S-ar putea să vă placă și
- Stability of Structures: Principles and ApplicationsDe la EverandStability of Structures: Principles and ApplicationsEvaluare: 4 din 5 stele4/5 (4)
- Basic Theory of Structures: The Commonwealth and International Library: Mechanical Engineering DivisionDe la EverandBasic Theory of Structures: The Commonwealth and International Library: Mechanical Engineering DivisionEvaluare: 4 din 5 stele4/5 (4)
- Theory of Structural Stability (CET-308)Document52 paginiTheory of Structural Stability (CET-308)Gautam PoddarÎncă nu există evaluări
- Report On Pushover AnalysisDocument14 paginiReport On Pushover Analysiskandarp majmudarÎncă nu există evaluări
- Structural Theory 2 (Part 5) 1Document17 paginiStructural Theory 2 (Part 5) 1GinoOcampo100% (1)
- FEA Thin Wall Shell by Ansys and LS-dynaDocument11 paginiFEA Thin Wall Shell by Ansys and LS-dynamatteo_1234Încă nu există evaluări
- TOS I Topic 1Document12 paginiTOS I Topic 1Daisy OgollaÎncă nu există evaluări
- 01Document27 pagini01wearplayÎncă nu există evaluări
- Buckling Test DocumentDocument24 paginiBuckling Test Documentarmando nolasco rodriguezÎncă nu există evaluări
- Direct Stresss and Strain - Elasticity and PlasticityDocument5 paginiDirect Stresss and Strain - Elasticity and PlasticityRonald obasieÎncă nu există evaluări
- The Behaviour of Ductile and Brittle Material On Different Loading Conditions (Recovered)Document7 paginiThe Behaviour of Ductile and Brittle Material On Different Loading Conditions (Recovered)NishaThakuriÎncă nu există evaluări
- CE2351 SA 2 Lecture NotesDocument89 paginiCE2351 SA 2 Lecture NotesKarthik PalaniswamyÎncă nu există evaluări
- Structural Training Note (Print)Document87 paginiStructural Training Note (Print)timÎncă nu există evaluări
- Structural Stability CourseDocument196 paginiStructural Stability CourseBrillVerdeÎncă nu există evaluări
- AST 212 M2 2021 Strength of MaterialsDocument15 paginiAST 212 M2 2021 Strength of MaterialsJessa BadilloÎncă nu există evaluări
- 16 Series Question SolveDocument31 pagini16 Series Question SolveMd imam hossen mehediÎncă nu există evaluări
- Composite Buckling in Ansys ApdlDocument61 paginiComposite Buckling in Ansys ApdlSantosh Mukthenahalli100% (1)
- Chapter 2 (Indeterminte Structures)Document7 paginiChapter 2 (Indeterminte Structures)Hilary WatsonÎncă nu există evaluări
- Abaqus 6.12 GuideDocument192 paginiAbaqus 6.12 GuideWenchen MaÎncă nu există evaluări
- Seminar Report (Muhammad Ali Raza - CE - 004)Document22 paginiSeminar Report (Muhammad Ali Raza - CE - 004)alirazaÎncă nu există evaluări
- Ce 579: Structral Stability and DesignDocument146 paginiCe 579: Structral Stability and DesignAghil BuddyÎncă nu există evaluări
- Ce2351 Lecture NotesDocument82 paginiCe2351 Lecture Notesapi-297121029Încă nu există evaluări
- Title: Subject Introduction, Mechanical Properties Of: MaterialsDocument27 paginiTitle: Subject Introduction, Mechanical Properties Of: Materialsfaisal chÎncă nu există evaluări
- The Study of Progressive Collapse in Dual SystemsDocument7 paginiThe Study of Progressive Collapse in Dual SystemsQorry OktaliaÎncă nu există evaluări
- Module 1 Theory of PlasticityDocument20 paginiModule 1 Theory of Plasticityxavier sethuÎncă nu există evaluări
- Dynamic Increase Factor For Pushdown Analysis of Seismically Designed Steel Moment-Resisting FramesDocument19 paginiDynamic Increase Factor For Pushdown Analysis of Seismically Designed Steel Moment-Resisting FramestirursachinÎncă nu există evaluări
- Chapter 11 - Mechanical Properties and Testing o - 2016 - Applied Welding EngineDocument8 paginiChapter 11 - Mechanical Properties and Testing o - 2016 - Applied Welding EngineJhair Jhamidh Aquino PortocarreroÎncă nu există evaluări
- Strengthening MechanismsDocument21 paginiStrengthening MechanismsBren SisonÎncă nu există evaluări
- .AGEN Topic 6 - 1622137811000Document7 pagini.AGEN Topic 6 - 1622137811000VARITI KHALISIAÎncă nu există evaluări
- Statically Indeterminate Structures (Statics)Document2 paginiStatically Indeterminate Structures (Statics)cowboys20Încă nu există evaluări
- Earth Quake EngineeringDocument6 paginiEarth Quake Engineeringbabu1434Încă nu există evaluări
- Masonry Macro-Block AnalysisDocument10 paginiMasonry Macro-Block AnalysisRobertoÎncă nu există evaluări
- Strand7 - Buckling Analysis - Linear Vs NonlinearDocument5 paginiStrand7 - Buckling Analysis - Linear Vs Nonlinearaktc100% (1)
- Assignment No. 5 JJJJJJDocument9 paginiAssignment No. 5 JJJJJJNicholas Bonn SingÎncă nu există evaluări
- Cyclic Loading AdalahDocument13 paginiCyclic Loading AdalahsyaniliffaÎncă nu există evaluări
- Buckling of ColumnsDocument41 paginiBuckling of Columnsassi_thaer100% (2)
- A-Chapter1 Theory of Elastic StabilityDocument8 paginiA-Chapter1 Theory of Elastic StabilityFaizanÎncă nu există evaluări
- Module 2Document59 paginiModule 2STEPHEN VILLARUZÎncă nu există evaluări
- Chapter 4 STR 4 Intr To STR SteelDocument28 paginiChapter 4 STR 4 Intr To STR SteelmohdÎncă nu există evaluări
- EMG 2303 Solid and Structural Mechanics 1 NotesDocument82 paginiEMG 2303 Solid and Structural Mechanics 1 Notesmusiomi200567% (3)
- Forming ProcessDocument25 paginiForming ProcessVishnu BoyapatiÎncă nu există evaluări
- Chapter-6 Structural Analysis Methods/design Approaches, Assumptions and Approximations For Practical Life Line StructureDocument39 paginiChapter-6 Structural Analysis Methods/design Approaches, Assumptions and Approximations For Practical Life Line StructurenÎncă nu există evaluări
- 16 - Chapter 6 PDFDocument39 pagini16 - Chapter 6 PDFKoustav MajumdarÎncă nu există evaluări
- 16 - Chapter 6 PDFDocument39 pagini16 - Chapter 6 PDFDipankar NathÎncă nu există evaluări
- Fatigue Consideration DesignDocument68 paginiFatigue Consideration DesignSaravanan Srvn TÎncă nu există evaluări
- The Cyclic Behaviour of Steel Elements and ConnectionsDocument41 paginiThe Cyclic Behaviour of Steel Elements and ConnectionsconeyquÎncă nu există evaluări
- Strength SDocument7 paginiStrength Sabdi dejeneÎncă nu există evaluări
- Lecture 7.1 Methods of AnalysisDocument15 paginiLecture 7.1 Methods of Analysisadnan-651358Încă nu există evaluări
- 3-D Nonlinear Static Progressive Collapse Analysis of Multi-Story Steel Braced BuildingsDocument10 pagini3-D Nonlinear Static Progressive Collapse Analysis of Multi-Story Steel Braced BuildingsYasaswi ParupudiÎncă nu există evaluări
- Ethiopian Building Code Standards, Part 8-Design of Structures For Earthquake ResistanceDocument41 paginiEthiopian Building Code Standards, Part 8-Design of Structures For Earthquake ResistanceteweldeÎncă nu există evaluări
- BucklingDocument7 paginiBucklingMohammad BurhanÎncă nu există evaluări
- General Procedure To Perform Pushover AnalysisDocument16 paginiGeneral Procedure To Perform Pushover AnalysisalbikÎncă nu există evaluări
- Structural Dynamics and Earthquake Engineering-Ch 1-5Document58 paginiStructural Dynamics and Earthquake Engineering-Ch 1-5Lucas PérezÎncă nu există evaluări
- Types of Structures and Loads: IntroductionDocument14 paginiTypes of Structures and Loads: IntroductionMohammed ShalaanÎncă nu există evaluări
- Buildings: Assessment of The E Capacity of A Single-Layer Bar DomeDocument26 paginiBuildings: Assessment of The E Capacity of A Single-Layer Bar DomeRSÎncă nu există evaluări
- 5.failures Resulting From Static LoadingDocument56 pagini5.failures Resulting From Static LoadingAekkasit Senaart100% (1)
- Section 4 Load Carrying Capability and Structural Performance CriteriaDocument20 paginiSection 4 Load Carrying Capability and Structural Performance CriteriaJuan SilvaÎncă nu există evaluări
- Engineering MaterialsDocument64 paginiEngineering MaterialsDARLENE JOY C. BAUTISTAÎncă nu există evaluări
- Earthquake isolation method with variable natural frequencyDe la EverandEarthquake isolation method with variable natural frequencyÎncă nu există evaluări
- Lecture Notes on Reinforced Concrete DesignDe la EverandLecture Notes on Reinforced Concrete DesignÎncă nu există evaluări
- Assignment Top Sheet: Muhammad Ahsan Mehtab Engr. Miss Mahwish SaleemDocument6 paginiAssignment Top Sheet: Muhammad Ahsan Mehtab Engr. Miss Mahwish SaleemEngr MahwishÎncă nu există evaluări
- Seismic Design of StructuresDocument12 paginiSeismic Design of StructuresEngr MahwishÎncă nu există evaluări
- Assignment 9Document5 paginiAssignment 9Engr MahwishÎncă nu există evaluări
- Assignment 8Document3 paginiAssignment 8Engr MahwishÎncă nu există evaluări
- Assignment Top Sheet Department of Civil Engineering & TechnologyDocument6 paginiAssignment Top Sheet Department of Civil Engineering & TechnologyEngr MahwishÎncă nu există evaluări
- What Is Soil?Discuss Types of Soils: Mixture Organic Matter Minerals Gases Life Earth PedosphereDocument15 paginiWhat Is Soil?Discuss Types of Soils: Mixture Organic Matter Minerals Gases Life Earth PedosphereEngr MahwishÎncă nu există evaluări
- Assignment Top Sheet Department of Civil Engineering & TechnologyDocument3 paginiAssignment Top Sheet Department of Civil Engineering & TechnologyEngr MahwishÎncă nu există evaluări
- Sprinkler Irrigation MethodDocument4 paginiSprinkler Irrigation MethodEngr MahwishÎncă nu există evaluări
- Name Reg No Assignment Number Teacher Name Assignment TopicDocument4 paginiName Reg No Assignment Number Teacher Name Assignment TopicEngr MahwishÎncă nu există evaluări
- Foundation and Pavements (Theory) : Engr. Mahwish SaleemDocument7 paginiFoundation and Pavements (Theory) : Engr. Mahwish SaleemEngr MahwishÎncă nu există evaluări
- Assignment - 3 - BSETC-021R18-3 - Shahram Ul JabbarDocument6 paginiAssignment - 3 - BSETC-021R18-3 - Shahram Ul JabbarEngr MahwishÎncă nu există evaluări
- Department of Civil Engineering &technology: Assignment Top SheetDocument6 paginiDepartment of Civil Engineering &technology: Assignment Top SheetEngr MahwishÎncă nu există evaluări
- Irrigation Engineering Engr. Mahwish SaleemDocument4 paginiIrrigation Engineering Engr. Mahwish SaleemEngr MahwishÎncă nu există evaluări
- Laboratory Oven: Ovens Thermal Convection Annealing Polyimide Sterilizing IndustrialDocument5 paginiLaboratory Oven: Ovens Thermal Convection Annealing Polyimide Sterilizing IndustrialEngr MahwishÎncă nu există evaluări
- Isp Learning Management System Soil MechanicsDocument1 paginăIsp Learning Management System Soil MechanicsEngr MahwishÎncă nu există evaluări
- Seismic Wave, Types, MagnitudeDocument25 paginiSeismic Wave, Types, MagnitudeEngr MahwishÎncă nu există evaluări
- Speedy Moisture Test: Percentage WaterDocument12 paginiSpeedy Moisture Test: Percentage WaterEngr MahwishÎncă nu există evaluări
- Name Muhammad Zohaib KhanDocument5 paginiName Muhammad Zohaib KhanEngr MahwishÎncă nu există evaluări
- Assignment Top Sheet Department of Civil Engineering & TechnologyDocument4 paginiAssignment Top Sheet Department of Civil Engineering & TechnologyEngr MahwishÎncă nu există evaluări
- Name Muhammad Zohaib KhanDocument7 paginiName Muhammad Zohaib KhanEngr MahwishÎncă nu există evaluări
- Institute of Southern Punjab Multan: Assignment Top SheetDocument5 paginiInstitute of Southern Punjab Multan: Assignment Top SheetEngr MahwishÎncă nu există evaluări
- Qno1 What Is Moisture Content Analysis?Document6 paginiQno1 What Is Moisture Content Analysis?Engr MahwishÎncă nu există evaluări
- Recommended Aggregate Impact Test ValuesDocument22 paginiRecommended Aggregate Impact Test ValuesEngr MahwishÎncă nu există evaluări
- Litio en Cauchari PDFDocument387 paginiLitio en Cauchari PDFJoni Guanca100% (1)
- Important Questions Transmission Lines and WaveguidesDocument1 paginăImportant Questions Transmission Lines and WaveguideskskumargieÎncă nu există evaluări
- So5000334g01 R00Document5 paginiSo5000334g01 R00carlosoriÎncă nu există evaluări
- SasaDocument20 paginiSasaSpinu AlexandruÎncă nu există evaluări
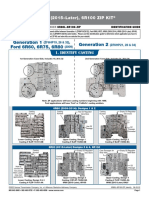
- 6R80L 6R100 Zip inDocument12 pagini6R80L 6R100 Zip inYisus 616Încă nu există evaluări
- Design of Circular DomesDocument8 paginiDesign of Circular Domesrshyams100% (1)
- Primary CellDocument4 paginiPrimary CellganeshpreetamÎncă nu există evaluări
- 2011-10-23 Slipstream Service Pack 2 For Forefront TMG 2010Document7 pagini2011-10-23 Slipstream Service Pack 2 For Forefront TMG 2010crisao23Încă nu există evaluări
- Approval Process Handbook 2019-20Document1 paginăApproval Process Handbook 2019-20Arvind SharmaÎncă nu există evaluări
- AP Chemistry Bonding Help Sheet: 2, (Diamond)Document6 paginiAP Chemistry Bonding Help Sheet: 2, (Diamond)Weiyu TongÎncă nu există evaluări
- Engineering Software Research Center SANSPRO V.5.20Document4 paginiEngineering Software Research Center SANSPRO V.5.20Nathan M7Încă nu există evaluări
- KZP Sub-Contractor Bill-LRDocument20 paginiKZP Sub-Contractor Bill-LRhelalÎncă nu există evaluări
- Case Study Muscat International Airport PDFDocument2 paginiCase Study Muscat International Airport PDFYASHWANTHÎncă nu există evaluări
- L14 15 ABCD and S ParametersDocument15 paginiL14 15 ABCD and S ParametersAmeya KadamÎncă nu există evaluări
- 2016-04 DIAMETER ArchitectureDocument22 pagini2016-04 DIAMETER ArchitectureVivek ShahÎncă nu există evaluări
- 1 a.PMMA Shiphandling and ManDocument373 pagini1 a.PMMA Shiphandling and ManTOtzkie Tapales Arpay100% (6)
- EBM Pabst - CPAP - BlowerDocument4 paginiEBM Pabst - CPAP - BlowerlouisÎncă nu există evaluări
- Asentria Public - 48VDC - or - 24VDC - Power - Card - Wiring - InstructionsDocument4 paginiAsentria Public - 48VDC - or - 24VDC - Power - Card - Wiring - Instructionsaelmai70Încă nu există evaluări
- Regular Expressions in QTPDocument15 paginiRegular Expressions in QTPBhargav S RajendraÎncă nu există evaluări
- Uc Manual - Oim Ucii 108725 Rev15Document33 paginiUc Manual - Oim Ucii 108725 Rev15Karin AndersonÎncă nu există evaluări
- Snow ScriptDocument3 paginiSnow ScriptLalatenduÎncă nu există evaluări
- Akhila ResumeDocument2 paginiAkhila ResumejeelaniÎncă nu există evaluări
- Chemical Processes With Participation of Biological and Related CompoundsDocument435 paginiChemical Processes With Participation of Biological and Related Compoundsdoxiciclina10Încă nu există evaluări
- Interaction of Mass Research 2008 by Miroslav ProvodDocument118 paginiInteraction of Mass Research 2008 by Miroslav Provod1357531Încă nu există evaluări
- Fasson 0828 DatasheetDocument2 paginiFasson 0828 DatasheetGregory Alan Francisco IIÎncă nu există evaluări
- Ovn MainDocument54 paginiOvn MainAvenir BajraktariÎncă nu există evaluări
- PTFE Membrane FiltersDocument2 paginiPTFE Membrane FiltersZeeshanAsadÎncă nu există evaluări
- Handling Tickets Is Called Issue Tracking System.: Sap SDDocument6 paginiHandling Tickets Is Called Issue Tracking System.: Sap SDNaveen KumarÎncă nu există evaluări
- Handout Contoh SoalDocument12 paginiHandout Contoh SoalIntan NugrahaÎncă nu există evaluări
- Secutec Binder Ds UkDocument2 paginiSecutec Binder Ds UkSuresh RaoÎncă nu există evaluări