Cost Three Axis CNC Machine With Network Control PDFDocument63 pagini2016 - Implementation of Low Cost Three Axis CNC Machine With Network Control PDFSachin ShindeÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- 2017 - Design and Implementation of CNC Machine Using An Arduino PDFDocument6 pagini2017 - Design and Implementation of CNC Machine Using An Arduino PDFSachin ShindeÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- 2017 - Parallel Control Firmware For CNC Milling Machine Based in Arduino PDFDocument4 pagini2017 - Parallel Control Firmware For CNC Milling Machine Based in Arduino PDFSachin ShindeÎncă nu există evaluări
- 16 Desimone Et AlDocument7 pagini16 Desimone Et AlIbrahim AnsariÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- 2016 - Python Based 3-Axis CNC PlotterDocument5 pagini2016 - Python Based 3-Axis CNC PlotterSachin ShindeÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- 2017 - Devepolment of Signal Transmission and Reduction Modulues For Statuas and Monitoring and Prediction of Machine Tools PDFDocument6 pagini2017 - Devepolment of Signal Transmission and Reduction Modulues For Statuas and Monitoring and Prediction of Machine Tools PDFSachin ShindeÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 2018 - Using GRBL-Arduino-based Controller To Run A Two-Axis Computerized Numerical Control Machine PDFDocument6 pagini2018 - Using GRBL-Arduino-based Controller To Run A Two-Axis Computerized Numerical Control Machine PDFSachin ShindeÎncă nu există evaluări
- 2017 - Transfer of Project Development Training To Vocational High School Students To Three Axis Mini CNC Router Design - An Applied Study (#373263) - 396183 PDFDocument10 pagini2017 - Transfer of Project Development Training To Vocational High School Students To Three Axis Mini CNC Router Design - An Applied Study (#373263) - 396183 PDFSachin ShindeÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- 2017 - Teaching Real-Time Control Using Arduino Timer Isr VS - Delaymicroseconds PDFDocument10 pagini2017 - Teaching Real-Time Control Using Arduino Timer Isr VS - Delaymicroseconds PDFSachin ShindeÎncă nu există evaluări
- 2018 - Modern Design and Implementation of XY Plotter PDFDocument4 pagini2018 - Modern Design and Implementation of XY Plotter PDFSachin ShindeÎncă nu există evaluări
- 2017 - Prototype Wireless Controller System Based On Raspberry Pi and Arduino For Engraving MachineDocument6 pagini2017 - Prototype Wireless Controller System Based On Raspberry Pi and Arduino For Engraving MachineSachin ShindeÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- MICHAEL BROWN-NSI-Planning and Scheduling Machine PDFDocument7 paginiMICHAEL BROWN-NSI-Planning and Scheduling Machine PDFRAMONÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
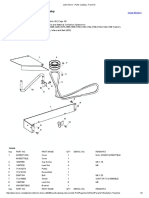
- John Deere - Parts Catalog - Frame 5 - 60D Power Flow ComponentsDocument2 paginiJohn Deere - Parts Catalog - Frame 5 - 60D Power Flow ComponentsTrent DobrzynÎncă nu există evaluări
- Kyocera Servise ManualDocument613 paginiKyocera Servise ManualleukadiosÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Perhitungan ConveyorDocument88 paginiPerhitungan ConveyorLukmanulHakimÎncă nu există evaluări
- Cub Cadet Parts Manual For Model 2518 48 TractorDocument9 paginiCub Cadet Parts Manual For Model 2518 48 Tractorlaura100% (46)
- Drying Tumblers: 30 Pound Capacity (31.5" Wide)Document121 paginiDrying Tumblers: 30 Pound Capacity (31.5" Wide)AdanÎncă nu există evaluări
- LavadorasDocument108 paginiLavadorasJhoset San Cain100% (1)
- Anex 1Document59 paginiAnex 1rotatic_engineerÎncă nu există evaluări
- Loads Input For Calculation: RemarkDocument1 paginăLoads Input For Calculation: RemarkJennifer HudsonÎncă nu există evaluări
- CTP Caterpillar ProductsDocument89 paginiCTP Caterpillar Productsgrupa2904100% (5)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- V - Belt BandoDocument12 paginiV - Belt BandoEko Wibowo100% (1)
- Nishant Kumar Gaurav VT Project ReportDocument74 paginiNishant Kumar Gaurav VT Project ReportNishantKumarGauravÎncă nu există evaluări
- Econlift 6500Document25 paginiEconlift 6500krunopÎncă nu există evaluări
- 01 Products GuideDocument50 pagini01 Products Guidejamal khanÎncă nu există evaluări
- Indian Head Spinning WheelDocument22 paginiIndian Head Spinning WheelAlmudenaLópezÎncă nu există evaluări
- AC6000 8000S 8300 UsersManual EDocument60 paginiAC6000 8000S 8300 UsersManual EInversiones JapesaÎncă nu există evaluări
- GreenMech - User Manual - Combi 200 Manual English1Document36 paginiGreenMech - User Manual - Combi 200 Manual English1Mihai PopaÎncă nu există evaluări
- Foote-Jones Spiral Bevel Helical ReducerDocument21 paginiFoote-Jones Spiral Bevel Helical Reducerbwelz100% (1)
- Auxiary Belt NoiseDocument5 paginiAuxiary Belt NoisethomasÎncă nu există evaluări
- Roap RollingDocument44 paginiRoap RollingminichelÎncă nu există evaluări
- Chieftain 1700 Dry - RinserDocument17 paginiChieftain 1700 Dry - RinserbogdanmichaelÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Panzerbelt®: Cable Protection SystemDocument12 paginiPanzerbelt®: Cable Protection SystemGaneshmohiteÎncă nu există evaluări
- Wheel Horse Pulley Driven Generac Portable Generator Owners ManualDocument22 paginiWheel Horse Pulley Driven Generac Portable Generator Owners ManualKevins Small Engine and Tractor ServiceÎncă nu există evaluări
- SG-09 Safety Guideline in Equipment & Machine Guarding - 0Document12 paginiSG-09 Safety Guideline in Equipment & Machine Guarding - 0GopinathbabuÎncă nu există evaluări
- NISSAN Note (E11) 1.4 16V CR14DE: Timing Chain: Removal/installationDocument13 paginiNISSAN Note (E11) 1.4 16V CR14DE: Timing Chain: Removal/installationmanuel arturo ralda de leonÎncă nu există evaluări
- FCS/BCS Series - Centrifugal Fans: Description DataDocument7 paginiFCS/BCS Series - Centrifugal Fans: Description DataHuyÎncă nu există evaluări
- CNC Sewing and Embroidery MachineDocument5 paginiCNC Sewing and Embroidery MachineniltoncesÎncă nu există evaluări
- A Series Servo Descman PDFDocument205 paginiA Series Servo Descman PDFDaniel SchuchÎncă nu există evaluări
- Concrete Construction Article PDF - Checklist For Selecting A Power TrowelDocument3 paginiConcrete Construction Article PDF - Checklist For Selecting A Power TrowelRajesh NÎncă nu există evaluări
- CN111322209A - Gravity Engine - Google PatentsDocument7 paginiCN111322209A - Gravity Engine - Google PatentsShyz ByzÎncă nu există evaluări
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityDe la EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityEvaluare: 5 din 5 stele5/5 (1)