S-ar putea să vă placă și
- Static Coefficient of Friction of Polish-Coated Flooring Surfaces As Measured by The James MachineDocument5 paginiStatic Coefficient of Friction of Polish-Coated Flooring Surfaces As Measured by The James MachineMin KhantÎncă nu există evaluări
- Evaluating Design and Performance Characteristics of Fitness EquipmentDocument9 paginiEvaluating Design and Performance Characteristics of Fitness EquipmentAhmad Zubair RasulyÎncă nu există evaluări
- Writing A Specification For Sterilizable Peel PouchesDocument6 paginiWriting A Specification For Sterilizable Peel PouchesAhmad Zubair RasulyÎncă nu există evaluări
- Indigo Airlines - Final ReportDocument22 paginiIndigo Airlines - Final Reportanand_lihinarÎncă nu există evaluări
- Determining Longitudinal Peak Braking Coefficient of Paved Surfaces Using A Standard Reference Test TireDocument5 paginiDetermining Longitudinal Peak Braking Coefficient of Paved Surfaces Using A Standard Reference Test TireDannyChaconÎncă nu există evaluări
- Performing The Flat Plate Dilatometer: Standard Test Method ForDocument16 paginiPerforming The Flat Plate Dilatometer: Standard Test Method Formohammed karasnehÎncă nu există evaluări
- Wear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForDocument6 paginiWear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForGobinath VMÎncă nu există evaluări
- Quality Assurance in Translation: Standard Guide ForDocument11 paginiQuality Assurance in Translation: Standard Guide ForAhmad Zubair RasulyÎncă nu există evaluări
- Extensively Irradiation-Crosslinked Ultra-High Molecular Weight Polyethylene Fabricated Forms For Surgical Implant ApplicationsDocument4 paginiExtensively Irradiation-Crosslinked Ultra-High Molecular Weight Polyethylene Fabricated Forms For Surgical Implant ApplicationsAhmad Zubair RasulyÎncă nu există evaluări
- Tires, Pneumatic, Low Speed, Off Highway: Standard Test Method ForDocument3 paginiTires, Pneumatic, Low Speed, Off Highway: Standard Test Method ForMelVerÎncă nu există evaluări
- F1971-05 Test Method For Tire Electrical ResistanceDocument4 paginiF1971-05 Test Method For Tire Electrical Resistancerizzo8Încă nu există evaluări
- Radial Light Truck Tires To Establish Equivalent Test Severity Between A 1.707-m (67.23-In.) Diameter Rotating Roadwheel and A Flat SurfaceDocument8 paginiRadial Light Truck Tires To Establish Equivalent Test Severity Between A 1.707-m (67.23-In.) Diameter Rotating Roadwheel and A Flat Surfacemehedi hasanÎncă nu există evaluări
- P225/60R16 97S Radial Standard Reference Test TireDocument4 paginiP225/60R16 97S Radial Standard Reference Test TireAhmad Zubair RasulyÎncă nu există evaluări
- Astm e 670Document10 paginiAstm e 670frengki jmÎncă nu există evaluări
- Resistencia Al Desgaste Abrasivo Según Norma Astm 105Document9 paginiResistencia Al Desgaste Abrasivo Según Norma Astm 105Robin J. Pico MontesÎncă nu există evaluări
- ASTM D3389 16 - Standard Test Method For Coated Fabrics Abrasion Resistance (Rotary Platform Abrader)Document6 paginiASTM D3389 16 - Standard Test Method For Coated Fabrics Abrasion Resistance (Rotary Platform Abrader)Andre Rodriguez SpirimÎncă nu există evaluări
- Tires For Wet Traction in Straight-Ahead Braking, Using Highway VehiclesDocument7 paginiTires For Wet Traction in Straight-Ahead Braking, Using Highway VehiclesROHITÎncă nu există evaluări
- Determining Longitudinal Peak Braking Coefficient of Paved Surfaces Using A Standard Reference Test TireDocument5 paginiDetermining Longitudinal Peak Braking Coefficient of Paved Surfaces Using A Standard Reference Test TiremjaiswalÎncă nu există evaluări
- Determination of The Breakaway Friction Characteristics of Rolling Element BearingsDocument5 paginiDetermination of The Breakaway Friction Characteristics of Rolling Element BearingsالGINIRAL FREE FIREÎncă nu există evaluări
- Evaluating Flat-Faced Gasketed Joint Assemblies: Standard Practice ForDocument3 paginiEvaluating Flat-Faced Gasketed Joint Assemblies: Standard Practice ForRob GridleyÎncă nu există evaluări
- Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Document3 paginiCompressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)samerÎncă nu există evaluări
- Determining Fracture Energy of Asphalt-Aggregate Mixtures Using The Disk-Shaped Compact Tension GeometryDocument8 paginiDetermining Fracture Energy of Asphalt-Aggregate Mixtures Using The Disk-Shaped Compact Tension GeometryBrayan RomeroÎncă nu există evaluări
- ASTM D2397-05 Cationic EmulsionsDocument11 paginiASTM D2397-05 Cationic EmulsionsRicardoÎncă nu există evaluări
- Measuring Surface Frictional Properties Using The British Pendulum TesterDocument6 paginiMeasuring Surface Frictional Properties Using The British Pendulum TesterManoj Kumar SinghÎncă nu există evaluări
- D7234.dnsy3218 1Document8 paginiD7234.dnsy3218 1JvalenciaÎncă nu există evaluări
- Evaluating Flat-Faced Gasketed Joint Assemblies: Standard Practice ForDocument3 paginiEvaluating Flat-Faced Gasketed Joint Assemblies: Standard Practice ForChulaka PitigalaÎncă nu există evaluări
- F 1805 - 99 Rje4mdutukveDocument13 paginiF 1805 - 99 Rje4mdutukvemonica andrea suarezÎncă nu există evaluări
- ASTM D-4060 Abrasion Resistant of Organic CoatingsDocument5 paginiASTM D-4060 Abrasion Resistant of Organic CoatingsArieIndrawan100% (1)
- Friction Coefficient Measurements Between Tire and Pavement Using A Variable Slip TechniqueDocument8 paginiFriction Coefficient Measurements Between Tire and Pavement Using A Variable Slip TechniqueDannyChaconÎncă nu există evaluări
- ASTM E 303.14603 British PendulumDocument6 paginiASTM E 303.14603 British PendulumKongsak AkkharawongwhatthanaÎncă nu există evaluări
- Sast3179 01Document3 paginiSast3179 01Luis SosaÎncă nu există evaluări
- Measuring Thickness of Concrete Elements Using Drilled Concrete CoresDocument3 paginiMeasuring Thickness of Concrete Elements Using Drilled Concrete Coresmaribeldelopez lopezÎncă nu există evaluări
- Performing The Flat Plate Dilatometer: Standard Test Method ForDocument15 paginiPerforming The Flat Plate Dilatometer: Standard Test Method ForHassaan MahmoodÎncă nu există evaluări
- Article Tyre UnbeadsetDocument8 paginiArticle Tyre UnbeadsetGammaÎncă nu există evaluări
- E 303 - 93 (2013) PDFDocument5 paginiE 303 - 93 (2013) PDFlucky259Încă nu există evaluări
- ASTM E303 - 93 (Reapproved 2008)Document5 paginiASTM E303 - 93 (Reapproved 2008)mjaiswalÎncă nu există evaluări
- ASTM C1006 (FT CCA) (2020)Document4 paginiASTM C1006 (FT CCA) (2020)anglejalgoÎncă nu există evaluări
- Astm D711Document2 paginiAstm D711LIN SONGÎncă nu există evaluări
- Measuring Paved Surface Frictional Properties Using The Dynamic Friction TesterDocument8 paginiMeasuring Paved Surface Frictional Properties Using The Dynamic Friction TesterDannyChaconÎncă nu există evaluări
- Astm d5648Document2 paginiAstm d5648Anonymous 1HFV185Sl4Încă nu există evaluări
- D953 1714809-1Document6 paginiD953 1714809-1NitinÎncă nu există evaluări
- D 4060 - 95 - RdqwnjatotuDocument3 paginiD 4060 - 95 - RdqwnjatotuCasey RybackÎncă nu există evaluări
- Repetitive Static Plate Load Tests of Soils and Flexible Pavement Components, For Use in Evaluation and Design of Airport and Highway PavementsDocument3 paginiRepetitive Static Plate Load Tests of Soils and Flexible Pavement Components, For Use in Evaluation and Design of Airport and Highway PavementsIvan Morales AguilarÎncă nu există evaluări
- Astm D1194 94Document1 paginăAstm D1194 94HafiziÎncă nu există evaluări
- Skid Resistance For Paved Surfaces (Full Scale Tire)Document6 paginiSkid Resistance For Paved Surfaces (Full Scale Tire)Kongsak AkkharawongwhatthanaÎncă nu există evaluări
- E501 1113239-1Document4 paginiE501 1113239-1Sum BeautyÎncă nu există evaluări
- Splitting Tensile Strength of Cylindrical Concrete SpecimensDocument5 paginiSplitting Tensile Strength of Cylindrical Concrete SpecimensmickyfelixÎncă nu există evaluări
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 paginiRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979Încă nu există evaluări
- No-Pick-Up Time of Traffic Paint: Standard Test Method ForDocument2 paginiNo-Pick-Up Time of Traffic Paint: Standard Test Method ForSudharsanÎncă nu există evaluări
- ASTM G115 - 0 STD Guide For Measuring & Reporting Friction Coefficients PDFDocument12 paginiASTM G115 - 0 STD Guide For Measuring & Reporting Friction Coefficients PDFnolanjcÎncă nu există evaluări
- Astm D6706 01 2021Document5 paginiAstm D6706 01 20211995.ram.ram.singhÎncă nu există evaluări
- ASTM D1195 - 97, Standard Test Method For Repetitive Static Plate Load Tests PDFDocument3 paginiASTM D1195 - 97, Standard Test Method For Repetitive Static Plate Load Tests PDFJose Leo Mission100% (1)
- Determining Fatigue Failure of Compacted Asphalt Concrete Subjected To Repeated Flexural BendingDocument13 paginiDetermining Fatigue Failure of Compacted Asphalt Concrete Subjected To Repeated Flexural BendingGeotecnia OruroÎncă nu există evaluări
- Bearing Strength of Plastics: Standard Test Method ForDocument6 paginiBearing Strength of Plastics: Standard Test Method ForLam DesmondÎncă nu există evaluări
- Astm D 510Document3 paginiAstm D 510Indira BanerjeeÎncă nu există evaluări
- Evaluation of Load-Carrying Capacity of Lubricants Under Conditions of Low Speed and High Torque Used For Final Hypoid Drive AxlesDocument18 paginiEvaluation of Load-Carrying Capacity of Lubricants Under Conditions of Low Speed and High Torque Used For Final Hypoid Drive AxlesahmedÎncă nu există evaluări
- ASTM D 412 (Physical)Document13 paginiASTM D 412 (Physical)Keyzer SozeÎncă nu există evaluări
- Abrasion Resistance of Mortar Surfaces Using A Rotary Platform AbraserDocument5 paginiAbrasion Resistance of Mortar Surfaces Using A Rotary Platform AbraserPedro SánchezÎncă nu există evaluări
- Unconfined Compressive Strength of Cohesive Soil: Standard Test Method ForDocument6 paginiUnconfined Compressive Strength of Cohesive Soil: Standard Test Method ForsamerÎncă nu există evaluări
- Unconfined Compressive Strength of Cohesive Soil: Standard Test Method ForDocument6 paginiUnconfined Compressive Strength of Cohesive Soil: Standard Test Method ForPartene AlexandruÎncă nu există evaluări
- Astm D 1196 PDFDocument3 paginiAstm D 1196 PDFSetyawan Chill Gates0% (1)
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionDe la EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionEvaluare: 5 din 5 stele5/5 (3)
- Wrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Document5 paginiWrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Ahmad Zubair RasulyÎncă nu există evaluări
- Soft or Annealed Copper Wire: Standard Specification ForDocument5 paginiSoft or Annealed Copper Wire: Standard Specification ForAhmad Zubair RasulyÎncă nu există evaluări
- Impingement of Acetabular Prostheses: Standard Test Method ForDocument5 paginiImpingement of Acetabular Prostheses: Standard Test Method ForAhmad Zubair RasulyÎncă nu există evaluări
- Maintenance and Development of Maintenance Manuals For Light Unmanned Aircraft System (UAS)Document8 paginiMaintenance and Development of Maintenance Manuals For Light Unmanned Aircraft System (UAS)Ahmad Zubair RasulyÎncă nu există evaluări
- Manufacturers For Labeling Headgear ProductsDocument2 paginiManufacturers For Labeling Headgear ProductsAhmad Zubair RasulyÎncă nu există evaluări
- Design and Performance of Pneumatic-Hydraulic Unmanned Aircraft System (UAS) Launch SystemDocument7 paginiDesign and Performance of Pneumatic-Hydraulic Unmanned Aircraft System (UAS) Launch SystemAhmad Zubair RasulyÎncă nu există evaluări
- Low Velocity Projectile Marker: Standard Specification ForDocument6 paginiLow Velocity Projectile Marker: Standard Specification ForAhmad Zubair RasulyÎncă nu există evaluări
- Assessment of Materials and Products For Declarable SubstancesDocument7 paginiAssessment of Materials and Products For Declarable SubstancesAhmad Zubair RasulyÎncă nu există evaluări
- Evaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisDocument5 paginiEvaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisAhmad Zubair RasulyÎncă nu există evaluări
- Declarable Substances in Materials: Standard Terminology Relating ToDocument2 paginiDeclarable Substances in Materials: Standard Terminology Relating ToAhmad Zubair RasulyÎncă nu există evaluări
- Warnings On Refillable CO Cylinders Used in The Sport of PaintballDocument3 paginiWarnings On Refillable CO Cylinders Used in The Sport of PaintballAhmad Zubair RasulyÎncă nu există evaluări
- Amorphous Poly (Lactide) and Poly (Lactide-Co-Glycolide) Resins For Surgical ImplantsDocument10 paginiAmorphous Poly (Lactide) and Poly (Lactide-Co-Glycolide) Resins For Surgical ImplantsAhmad Zubair RasulyÎncă nu există evaluări
- Low Velocity Resilient Material Projectile: Standard Specification ForDocument3 paginiLow Velocity Resilient Material Projectile: Standard Specification ForAhmad Zubair RasulyÎncă nu există evaluări
- Steel Reinforced Thermoplastic Ribbed Pipe and Fittings For Non-Pressure Drainage and SewerageDocument7 paginiSteel Reinforced Thermoplastic Ribbed Pipe and Fittings For Non-Pressure Drainage and SewerageAhmad Zubair RasulyÎncă nu există evaluări
- Evaluating The Force Reduction Properties of Surfaces For Athletic UseDocument4 paginiEvaluating The Force Reduction Properties of Surfaces For Athletic UseAhmad Zubair RasulyÎncă nu există evaluări
- Design and Performance of A Light Sport Glider: Standard Specification ForDocument18 paginiDesign and Performance of A Light Sport Glider: Standard Specification ForAhmad Zubair RasulyÎncă nu există evaluări
- Testing For Classical Pathway Complement Activation in Serum by Solid MaterialsDocument10 paginiTesting For Classical Pathway Complement Activation in Serum by Solid MaterialsAhmad Zubair RasulyÎncă nu există evaluări
- Rehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerDocument4 paginiRehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerAhmad Zubair RasulyÎncă nu există evaluări
- Determining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodDocument3 paginiDetermining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodAhmad Zubair RasulyÎncă nu există evaluări
- Measurement of Sleeping Bags: Standard Test Method ForDocument3 paginiMeasurement of Sleeping Bags: Standard Test Method ForAhmad Zubair RasulyÎncă nu există evaluări
- Kit Assembly Instructions of Aircraft Intended Primarily For RecreationDocument4 paginiKit Assembly Instructions of Aircraft Intended Primarily For RecreationAhmad Zubair RasulyÎncă nu există evaluări
- Locating Leaks in Sewer Pipes Using Electro-Scan - The Variation of Electric Current Flow Through The Pipe WallDocument7 paginiLocating Leaks in Sewer Pipes Using Electro-Scan - The Variation of Electric Current Flow Through The Pipe WallAhmad Zubair RasulyÎncă nu există evaluări
- Installing A Protective Cementitious Liner System in Sanitary Sewer ManholesDocument4 paginiInstalling A Protective Cementitious Liner System in Sanitary Sewer ManholesAhmad Zubair RasulyÎncă nu există evaluări
- Determining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentDocument3 paginiDetermining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentAhmad Zubair RasulyÎncă nu există evaluări
- Frame Child Carriers: Standard Consumer Safety Specification ForDocument8 paginiFrame Child Carriers: Standard Consumer Safety Specification ForAhmad Zubair RasulyÎncă nu există evaluări
- Expanded Metal Fence Systems For Security PurposesDocument5 paginiExpanded Metal Fence Systems For Security PurposesAhmad Zubair RasulyÎncă nu există evaluări
- Acer AIO Z1-752 System DisassemblyDocument10 paginiAcer AIO Z1-752 System DisassemblySERGIORABRÎncă nu există evaluări
- Streamline SWR (S) - Rev - 00-04-2019 PDFDocument2 paginiStreamline SWR (S) - Rev - 00-04-2019 PDFarjun 11Încă nu există evaluări
- CDM816DSpare Parts Manual (Pilot Control) 2Document55 paginiCDM816DSpare Parts Manual (Pilot Control) 2Mohammadazmy Sobursyakur100% (1)
- An Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainDocument3 paginiAn Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainPkÎncă nu există evaluări
- VAM Must Sumitomo 1209 PDFDocument4 paginiVAM Must Sumitomo 1209 PDFnwohapeterÎncă nu există evaluări
- CAT25256 EEPROM Serial 256-Kb SPI: DescriptionDocument22 paginiCAT25256 EEPROM Serial 256-Kb SPI: DescriptionPolinho DonacimentoÎncă nu există evaluări
- 1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016Document3 pagini1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016api-292307509Încă nu există evaluări
- Taper Lock BushesDocument4 paginiTaper Lock BushesGopi NathÎncă nu există evaluări
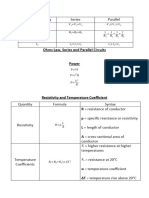
- EET - Formulas - Christmas TermDocument3 paginiEET - Formulas - Christmas TermJMDÎncă nu există evaluări
- Wic ReflectionDocument3 paginiWic Reflectionapi-307029735Încă nu există evaluări
- Afectiuni Si SimptomeDocument22 paginiAfectiuni Si SimptomeIOANA_ROX_DRÎncă nu există evaluări
- Arc 2019-2020Document95 paginiArc 2019-2020AEN HTM DD1 HTM DD1Încă nu există evaluări
- TC AdvisoryDocument1 paginăTC AdvisoryJerome DelfinoÎncă nu există evaluări
- Advanced Steel Structure Concepts: 2 MonthsDocument4 paginiAdvanced Steel Structure Concepts: 2 MonthsAnkit SoniÎncă nu există evaluări
- Microsoft Word - IRN Fab Transfer PCN NoticeDocument22 paginiMicrosoft Word - IRN Fab Transfer PCN NoticeJadilson PradoÎncă nu există evaluări
- InTech-Batteries Charging Systems For Electric and Plug in Hybrid Electric VehiclesDocument20 paginiInTech-Batteries Charging Systems For Electric and Plug in Hybrid Electric VehiclesM VetriselviÎncă nu există evaluări
- Stokerchapter25lipidmetabolism 160320032037Document29 paginiStokerchapter25lipidmetabolism 160320032037Dawlat SalamaÎncă nu există evaluări
- Business Model Navigator Whitepaper - 2019Document9 paginiBusiness Model Navigator Whitepaper - 2019Zaw Ye HtikeÎncă nu există evaluări
- Homophones WorksheetDocument3 paginiHomophones WorksheetAmes100% (1)
- Disa Match: A Match You Can Count OnDocument8 paginiDisa Match: A Match You Can Count OngÎncă nu există evaluări
- Magneto-Convective Non-Newtonian Nanofluid With Momentum and Temperature Dependent Slip Flow From A Permeable Stretching Sheet With Porous Medium and Chemical ReactionDocument18 paginiMagneto-Convective Non-Newtonian Nanofluid With Momentum and Temperature Dependent Slip Flow From A Permeable Stretching Sheet With Porous Medium and Chemical ReactionIOSRjournalÎncă nu există evaluări
- Dinacharya HandbookDocument5 paginiDinacharya Handbookvera sirakovaÎncă nu există evaluări
- 173 EvidenceDocument6 pagini173 EvidenceSantiago RubianoÎncă nu există evaluări
- AnamnezaDocument3 paginiAnamnezaTeodora StevanovicÎncă nu există evaluări
- ScheduleDocument1 paginăScheduleparag7676Încă nu există evaluări
- Calculate Cable Size and Voltage Drop Electrical Notes Articles PDFDocument10 paginiCalculate Cable Size and Voltage Drop Electrical Notes Articles PDFRavi SharmaÎncă nu există evaluări
- Solomon On Sex - Avoiding Marital Disaster: February 12, 2012Document14 paginiSolomon On Sex - Avoiding Marital Disaster: February 12, 2012baimareanÎncă nu există evaluări
- Karan AsDocument3 paginiKaran AsHariÎncă nu există evaluări
- Welding Research Council: BulletinDocument28 paginiWelding Research Council: BulletinRogerio Tropia GranjaÎncă nu există evaluări