S-ar putea să vă placă și
- Dust Control HandbookDocument314 paginiDust Control HandbookJoseph RileyÎncă nu există evaluări
- Nsf-Ansi 55 PDFDocument56 paginiNsf-Ansi 55 PDFJawwad AhmedÎncă nu există evaluări
- Combustible Dust HazardsDocument35 paginiCombustible Dust HazardskarankumarnagulaÎncă nu există evaluări
- Filtros MaquinasDocument34 paginiFiltros MaquinasAndres AlfonzoÎncă nu există evaluări
- Cilinary Set UpDocument32 paginiCilinary Set UpOla Kareem100% (1)
- Project On Dust Collector (LCIT Bhandu)Document30 paginiProject On Dust Collector (LCIT Bhandu)patel ketan0% (1)
- Proteccion Contra Sobretensiones PDFDocument84 paginiProteccion Contra Sobretensiones PDFgilbertomjcÎncă nu există evaluări
- Odour PollutionDocument48 paginiOdour PollutionNur AinaaÎncă nu există evaluări
- Odour Emission Factors For Assessment and PredictionDocument7 paginiOdour Emission Factors For Assessment and PredictiondiscolettoÎncă nu există evaluări
- Overview On Performance of Water Scrubber Systems in Reducing Odour at Raw Natural Rubber Processing Factories in MalaysiaDocument9 paginiOverview On Performance of Water Scrubber Systems in Reducing Odour at Raw Natural Rubber Processing Factories in MalaysiaAspal Polimer Emulsindo PTÎncă nu există evaluări
- Asian PAints Case Study ProjectDocument4 paginiAsian PAints Case Study Projectmgorisariya100% (1)
- Characterization of Toxic Pollutants in Leather Processing EffluentsDocument15 paginiCharacterization of Toxic Pollutants in Leather Processing EffluentsFitra Isni RositaÎncă nu există evaluări
- Discharge PrintingDocument5 paginiDischarge PrintingImran AnwarÎncă nu există evaluări
- Pig Farm SmellsDocument6 paginiPig Farm SmellsZven BlackÎncă nu există evaluări
- Tannery Wastewater Treatment Using Activated Sludge Process System (Lab Scale Modeling)Document8 paginiTannery Wastewater Treatment Using Activated Sludge Process System (Lab Scale Modeling)erpublicationÎncă nu există evaluări
- Levapor - Company ProfileDocument3 paginiLevapor - Company ProfileAmit ChristianÎncă nu există evaluări
- Combustible Dust Hazards_PPTDocument35 paginiCombustible Dust Hazards_PPTRudy BarcenasÎncă nu există evaluări
- 1993 - Lin LinDocument6 pagini1993 - Lin LinGizeleBaldoÎncă nu există evaluări
- Session3-2 DR B SenguptaDocument50 paginiSession3-2 DR B SenguptaRaja Rao KamarsuÎncă nu există evaluări
- Fertilizer ManufacturingDocument17 paginiFertilizer ManufacturingSambiri PisiraiÎncă nu există evaluări
- AirSolution 9204 DatasheetDocument2 paginiAirSolution 9204 Datasheetbehnaz aadeliÎncă nu există evaluări
- Pilot Plant Study of Red Palm Oil Deodorization Using Moderate TemperatureDocument8 paginiPilot Plant Study of Red Palm Oil Deodorization Using Moderate TemperaturekrishnaÎncă nu există evaluări
- Color Pollution Control in Textile Dyeing Industry Effluents Using Tannery Sludge Derived Activated CarbonDocument13 paginiColor Pollution Control in Textile Dyeing Industry Effluents Using Tannery Sludge Derived Activated CarbonsreenuÎncă nu există evaluări
- Pressmud As Biosorbent For Reactive Dyes Removal From WastewaterDocument12 paginiPressmud As Biosorbent For Reactive Dyes Removal From WastewaterIJRASETPublicationsÎncă nu există evaluări
- Environmental AuditDocument6 paginiEnvironmental AuditBernard GanzwaÎncă nu există evaluări
- Odour and Ammonia Emission: From Broiler FarmsDocument107 paginiOdour and Ammonia Emission: From Broiler FarmsbandayÎncă nu există evaluări
- Effluent Treatment SystemDocument10 paginiEffluent Treatment SystemNoir Farah Azira AzizÎncă nu există evaluări
- Impacts of Sponge Iron Industries and Mitigation MeasuresDocument13 paginiImpacts of Sponge Iron Industries and Mitigation MeasuresSUMAN GHOSHÎncă nu există evaluări
- EPM Mod5@AzDOCUMENTS - inDocument14 paginiEPM Mod5@AzDOCUMENTS - inRaunitÎncă nu există evaluări
- Evaluation of Detergents and Washing ProcessesDocument14 paginiEvaluation of Detergents and Washing ProcessesKushagradhi DebnathÎncă nu există evaluări
- Sustainability in Footwear Production - 2Document29 paginiSustainability in Footwear Production - 2alshahriar1313Încă nu există evaluări
- Air Emissions From Pharmaceutical ManufacturingDocument21 paginiAir Emissions From Pharmaceutical ManufacturingTHABILE MUSWEDEÎncă nu există evaluări
- Control of Odors in The Sugar Beet Processing Industry: Technical PaperDocument7 paginiControl of Odors in The Sugar Beet Processing Industry: Technical PaperIrvan DwikiÎncă nu există evaluări
- Control of Odors in The Sugar Beet Processing Industry: Water Technologies & SolutionsDocument7 paginiControl of Odors in The Sugar Beet Processing Industry: Water Technologies & SolutionsbkarakoseÎncă nu există evaluări
- Sewage Treatment PlantDocument14 paginiSewage Treatment PlantSanjay SahulÎncă nu există evaluări
- Environmental Engineering and Pollution Control in Key IndustriesDocument29 paginiEnvironmental Engineering and Pollution Control in Key Industriesanoop kumar singhÎncă nu există evaluări
- Guidelines Textile Industry Draft PDFDocument36 paginiGuidelines Textile Industry Draft PDFRohan LadÎncă nu există evaluări
- 8902-Article Text-25693-1-10-20170227Document25 pagini8902-Article Text-25693-1-10-20170227oliverÎncă nu există evaluări
- Gaspar2014 - Spary DryerDocument42 paginiGaspar2014 - Spary DryerSandeep SomaiyaÎncă nu există evaluări
- Publication UASB+TechnologyDocument6 paginiPublication UASB+TechnologyecotechconsultantsÎncă nu există evaluări
- Environment Toxicology and Risk Assessment: by Dr. Mukesh SharmaDocument28 paginiEnvironment Toxicology and Risk Assessment: by Dr. Mukesh Sharmaareeb ahmadÎncă nu există evaluări
- Tank Cleaning 311Document2 paginiTank Cleaning 311adi_94Încă nu există evaluări
- Internship Report of Nimir ChemicalsDocument43 paginiInternship Report of Nimir ChemicalsEhsan Danish100% (2)
- APPL Sand Dryer Plant System OverviewDocument9 paginiAPPL Sand Dryer Plant System OverviewnileshÎncă nu există evaluări
- Applications of Odour Measurements in Korea: KeywordsDocument7 paginiApplications of Odour Measurements in Korea: KeywordsNathanÎncă nu există evaluări
- CLIC Company Profile 19-227 (X)Document30 paginiCLIC Company Profile 19-227 (X)Carl PeÎncă nu există evaluări
- Proposal Acceptance FormDocument2 paginiProposal Acceptance Formjaish khanÎncă nu există evaluări
- 03 Air Pollution Control EquipmentDocument158 pagini03 Air Pollution Control EquipmentFadhli JapryÎncă nu există evaluări
- Waste Minimization in Fertilizer IndustryDocument23 paginiWaste Minimization in Fertilizer IndustryRavi Bhaisare100% (5)
- Explosive Dust Management New OSHA RequirementsDocument21 paginiExplosive Dust Management New OSHA RequirementsJoel De ContoÎncă nu există evaluări
- Unit 4 Apc MaterialDocument24 paginiUnit 4 Apc Material505 DedeepyaÎncă nu există evaluări
- Macronet Adsorbents BrochureDocument24 paginiMacronet Adsorbents BrochureYazwar lail kotoÎncă nu există evaluări
- Guide Flame Spray PyrolysisDocument6 paginiGuide Flame Spray PyrolysisEa Cahya Septia MahenÎncă nu există evaluări
- Municipal Odor Control Italy TPDocument6 paginiMunicipal Odor Control Italy TPDileep C DileepÎncă nu există evaluări
- Odour Control Systems For Sugar Refineries PDFDocument2 paginiOdour Control Systems For Sugar Refineries PDFAjay Krishna MÎncă nu există evaluări
- A comparative adsorption study with different industrial wastes as adsorbents for the removal of cationic dyes from waterDocument7 paginiA comparative adsorption study with different industrial wastes as adsorbents for the removal of cationic dyes from waterlayth alhayderÎncă nu există evaluări
- Basic Principle in CPIDocument28 paginiBasic Principle in CPIDion VixÎncă nu există evaluări
- Industry TankCleaningDocument2 paginiIndustry TankCleaningAlfa TangenÎncă nu există evaluări
- Odour Pollution: Sources, Effects and Control MethodsDocument25 paginiOdour Pollution: Sources, Effects and Control MethodsDhananjay ShimpiÎncă nu există evaluări
- 4industrial Hygiene and Occupational Health 23115Document252 pagini4industrial Hygiene and Occupational Health 23115DaÎncă nu există evaluări
- Environmental Tech.Document31 paginiEnvironmental Tech.csyena28225Încă nu există evaluări
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDocument4 paginiDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineÎncă nu există evaluări
- MicroDocument3 paginiMicroPrince MoniÎncă nu există evaluări
- Environmentally Benign Approaches for Pulp BleachingDe la EverandEnvironmentally Benign Approaches for Pulp BleachingÎncă nu există evaluări
- B18 31 3 - 2009 PDFDocument14 paginiB18 31 3 - 2009 PDFCarlitos100% (1)
- WK Cooling ElementDocument4 paginiWK Cooling ElementNathanÎncă nu există evaluări
- ANSI B16.5 - Flanges & Bolts Dimension (Manufacturer 1)Document3 paginiANSI B16.5 - Flanges & Bolts Dimension (Manufacturer 1)NathanÎncă nu există evaluări
- ASME B16.9-2012 - Factory-Made Wrought Buttwelding FittingsDocument52 paginiASME B16.9-2012 - Factory-Made Wrought Buttwelding FittingsNathanÎncă nu există evaluări
- WikasealDocument57 paginiWikasealNathanÎncă nu există evaluări
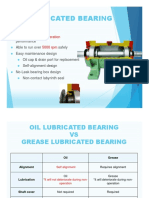
- Oil Lubricated Bearing: Better Vibration AccelerationDocument4 paginiOil Lubricated Bearing: Better Vibration AccelerationNathanÎncă nu există evaluări
- Tieu Chuan Kiem Tra Do Ben Vat Lieu FRPDocument3 paginiTieu Chuan Kiem Tra Do Ben Vat Lieu FRPNathanÎncă nu există evaluări
- ASME B18.2.2-2010 - Nuts For General Applications As Machine Screw - Hex.Square - Hex Flange - Coupling Nuts (Inch)Document40 paginiASME B18.2.2-2010 - Nuts For General Applications As Machine Screw - Hex.Square - Hex Flange - Coupling Nuts (Inch)NathanÎncă nu există evaluări
- Flange Dimensions 250# & 300#Document1 paginăFlange Dimensions 250# & 300#NathanÎncă nu există evaluări
- Boost Efficiency &: Lower EmissionsDocument15 paginiBoost Efficiency &: Lower EmissionsNathanÎncă nu există evaluări
- Optimisation of Sensor Locations For Measurement oDocument7 paginiOptimisation of Sensor Locations For Measurement oNathanÎncă nu există evaluări
- Dwyer SPPM CX Manual PDFDocument4 paginiDwyer SPPM CX Manual PDFNathanÎncă nu există evaluări
- Selection of Motor Types & SizesDocument3 paginiSelection of Motor Types & SizesNathanÎncă nu există evaluări
- C P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsDocument5 paginiC P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsNathanÎncă nu există evaluări
- Efficiency Boost For Engines: Kelvion Charge Air CoolerDocument2 paginiEfficiency Boost For Engines: Kelvion Charge Air CoolerNathanÎncă nu există evaluări
- Top-Level Engineering Solutions: Charge Air CoolersDocument24 paginiTop-Level Engineering Solutions: Charge Air CoolersNathanÎncă nu există evaluări
- A Procedure For Analysis of Guyline Tension PDFDocument49 paginiA Procedure For Analysis of Guyline Tension PDFJimmy Deswidawansyah NasutionÎncă nu există evaluări
- Resistant Emission Reducer: Kelvion Exhaust Gas Recirculation CoolerDocument2 paginiResistant Emission Reducer: Kelvion Exhaust Gas Recirculation CoolerNathanÎncă nu există evaluări
- Wa/fer W/Mayfie/a: Dec. 28, 1937. W. W. Mayfield 2,103,332Document6 paginiWa/fer W/Mayfie/a: Dec. 28, 1937. W. W. Mayfield 2,103,332NathanÎncă nu există evaluări
- "Designed and Engineered To Perform": Second EditionDocument96 pagini"Designed and Engineered To Perform": Second EditionNathanÎncă nu există evaluări
- Smart Programmable Panel Meter: Fully Field Configurable, 16-Bit Color Touch Screen DisplayDocument1 paginăSmart Programmable Panel Meter: Fully Field Configurable, 16-Bit Color Touch Screen DisplayNathanÎncă nu există evaluări
- Dwyer SPPM CX Manual PDFDocument4 paginiDwyer SPPM CX Manual PDFNathanÎncă nu există evaluări
- Xerox 3210Document140 paginiXerox 3210sdaidoxÎncă nu există evaluări
- Guysand AnchorsDocument34 paginiGuysand AnchorslatshareÎncă nu există evaluări
- UEP Bulletin 1724E-153Document29 paginiUEP Bulletin 1724E-153NathanÎncă nu există evaluări
- Guy Wires PDFDocument5 paginiGuy Wires PDFtylerlhsmithÎncă nu există evaluări
- Construction Requirements For Pole Line Guys: Electric Design ManualDocument26 paginiConstruction Requirements For Pole Line Guys: Electric Design ManualNathanÎncă nu există evaluări
- Vane-Type Mist EliminatorDocument1 paginăVane-Type Mist EliminatorNathanÎncă nu există evaluări
- TEN Group - NGK DynamometersDocument1 paginăTEN Group - NGK DynamometersNathanÎncă nu există evaluări
- Chem Tech South 2013 - ConferenceDocument5 paginiChem Tech South 2013 - ConferenceAbirami PriyadharsiniÎncă nu există evaluări
- Alcon Capacitor AC Mp4aDocument6 paginiAlcon Capacitor AC Mp4aDAC Secretary EEÎncă nu există evaluări
- Gas Exchange in Plants and AnimalsDocument7 paginiGas Exchange in Plants and AnimalsMarvin MelisÎncă nu există evaluări
- Kultura I InteligencijaDocument15 paginiKultura I InteligencijaToni JandricÎncă nu există evaluări
- Unit-2 Final KshitijDocument108 paginiUnit-2 Final KshitijShubham JainÎncă nu există evaluări
- HTTP Verbs GET POST PUT PATCH DELETE (39Document12 paginiHTTP Verbs GET POST PUT PATCH DELETE (39Jefferson EducacionÎncă nu există evaluări
- Discrete Variable Probability Distribution FunctionsDocument47 paginiDiscrete Variable Probability Distribution FunctionsJanine CayabyabÎncă nu există evaluări
- Chapter 14 The Communist Manifesto As International Relations TheoryDocument12 paginiChapter 14 The Communist Manifesto As International Relations TheoryLaurindo Paulo Ribeiro TchinhamaÎncă nu există evaluări
- ChecklistsDocument1 paginăChecklistsnotme2120Încă nu există evaluări
- Operating Systems: Chapter 3: DeadlocksDocument46 paginiOperating Systems: Chapter 3: DeadlocksManoel Katlib100% (1)
- Research Article (Lavandula Angustifolia) Essential Oil On: Effect of Lavender Acute Inflammatory ResponseDocument10 paginiResearch Article (Lavandula Angustifolia) Essential Oil On: Effect of Lavender Acute Inflammatory ResponseAndreeaÎncă nu există evaluări
- ECC Report: Mobile Coverage ObligationsDocument77 paginiECC Report: Mobile Coverage ObligationsRedamichael JemberuÎncă nu există evaluări
- Copeland CompressorDocument135 paginiCopeland CompressorsugirinÎncă nu există evaluări
- March 17, 2016 Strathmore TimesDocument24 paginiMarch 17, 2016 Strathmore TimesStrathmore TimesÎncă nu există evaluări
- GRP104 Course Outline: Introduction to Key Topics in Human GeographyDocument26 paginiGRP104 Course Outline: Introduction to Key Topics in Human GeographyKelvin WatkinsÎncă nu există evaluări
- Using Graphs To Display Data R 2-12 PDFDocument2 paginiUsing Graphs To Display Data R 2-12 PDFShafika AidaÎncă nu există evaluări
- The Ultimate Life GuideDocument12 paginiThe Ultimate Life GuideNLPCoachingÎncă nu există evaluări
- Steam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down Diagram (General)Document1 paginăSteam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down Diagram (General)parthibanemails5779Încă nu există evaluări
- Caterpillar 360 KWDocument6 paginiCaterpillar 360 KWAde WawanÎncă nu există evaluări
- MSDS Corn CobDocument2 paginiMSDS Corn CobMUHAMMAD YOGA BRILLIANTOÎncă nu există evaluări
- Boston Acoustic PDFDocument12 paginiBoston Acoustic PDFAdam StarkÎncă nu există evaluări
- Fossil Fuel and The Environment PPT Project FinalDocument14 paginiFossil Fuel and The Environment PPT Project Finalapi-298052133Încă nu există evaluări
- 800-40 Suspencion ChalmersDocument7 pagini800-40 Suspencion ChalmersJhonatan Velasquez CastellanosÎncă nu există evaluări
- 2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsDocument64 pagini2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsRaj DomadiyaÎncă nu există evaluări
- Spcr-TagbayaganDocument76 paginiSpcr-TagbayaganReycia Vic QuintanaÎncă nu există evaluări
- Moral Theories: Presented By: Sedrick M. MallariDocument27 paginiMoral Theories: Presented By: Sedrick M. MallariAlyssa De PaduaÎncă nu există evaluări
- Name: Amir Bin Rossaifuddin Id: 2016307153 Group: Emd2M2ADocument2 paginiName: Amir Bin Rossaifuddin Id: 2016307153 Group: Emd2M2AamirossaifuddinÎncă nu există evaluări