S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Asme Ix "Welding Qualification": 1 Online TrainingDocument8 paginiAsme Ix "Welding Qualification": 1 Online TrainingIqfal ZulhendriÎncă nu există evaluări
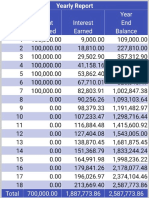
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Asme Section 1 Ped GuideDocument89 paginiAsme Section 1 Ped Guide조의식67% (3)
- Asme B31.5-2019Document16 paginiAsme B31.5-2019Jonathan Espinoza Mejia30% (10)
- ASME Section IX - UpdatedDocument260 paginiASME Section IX - UpdatedIrfan Mehmood96% (26)
- RF Planning BibleDocument128 paginiRF Planning BibleDipanka Borah100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
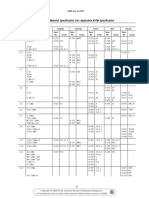
- Spec ReferenceDocument40 paginiSpec ReferencesohaibÎncă nu există evaluări
- Pharmaceutical Calculation - PDF 2Document31 paginiPharmaceutical Calculation - PDF 2Cheeyongg Lookonthebrightside100% (4)
- SOW EPCC Effluent Treatment Plant Service Water Header ModificationDocument27 paginiSOW EPCC Effluent Treatment Plant Service Water Header Modificationirfan rayyanÎncă nu există evaluări
- Asme B16.24 PDFDocument25 paginiAsme B16.24 PDFRuben Dario Mamani ArellanoÎncă nu există evaluări
- A17-1S Edtn 2005 PDFDocument134 paginiA17-1S Edtn 2005 PDFphilanderjoeÎncă nu există evaluări
- Asme Ptc-6a-2000 PDFDocument186 paginiAsme Ptc-6a-2000 PDFandhucaosÎncă nu există evaluări
- Asme B1.20.7 PDFDocument24 paginiAsme B1.20.7 PDFHaries Bugarin GarciaÎncă nu există evaluări
- Resume of A Project CoordinatorDocument3 paginiResume of A Project CoordinatorASHIL PRABHAKARÎncă nu există evaluări
- ASME B31.3 CLOSED BOOK PRACTICE QUESTIONSDocument12 paginiASME B31.3 CLOSED BOOK PRACTICE QUESTIONSemaanazeem91% (11)
- 18 Questions and Answers in Planning & SchedulingDocument8 pagini18 Questions and Answers in Planning & SchedulingBeni Best100% (3)
- MR For Production SkidDocument39 paginiMR For Production SkidSandeepNBabuÎncă nu există evaluări
- High Purity Process Piping - Harmonization of ASME Codes and StandardsDocument8 paginiHigh Purity Process Piping - Harmonization of ASME Codes and StandardsLiu Yangtze100% (1)
- Saep 363 PDFDocument10 paginiSaep 363 PDFRami ElloumiÎncă nu există evaluări
- LH012-E-CCP-FLS-DM-X-E-001 - RB - A1 - MR For Flare PackageDocument277 paginiLH012-E-CCP-FLS-DM-X-E-001 - RB - A1 - MR For Flare PackageSumantrra Chattopadhyay100% (2)
- Steam Turbines: ASME PTC 6-2004Document6 paginiSteam Turbines: ASME PTC 6-2004Dena Adi KurniaÎncă nu există evaluări
- Refrigeration & Air Conditioning: Emerson Flow Controls Expansion ValvesDocument1 paginăRefrigeration & Air Conditioning: Emerson Flow Controls Expansion Valvesseeralan balakrishnanÎncă nu există evaluări
- CCW - PVC Steel Wire Hose CatalogueDocument1 paginăCCW - PVC Steel Wire Hose Catalogueseeralan balakrishnanÎncă nu există evaluări
- P5 product data sheet specsDocument4 paginiP5 product data sheet specsseeralan balakrishnanÎncă nu există evaluări
- General Combined Brochure RevisedDocument406 paginiGeneral Combined Brochure Revisedseeralan balakrishnanÎncă nu există evaluări
- SPECIFICATIONS AND ACCESSORIES FOR THE IH8R HEADLAMPDocument4 paginiSPECIFICATIONS AND ACCESSORIES FOR THE IH8R HEADLAMPseeralan balakrishnanÎncă nu există evaluări
- Smart Scholar CalculationDocument5 paginiSmart Scholar Calculationseeralan balakrishnanÎncă nu există evaluări
- Itrade Networks Company ProfileDocument8 paginiItrade Networks Company Profileseeralan balakrishnanÎncă nu există evaluări
- Pyrometer Tp7: The Universal Infrared Thermometer For Many Fields of ApplicationDocument6 paginiPyrometer Tp7: The Universal Infrared Thermometer For Many Fields of Applicationseeralan balakrishnanÎncă nu există evaluări
- Singlevoteprice21 1576480252Document1 paginăSinglevoteprice21 1576480252seeralan balakrishnanÎncă nu există evaluări
- Shunt Open - Release 24V DC E1/6-T8Document2 paginiShunt Open - Release 24V DC E1/6-T8seeralan balakrishnanÎncă nu există evaluări
- Tuv Application Form Saudi Arabia Saso ProgramDocument3 paginiTuv Application Form Saudi Arabia Saso Programseeralan balakrishnanÎncă nu există evaluări
- Onion AgmarkDocument33 paginiOnion Agmarkseeralan balakrishnanÎncă nu există evaluări
- Sewage TreatmentDocument1 paginăSewage Treatmentseeralan balakrishnanÎncă nu există evaluări
- Professional infrared thermometer for -50°C to 1000°CDocument6 paginiProfessional infrared thermometer for -50°C to 1000°Cseeralan balakrishnanÎncă nu există evaluări
- Hikvision Port Forwarding For CCTVDocument35 paginiHikvision Port Forwarding For CCTVbuzzkillaÎncă nu există evaluări
- Model Number DetailsDocument1 paginăModel Number Detailsseeralan balakrishnanÎncă nu există evaluări
- B 815791 FCDocument3 paginiB 815791 FCseeralan balakrishnanÎncă nu există evaluări
- Compressor Specifications - © Bristol Compressors International, IncDocument1 paginăCompressor Specifications - © Bristol Compressors International, Incseeralan balakrishnanÎncă nu există evaluări
- Rail BeamsDocument1 paginăRail Beamsseeralan balakrishnanÎncă nu există evaluări
- Las Tek FillerDocument2 paginiLas Tek Fillerseeralan balakrishnanÎncă nu există evaluări
- Lectra Clean® Heavy Duty Energized Electrical Parts Degreaser, 5 GalDocument2 paginiLectra Clean® Heavy Duty Energized Electrical Parts Degreaser, 5 Galseeralan balakrishnanÎncă nu există evaluări
- Nokia E71 Vs Samsung B7330 OmDocument2 paginiNokia E71 Vs Samsung B7330 Omseeralan balakrishnanÎncă nu există evaluări
- Nikola Tesla - Wikipedia, The Free EncyclopediaDocument15 paginiNikola Tesla - Wikipedia, The Free Encyclopediaseeralan balakrishnanÎncă nu există evaluări
- SambarDocument1 paginăSambarseeralan balakrishnanÎncă nu există evaluări
- Interpretations: ASME Boiler and Pressure Vessel Code Section Viii-2Document8 paginiInterpretations: ASME Boiler and Pressure Vessel Code Section Viii-2Dio MiÎncă nu există evaluări
- Power Piping: ASME B31.1-2012Document1 paginăPower Piping: ASME B31.1-2012Jonathan GagliardiÎncă nu există evaluări
- Modernization of Pressure Vessel Design Codes ASMEDocument5 paginiModernization of Pressure Vessel Design Codes ASMEHai SayangÎncă nu există evaluări
- Asme 1998Document267 paginiAsme 1998Jéssica Bonow HinterholzÎncă nu există evaluări
- Mahesh G Salagar ExpDocument4 paginiMahesh G Salagar Expsin67438Încă nu există evaluări
- ASME B16.34-2009 Valves-Flanged-Threaded-Welding End - ExtractDocument72 paginiASME B16.34-2009 Valves-Flanged-Threaded-Welding End - ExtractMahmoud Al HomranÎncă nu există evaluări
- Previews AWWA D100 11 PreDocument6 paginiPreviews AWWA D100 11 PreJuliana FortunatoÎncă nu există evaluări
- Asme b16.20Document65 paginiAsme b16.20MARCIOÎncă nu există evaluări
- Pages From MMR-SP-60-001-A4 - Rev3 - Instrument General Specification-SignedDocument6 paginiPages From MMR-SP-60-001-A4 - Rev3 - Instrument General Specification-SignedKykyRizkyÎncă nu există evaluări
- Elevated Flare Tips: ScopeDocument8 paginiElevated Flare Tips: ScopeAna Bella RosarioÎncă nu există evaluări
- Graded Exercise - 20 % Submission Date: 28 June 2021Document9 paginiGraded Exercise - 20 % Submission Date: 28 June 2021kampretÎncă nu există evaluări
- Amims K 3105 - 2Document14 paginiAmims K 3105 - 2wangkai01.sneiÎncă nu există evaluări
- INSPECT Features and Benefits - CodewareDocument5 paginiINSPECT Features and Benefits - CodewareLibardo Bahamón LiscanoÎncă nu există evaluări